
焊接参数对铁素体不锈钢搅拌摩擦焊接头组织及性能的影响
2019-05-20 10:43唐文珅杨新岐李胜利李会军
材料工程 2019年5期
唐文珅,杨新岐,李胜利,李会军
(天津大学 材料科学与工程学院,天津 300354)
铁素体不锈钢(FSS)具有比奥氏体不锈钢更低的成本及优异的耐局部腐蚀性能,是一种节镍环保经济型材料,近年来在汽车、建筑、家电及能源化工等领域得到广泛应用,展现出无限的发展前景[1-2]。但是FSS采用熔焊方法焊接,存在热影响区晶粒粗大、接头脆化倾向严重、焊缝塑韧性较差等限制其大规模发展的问题[3]。
搅拌摩擦焊接是一种新型绿色固相焊接技术,热输入较低、焊件变形小、不需要填充材料、可避免使用传统熔焊方法产生的大多数缺陷等优点[4-7]。目前,随着耐高温耐磨损搅拌工具材料的开发,该项技术已实现不锈钢、钛合金及耐热钢等高熔点金属的焊接,并且在使用传统熔焊方法焊接存在较多问题或难以焊接的高熔点材料方面展现出优势。但是与铝等轻质合金相比,钢的搅拌摩擦焊接工艺实验更为复杂。一是因为不同钢种的化学成分及所含合金元素具有多样性,固态相变也十分复杂;二是因为不同材料搅拌工具的热传导系数、耐磨损性能及与钢材的接触界面摩擦因数均具有一定差异,很难归纳出具有较普遍适用的工艺参数范围。
国内外学者针对FSS的FSW技术已经开展了一些研究。Park等[3]研究了430 FSS的FSW接头的组织演变特征和力学性能,发现焊核区由于生成马氏体和细化的铁素体,强度显著高于母材,但断后伸长率仅达到母材的50%。Lakshminarayanan等[8]的研究表明,409M FSS的FSW接头能够保持良好的塑韧性。Cho等[9]发现409 FSS的FSW接头焊核区组织得到显著细化,且焊缝不会形成σ相。Bilgin等[10]的研究表明,搅拌工具的转速和焊接速率等焊接参数对430 FSS的FSW接头组织和力学性能有不同程度的影响。Han等[11]研究了18Cr-2Mo FSS的FSW接头组织特征和力学性能,发现搅拌区小角度晶界显著增加,且接头具有相对优异的冲击韧性。但是上述研究未对FSS的FSW接头低温韧性进行评价,并且实验钢种主要集中在409和430等传统FSS,而对于通过成分优化获得的新型低碳FSS的FSW研究报道较少。
本工作选择钨铼合金(W-25%Re)搅拌工具对T4003超纯FSS进行FSW工艺实验,研究焊接参数对接头组织特征及常温和低温冲击韧性的影响规律,为FSS的FSW技术实现工程化应用提供重要依据。
1 实验材料与方法
实验板材为4mm厚T4003 FSS,其化学成分如表1所示。将其加工成尺寸为200mm×200mm的试样,焊接设备为FSW-RL31-010型搅拌摩擦焊机。搅拌工具的转速ω为150,250r/min,焊接速率v为80,120mm/min。使用W-25%Re搅拌工具,轴肩端面为内凹形,搅拌针为锥形平面。轴肩直径为15mm,搅拌针根部直径为5.14mm,顶端直径为4.20mm,长为2.5mm。

