一种疑难框架的工艺研究
2018-11-05 03:59:12吴永伟刘红军连建伟张博罗玉华
机械 2018年10期
吴永伟,刘红军,连建伟,张博,罗玉华
一种疑难框架的工艺研究
吴永伟1,刘红军2,连建伟1,张博1,罗玉华1
(1.许昌烟草机械有限责任公司,河南 许昌 461000;2.河南中烟 许昌卷烟厂,河南 许昌 461000)
不锈钢框架存在加工多个平面和孔位,由于形位公差要求较严,必须提高组焊后不锈钢框架精度。根据框架的结构和生产中遇到的问题,提出了使用“三维柔性焊接工装”装夹方法,将刚性焊接代替传统的自由焊接,采取出样板图、构建模型等措施,提高框架的组合精度;其次,优化焊接参数,采用对称焊、跳焊等方法焊接,减少焊接变形;第三,调整加工顺序,减少金加工难度;通过采取多种措施,保证了零件的焊接精度和加工精度。
框架;平面度;柔性焊接
Y11FBJ7220100框架是许昌烟草机械有限责任公司国产化德国KDF4型滤棒成型机上的一个不锈钢框架,如图1所示。外形尺寸为155 mm×460 mm×535 mm,材料为12Cr18Ni9Ti。该框架由4FBJ72200100板、4FBJ72200200板、4FBJ72200300管、4FBJ72200400板、4FBJ72200500板和4FBJ72200600侧板组成,组焊后要求机加工,保证4FBJ72200200左面对基准面A垂直度为0.20 mm,4FBJ72200400下面对基准面A平行度为0.20 mm,因此要求基准面A有较高的平面度。基准面A由三件4FBJ72200300管组成,方管规格30 mm×30 mm×3 mm,主要需考虑保证4FBJ72200300管的直线度和焊接后A基准面的平面度。
1 原加工方法及问题
对Y11FBJ7220100框架的焊接和加工工艺进行了探讨。通过对框架结构的分析,制订了原加工工艺,如表1所示。
由于A基准面由三根方管组成,方管壁厚为3 mm,加工中心光出A基准面后,方管壁厚仅为2~2.2 mm,设计人员认为加工后的方管降低了框架强度,不同意使用。