表1 T4003不锈钢的化学成分(质量分数/%)Table 1 Chemical compositions of T4003 stainless steel(mass fraction/%)
为观察接头微观组织,沿垂直于焊缝方向制备尺寸为25mm×10mm的金相试样,经打磨、抛光后采用维列拉腐蚀剂(苦味酸1g+盐酸5mL+酒精100mL)进行腐蚀处理。采用OLYMPUS GX51光学显微镜和Hatchis-4800扫描电镜进行接头组织特征观察;采用截线法统计焊接接头搅拌区(stir zone, SZ)的晶粒平均尺寸;采用HVS-1000型数显显微硬度计对焊缝区显微硬度进行测试,载荷为0.98N,加载时间为15s。V型缺口冲击韧度试样的加工尺寸为55mm×10mm×2.5mm,为得到设计厚度,试样从焊板下表面磨掉1mm左右,从焊板上表面磨掉0.5mm左右,V型缺口分别开在接头热影响区和焊缝中心处,其张开方向与焊缝平行,冲击试样尺寸如图1所示。实验仪器为ZBC2752型摆锤试验机,实验温度分别为20℃和-20℃。
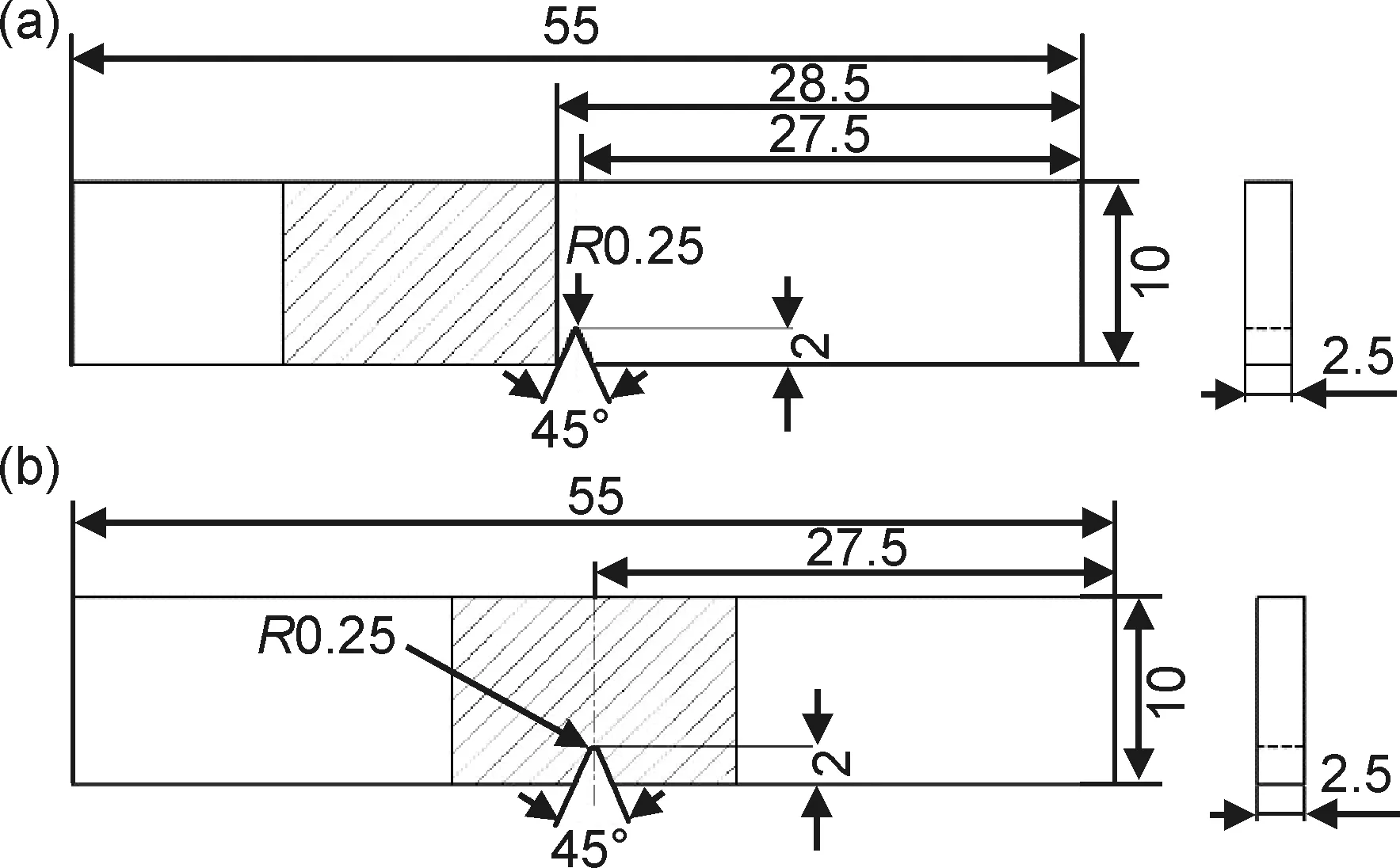
图1 冲击试样尺寸 (a)热影响区;(b)搅拌区Fig.1 Dimensions of the impact test samples (a)HAZ;(b)SZ
2 结果与分析
2.1 接头微观组织
图2为T4003不锈钢FSW接头宏观形貌(ω=250r/min,v=120mm/min),黑色实线表示搅拌针静态位置。可见焊接接头主要包括焊缝区和母材区(base materials,BM),焊缝区又可分为SZ,TMAZ和HAZ。图2中a,c分别表示SZ顶部(距焊缝表面1mm)和中部(距焊缝表面2mm)的区域,b为前进侧(advancing side,AS)TMAZ与HAZ的过渡区域,d为AS的TMAZ,e为BM。

图2 T4003不锈钢FSW接头宏观形貌(250r/min,120mm/min)Fig.2 Macroscopic morphology of FS-welded T4003 stainless steel joints (250r/min,120mm/min)
文献证实[8-9,12],K因子(Kaltenhauser factor)能够较准确地预测铁素体不锈钢FSW接头SZ的铁素体(Ferrite,F)含量。计算公式为:
K=[Cr+6Si+8Ti+4Mo+2Al+4Nb]- [2Mn+4Ni+40(C+N)]
(1)
实验表明[8-9]:当K≤7.5时,焊缝中几乎不形成铁素体。由式(1)计算得T4003不锈钢的K因子为7.06(<7.5)。通过FSW焊缝峰值温度计算公式[13-14],可预测出不同焊接参数下接头SZ的最高温度皆大于T4003不锈钢的完全奥氏体化温度,即接头SZ室温组织应全部为马氏体(martensite,M)。
图3为对应图2焊接接头不同区域的金相图及SEM图。由金相图可知,SZ和内侧TMAZ的组织较BM得到一定程度的细化。观察SEM图可知,SZ和内侧TMAZ的组织由F和M双相组织构成。这与上述SZ组织的预测结果不符,文献[15]也得到类似实验结果。金属固态相变理论认为,M相变过程中,若奥氏体晶粒较为细小,在其晶界处可能生成F[16]。如图3(c-2)所示,T4003不锈钢的母材为单一F组织。FSW过程中,随着温度逐渐升高,达到T4003不锈钢的完全奥氏体化温度,F转变为单一奥氏体;由于焊接接头SZ经受剧烈的塑性变形,在随后冷却过程中会促使奥氏体在发生M相变之前经历动态再结晶过程,生成非常细小的再结晶奥氏体,F在其晶界处形核长大,剩余奥氏体发生M相变[15],从而T4003不锈钢FSW接头SZ的室温组织为细小等轴F和由再结晶奥氏体转变而来的细小近似等轴的M构成(图3(a-2))。
图4为T4003不锈钢FSW接头SZ顶部及中部的显微组织,其晶粒平均尺寸如表2所示。当搅拌工具的转速保持一定时,不同焊接速率下接头SZ顶部位置的组织形貌较为相似。当焊接速率保持一定,转速从150r/min增加到250r/min时,SZ顶部M的生成量略有增加,晶粒平均尺寸增大1.79~1.94μm。分析认为,FSW过程中,高转速意味着较大的热输入和较快的冷却速率,即高转速下FSW接头的峰值温度较高且冷却过程中生成M的倾向较大。高转速焊接过程中,当SZ顶部组织完全奥氏体化后,较高温度下再结晶奥氏体粗化,使得F的形核位置减少且尺寸增大,剩余奥氏体增多,从而M的生成量增加。转速为150r/min时,随焊接速率从80mm/min增加至120mm/min,SZ顶部的F有增多趋势(图4(a-1),(a-2));转速为250r/min时,焊接速率的变化对SZ顶部F的生成量几乎无影响(图4(a-3),(a-4))。分析认为,转速一定,高焊速意味着SZ承受较剧烈的塑性变形,使得再结晶奥氏体晶粒更为细化,生成的F数量增加,相对生成的M数量减少;转速为150r/min时,焊速的增加对SZ再结晶奥氏体晶粒的细化作用较强,随转速增加至250r/min,焊接热输入的增加使得这种细化作用逐渐减弱。

图3 T4003不锈钢FSW接头金相图(1)和SEM图(2)(250r/min,120mm/min) (a)搅拌区;(b)热力影响区;(c)母材Fig.3 OM images(1) and SEM images(2) of FS-welded T4003 FSS joints(250r/min,120mm/min) (a)SZ;(b)TMAZ;(c)BM