工艺规程卡要求在加工中心铣削各面后,倒刮平4FBJ72200200上6×11 mm沉孔,由于材料为12Cr18Ni9Ti,倒刮平刀具难于切削。考虑从4FBJ72200200右端加工,但下部的3个11 mm沉孔距离方管15 mm,小于摇臂钻床主轴直径,无法沉孔;采用加长钻头沉孔,加长钻头跳动量达到10 mm以上,无法钻削。
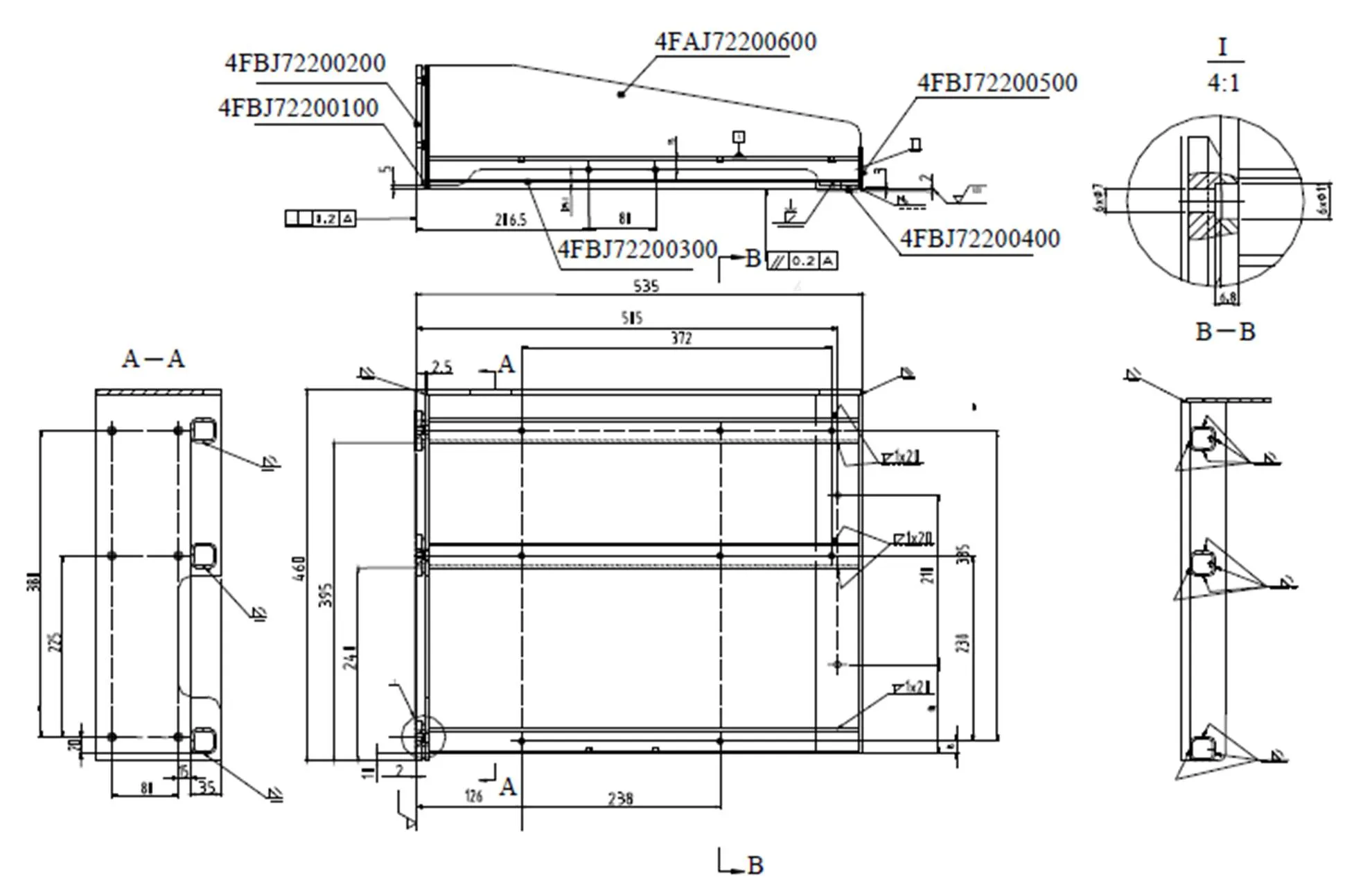
图1 Y11FBJ7220100框架
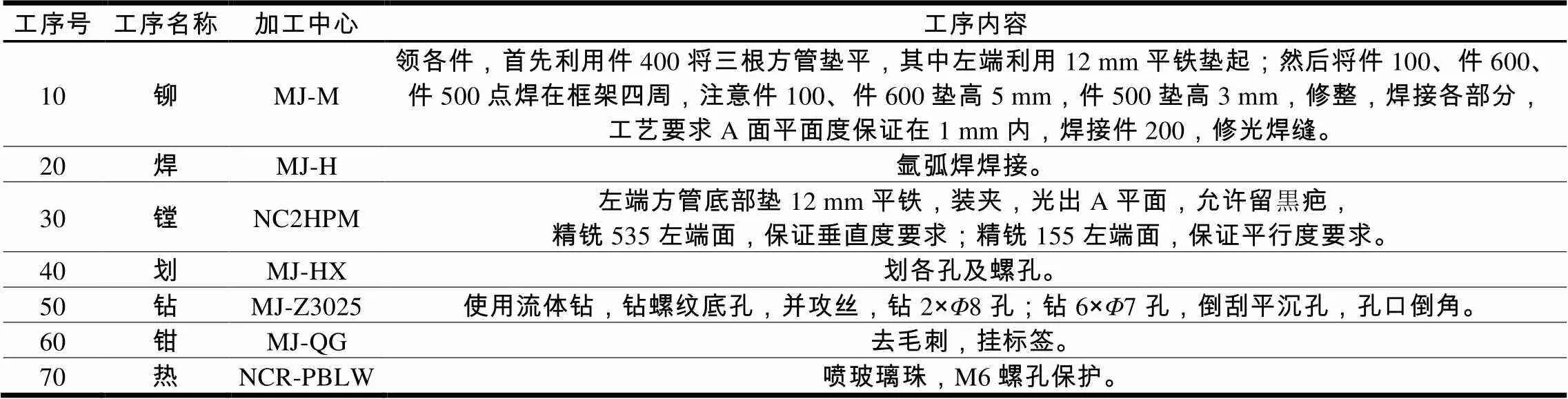
表1 原工艺规程卡
2 改进加工方法
2.1 组合装夹
针对A基准面的平面度问题,原工艺要求保证在1 mm内,要求太松,需保证在0.50 mm以内,加工后方管壁厚能够保证在2.5 mm以上。因此,校直的三根方管要求直线度≤0.50 mm,组焊后A基准面平面度≤0.50 mm。但是A基准面平面度要求达到0.50 mm以下,采用传统的自由焊接,无法保证焊接精度,对此采用“三维柔性焊接工装”装夹,如图2所示,减少焊接变形,保证尺寸公差[1]。
为了保证“三维柔性焊接工装”在车间更好、更快地完成组焊成型后的精度,减少焊接变形问题,工艺部门按照框架形状,出样板图,如图3(a)所示;其次,使用三维柔性焊接工装模型,构建焊接框架组合图,并列出使用焊接工装清单,如图3(b)所示。车间根据样板定位,组合平面定位工装;然后取下样板,使用12 mm平铁垫平,放上框架,最后压紧工件。
2.2 焊接参数的确定
在焊接不锈钢框架时,使用直流脉冲TIG焊,工艺参数如表2[2]所示。采用直流脉冲TIG焊,峰值电流可使电弧稳定,指向性好,易使母材熔化成形,并循环交替,确保焊接过程的顺利进行;同时能得到力学性能良好、外形美观、熔池互相搭接良好的焊缝。
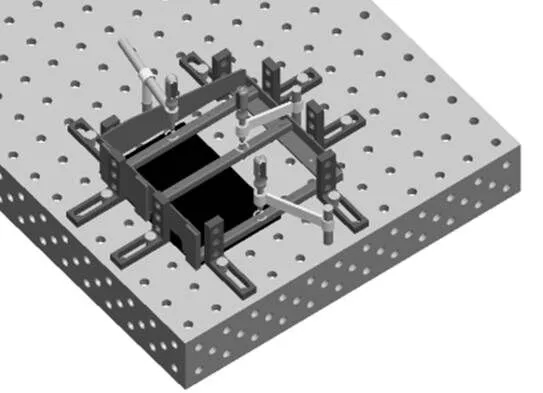
图2 三维焊接工装装夹框架
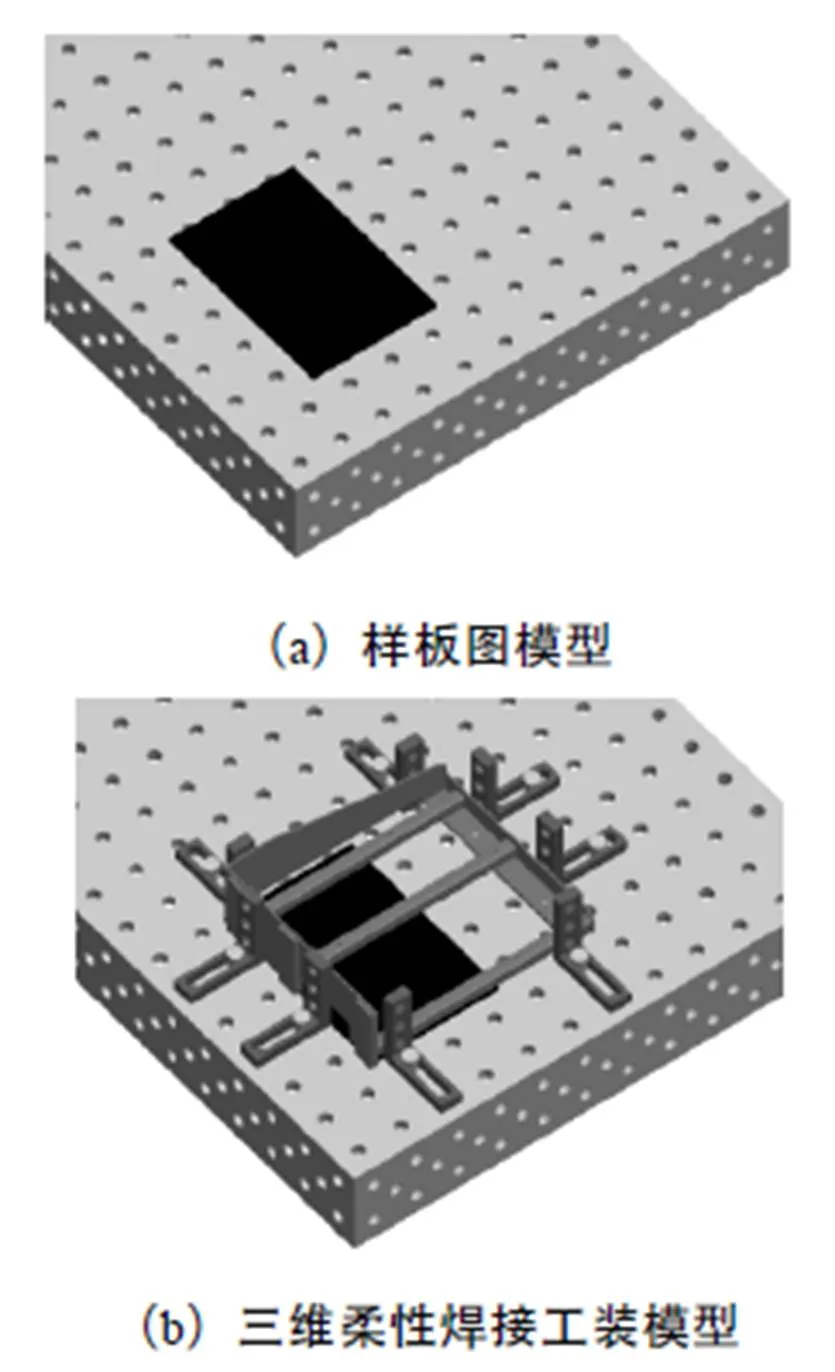
图3 使用三维柔性焊接工装步骤

表2 不锈钢框架焊接参数表
在焊接该不锈钢框架时,使用2.4 mm焊丝,先在定位点起弧,待焊点熔化并与工件两侧熔合后再送入焊丝,焊丝始终跟随熔池,焊枪的喷嘴与焊件表面构成80°左右,焊丝与焊件表面夹角以10°左右为宜,在不妨碍视线的前提下,尽量采用短弧焊接以增强氩气保护效果。其次,应注意观察熔池的大小,焊速应先稍慢后快,焊枪通常不摆动;焊速和焊丝应根据具体情况密切配合,尽量减少接头;焊缝长度一次性不宜焊接过长,否则会过热,易使三根不锈钢方管出现变形,同时出现Cr、Ni等合金元素的大量烧损,对材料的耐蚀性非常不利。若中途停顿后再继续施焊时,要用电弧把原熔池的焊道重新熔化,形成新的熔池后再加焊丝并与前焊道重叠3~5 mm。在重叠处要少加焊丝,使接头处圆滑过渡,氩气纯度应在99.99%以上,流量应保持在5 L/min。焊接结束时,焊枪要在原位置停留3~5 s,氩气滞后一段时间,防止焊点氧化,变为灰黑色。
在焊接框架时,对于影响变形的长焊缝,要求在装夹状态下采用对称焊、跳焊等方法焊接;待框架完全冷却后,再将框架松开,焊接剩余部分。
2.3 锪6×Φ11 mm沉孔的工艺安排
组焊后无法加工4FBJ72200200上6×11 mm沉孔,对此调整工艺,将加工4FBJ72200200 上6×11 mm沉孔内容调整到焊接前加工,要求在4FBJ72200100与4FBJ72200200焊接后,钻6×7 mm孔,然后锪6×11 mm沉孔。同时在组焊时,工艺要求4FBJ72200200左面对基准面A垂直度为0.50 mm。
2.4 制订工艺
根据上文分析,制订了Y11FBJ7220100框架工艺规程卡,如表3所示。
3 结语
通过使用“三维柔性焊接工装”装夹方法,由刚性焊接代替传统的自由焊接,减少了框架
的焊接变形,保证了零件的焊接精度,为顺利转化德国KDF型滤棒成型机上的不锈钢框架提供了技术基准。
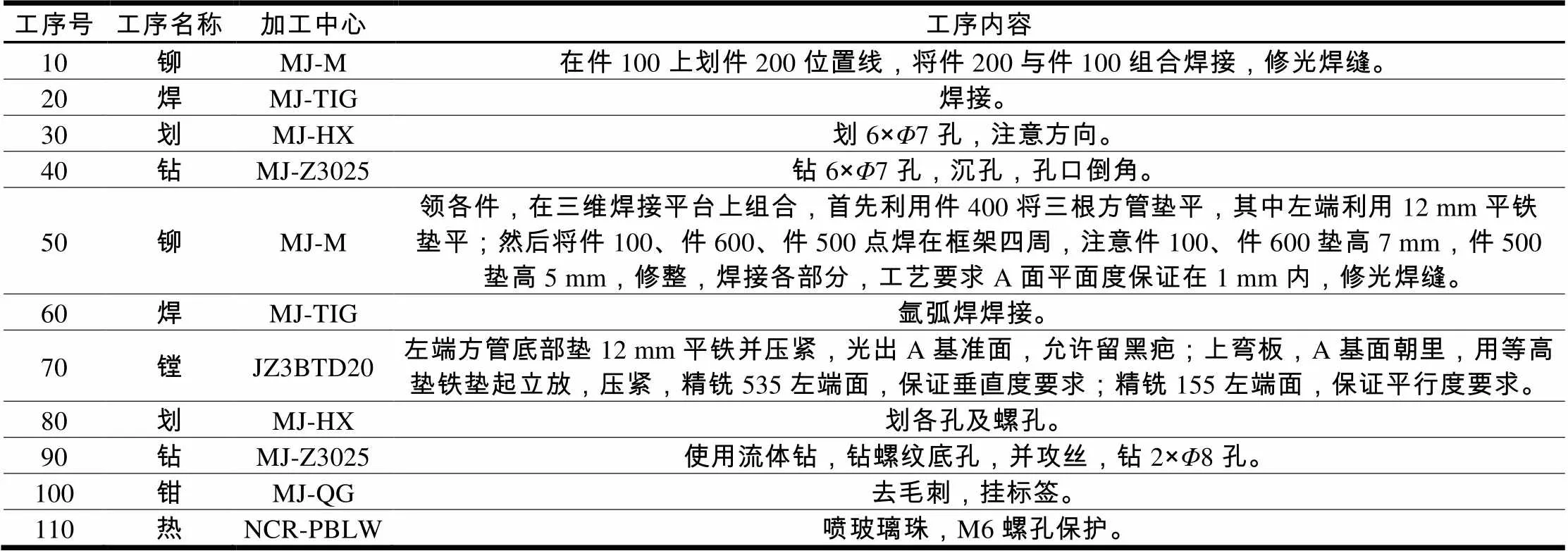