当搅拌工具的转速一定时,不同焊接速率下接头中部的组织特征存在一定差异。由于中部距离焊缝表面2mm,受到轴肩的摩擦热作用不明显,所以中部组织较顶部更为细小。当转速保持一定,与顶部相比,SZ中部的F增多,M减少。转速为150r/min时,晶粒平均尺寸减小1.09~1.10μm;转速为250r/min时,晶粒平均尺寸减小2.07~2.12μm。当转速保持一定,随着焊接速率从80mm/min增加到120mm/min时,接头中部生成的F有增多趋势,晶粒平均尺寸减小0.24~0.45μm。综上,T4003不锈钢FSW接头SZ组织沿试样厚度方向存在一定程度的非均质性,且随着搅拌工具转速的降低及焊接速率的增大,非均质性越发显著。

图4 T4003不锈钢FSW接头搅拌区显微组织 (a)顶部;(b)中部; (1)150r/min,80mm/min;(2)150r/min,120mm/min;(3)250r/min,80mm/min;(4)250r/min,120mm/minFig.4 Microstructures of SZ in the FS-welded T4003 FSS joints (a)top;(b)middle; (1)150r/min,80mm/min;(2)150r/min,120mm/min;(3)250r/min,80mm/min;(4)250r/min,120mm/min
表2 焊接接头SZ晶粒平均尺寸Table 2 Average grain size of SZ in the welded joints
图5为T4003不锈钢FSW接头前进侧TMAZ过渡区域的金相显微组织。一般来讲,FSW过程中TMAZ经受的峰值温度及塑性变形程度皆低于SZ。所以T4003不锈钢FSW接头TMAZ高温组织应处于F和A双相区,即其室温组织也是由F和M双相组织构成。根据不同的组织特征,TMAZ可分为内侧TMAZ和外侧TMAZ。内侧TMAZ的组织呈细小等轴状(图3(b-1));外侧TMAZ的组织由拉长的变形晶粒组成。当搅拌工具的转速为150r/min时,前进侧TMAZ组织呈现大梯度过渡趋势,变形晶粒明显拉长,焊接速率的变化对这一特征无明显影响(图5(a),(b))。当转速增加至250r/min时,由于焊接热输入增加,接头温度分布梯度逐渐减小,前进侧TMAZ组织过渡平缓,变形晶粒无明显拉长特征(图5(c))。HAZ组织与BM相似,焊接参数的改变对HAZ几乎无影响。
2.2 接头显微硬度
图6为T4003不锈钢FSW接头显微硬度的分布曲线。如图6(a)所示,SZ和TMAZ由于组织得到细化及生成M产生明显淬硬现象。当搅拌工具的转速从150r/min增加至250r/min时,焊接接头最高硬度呈现升高趋势,其中后退侧(retreating side,RS)TMAZ的硬度升高尤为明显,焊缝区硬度分布趋于均匀,最高硬度为290HV,约为母材的1.87倍。保持搅拌工具的转速一定,随着焊接速率从80mm/min增加至120mm/min,接头最高硬度略有下降。前进侧TMAZ过渡至HAZ的硬度降低趋势随转速的增加趋于平缓,这与上述焊接参数对AS过渡区组织的影响规律相吻合。HAZ的硬度值高于162HV,BM的硬度平均值约为155HV。分析认为FSW过程中,T4003不锈钢焊接接头HAZ可能有少量纳米级析出相弥散生成,使其硬度略高于BM。

图5 T4003不锈钢FSW接头前进侧TMAZ过渡区金相显微组织 (a)150r/min,80mm/min;(b)150r/min,120mm/min;(c)250r/min,120mm/minFig.5 OM microstructures of TMAZ transition zone on the AS in the FS-welded T4003 FSS joints (a)150r/min,80mm/min;(b)150r/min,120mm/min;(c)250r/min,120mm/min
如图6(b)所示,当转速为150r/min时,从接头SZ顶部开始,随距离增大,硬度呈下降趋势,且随着焊接速率从80mm/min升高至120mm/min时,接头整体硬度降低;当转速增加至250r/min,从接头SZ中部开始,随距离的增大,硬度呈下降趋势,且接头SZ顶部和中部的硬度十分接近,此时焊接速率的变化对其几乎无影响,这主要是由于T4003不锈钢FSW接头SZ组织沿厚度方向存在非均质性所致。
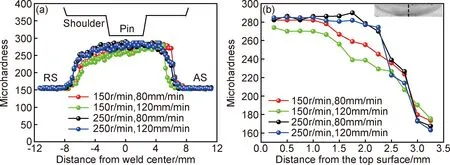
图6 T4003不锈钢FSW接头显微硬度分布 (a)沿横截面横向中线;(b)沿横截面竖向中线Fig.6 Microhardness distributions in the FS-welded T4003 FSS joints (a)transverse midline along the cross section;(b)vertical midline along the crosssection
2.3 接头冲击韧性
表3所列为T4003不锈钢FSW接头常温及低温冲击吸收功Ak。可见焊接参数和温度对T4003不锈钢FSW接头冲击吸收功有明显影响。常温冲击实验(20℃)表明:不同焊接参数下,接头HAZ的冲击吸收功可达BM的90%~92%,接头SZ的冲击吸收功可达BM的85%~103%。低温冲击实验(-20℃)表明:不同焊接参数下,接头HAZ的冲击吸收功可达BM的87%~97%,接头SZ的冲击吸收功可达BM的82%~95%。

表3 T4003不锈钢FSW接头冲击吸收功Table 3 Impact absorption energy of FS-welded T4003 FSS joints
虽然搅拌区具有明显淬硬倾向,但冲击韧性并没有明显降低,焊缝区仍具有较好强韧匹配。但总体来说,不同焊接参数下T4003不锈钢FSW接头HAZ的冲击吸收功稍低于母材,这可能是HAZ存在析出相等异质颗粒所致;SZ低温冲击吸收功较常温略有下降,而HAZ几乎不受温度影响;转速为150r/min、焊接速率为120mm/min时,接头常温及低温冲击吸收功最佳,其中常温下SZ的冲击吸收功高于母材,说明基体组织具有合适比例的低碳M和F时其冲击韧性比基体组织全部为F时更好。