表3 框架工艺规程卡
[1]王长忠. 焊工工艺与技能训练[M]. 北京:中国劳动社会保障出版社,2006.
[2]陈祝年. 焊接工程师手册[M]. 北京:机械工业出版社,2002.
A Technology Process Research of Complicated Frame
WU Yongwei1,LIU Hongjun2,LIAN Jianwei1,ZHANG Bo1,LUO Yuhua1
(1.Xuchang Tobacco Machinery Co., Ltd, Xuchang461000, China; 2.Xuchang Cigarette Factory, Henan China Tobacco Industry Co., Ltd., Xuchang461000, China )
There are many planes and holes in the stainless steel frame, due to the stricter geometric tolerance, the precision of the stainless steel frame must be improved after the group welding. According to the structure of frame and the production encountered problems in the framework of the optimization technology process, proposed the use of “three-dimensional flexible welding jigs” for fixture method by rigid welding instead of free welding, measures such as model drawing and model building are taken to improve the assembly precision of the frame. Secondly, the welding parameters are optimized, and the welding deformation is reduced by symmetric welding, skip welding, etc.; thirdly, the adjustment processing is performed, reduce the difficulty of metal processing; through taking a variety of measures to ensure the accuracy of the welding parts and processing accuracy.
frame;flatness;flexible welding
TG44
B
10.3969/j.issn.1006-0316.2018.10.007
1006-0316 (2018) 10-0032-04
2017-12-18
吴永伟(1971-),男,河南禹州人,助理工程师,主要研究方向为铆焊及金加工工艺。
猜你喜欢
北京汽车(2023年5期)2023-11-01 03:40:38
爆破(2022年2期)2022-06-21 06:09:16
昆钢科技(2021年4期)2021-11-06 05:31:06
工业加热(2021年8期)2021-09-11 09:29:42
装备制造技术(2021年2期)2021-07-21 05:38:30
石油化工建设(2018年6期)2018-04-22 03:16:40
汽车工程(2017年11期)2017-12-18 11:57:21
石油化工建设(2017年2期)2017-06-05 08:52:54
焊接(2016年10期)2016-02-27 13:05:34
石油化工建设(2015年3期)2015-12-01 04:16:57