图7为T4003不锈钢FSW接头冲击断口形貌。可见微观断口呈现韧窝特征,断裂模式为韧性断裂。BM与接头HAZ的冲击断口形貌较为相似,呈现大直径撕裂或拉长韧窝和小直径等轴韧窝混合特征[17],其中常温下接头HAZ微观断口中的韧窝相对较小且较浅(图7(b)),其冲击吸收功最低;接头SZ的冲击断口呈现大小不等的等轴韧窝特征,其中常温下接头SZ断口中的韧窝多而深(图7(d)),对应冲击吸收功最高。
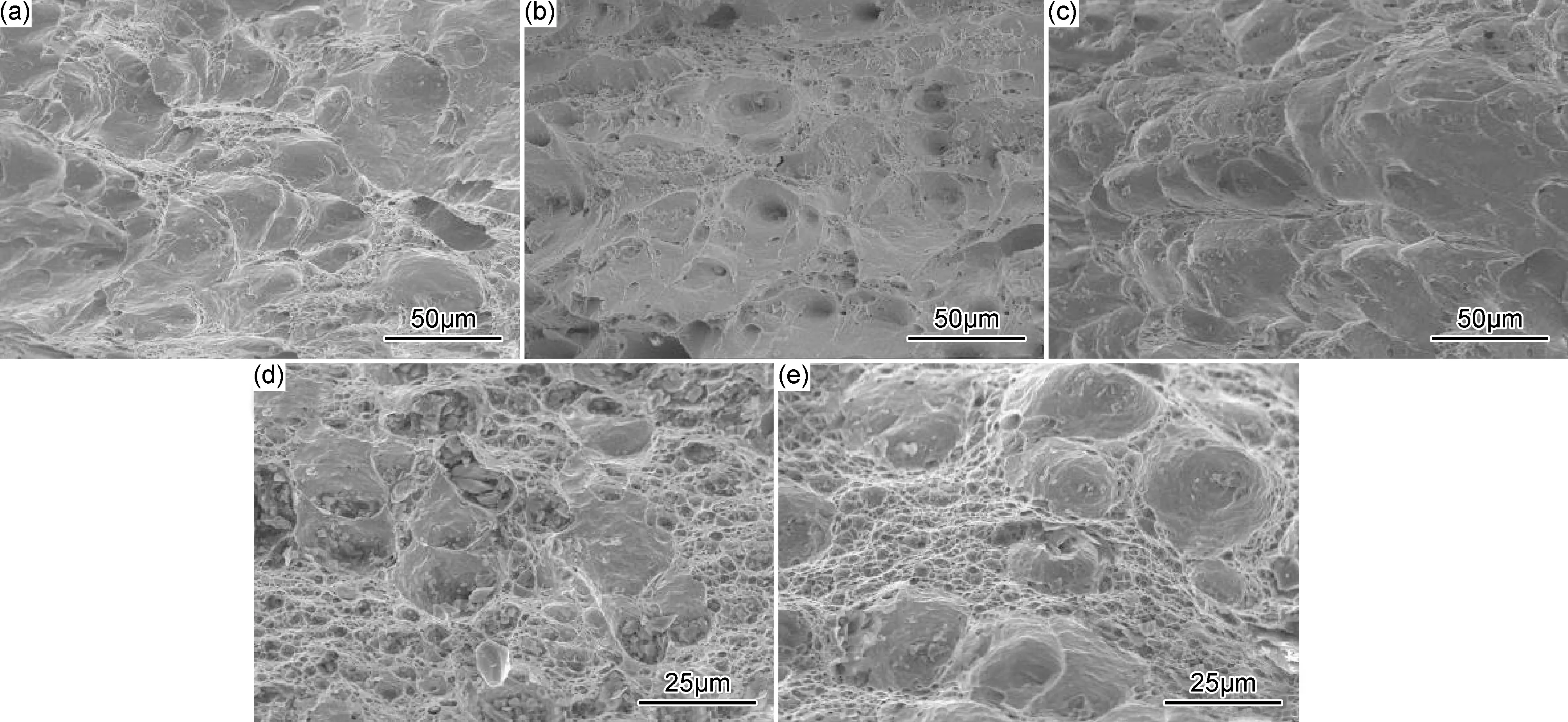
图7 T4003不锈钢FSW接头冲击断口形貌(150r/min,120mm/min) (a)BM(20℃);(b)HAZ(20℃);(c)HAZ(-20℃);(d)SZ(20℃);(e)SZ(-20℃)Fig.7 Impact fractographies of FS-welded T4003 FSS joints(150r/min,120mm/min) (a)BM(20℃);(b)HAZ(20℃);(c)HAZ(-20℃);(d)SZ(20℃);(e)SZ(-20℃)
3 结论
(1)T4003铁素体不锈钢FSW接头SZ和TMAZ由F和M双相组织构成,HAZ组织与BM相似。
(2)焊接接头SZ组织沿试样厚度方向存在非均质性,且随转速的降低及焊接速率的增加越发显著;转速为150r/min时,AS组织过渡梯度较大,变形晶粒明显拉长,几乎不受焊接速率变化的影响;转速为250r/min时,AS组织过渡平缓,无明显变形拉长特征;接头HAZ几乎不受焊接参数变化的影响。
(3)焊接接头SZ和TMAZ产生明显淬硬现象,最高硬度为290HV,约为母材的1.87倍,HAZ硬度略高于母材;随转速升高,接头最高硬度呈升高趋势,焊缝硬度分布趋于均匀。
(4)焊接参数和温度对接头的冲击吸收功有明显影响:常温(20℃)下,热影响区为母材的90%~92%,搅拌区为母材的85%~103%;低温(-20℃)下,热影响区为母材的87%~97%,搅拌区为母材的82%~95%,表明焊缝区仍具有较好强韧匹配。
猜你喜欢
中国特种设备安全(2022年3期)2022-07-08
山东冶金(2019年1期)2019-03-30
中学生数理化·八年级物理人教版(2017年10期)2018-01-22
制造技术与机床(2017年8期)2017-11-27
中国铸造装备与技术(2017年3期)2017-06-21
中国神经再生研究(英文版)(2017年4期)2017-01-12
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
焊接(2016年9期)2016-02-27
