
尾穗苋粒发酵小曲清香型白酒的研究
2018-08-10 02:16肖荣飞陈旭峰黄晓润吴拥军
中国酿造 2018年7期
肖荣飞,陈旭峰,郭 娅,黄晓润,吴拥军*
(贵州大学 生命科学学院,贵州 贵阳 550025)
白酒是闻名于世界的蒸馏酒,在中国人的日常生活与生活中扮演着极其重要的角色[1]。清香型白酒是我国千百年来形成的具有独特风味的传统酿酒工艺的一种产品[2],盛产于我国华北,其中以汾酒作为清香型白酒的典型代表。近年来国内白酒年产量持续不断增加,目前已经超过一千万t[3]。白酒通常是以谷物(主要是高粱)作为酿造原料,通过浸泡、蒸煮、发酵以及蒸馏等工艺酿制。但由于高粱蛋白含量低,用于制曲不能满足糖化剂生产菌和酵母生长的需要,会影响糖化酶产量、酵母活性,进而影响酒精出率。同时高粱含有过多果胶质和单宁,液态发酵时可能会影响酵母的正常酒精发酵,进而影响高粱出酒率和白酒的品质[4]。
苋菜(Amaranthus tricolor)又名苋,是石竹目苋科苋属一年生草本植物,茎粗壮,绿色或红色,常分枝。按照不同的功能划分苋菜又被分成两大类,一类用作食材的蔬菜苋,另一类则主要是收获种子的籽粒苋,原产于中美洲或南美洲。籽粒苋是苋科苋属一年生草本植物的总称,籽粒苋苋粒直径较小,每颗尾穗能结5~6万余粒苋粒,包括籽粒苋(Amaranthus hypochondricus)、繁穗苋(Amaranthus paniculatus)、尾穗苋(Amaranthus caudatus)、绿穗苋(Amaranthus hybriaus)等品种[5]。研究发现,尾穗苋粒中含有15%~22%的蛋白质,淀粉含量达到67%,其中支链淀粉约76%,直链淀粉约23%[6]。苋粒中的总淀粉含量越高,其支链淀粉与直链淀粉比重就越大,这有利于提高出酒率和清香型白酒的香味物质含量及白酒质量[7]。苋粒中含有极少量果胶质成分,它是白酒有害杂质甲醇的主要来源[8]。苋粒单宁质含量极少,远低于高粱等作物含有较多的单宁质,由于单宁自身含有苦涩味,遇到铁呈现蓝黑色,诱使蛋白质凝固故而对糖化菌和酵母均具有破坏作用。
尾穗苋粒在民间主要用作生产米花糖,其叶茎可作为家畜饲料,叶片食用具有良好的口感,未见酿造白酒。由于尾穗苋粒总淀粉含量较高,工厂采用传统的固态白酒发酵法,其较高的支链淀粉含量会使蒸煮后尾穗苋粒黏度增加[9],对酵母菌生长繁殖和发酵白酒产生不利影响,降低出酒率,而且苋粒之间黏度增加会在实际生产中增加操作难度,因此探究液态发酵小曲清香型白酒的酿造工艺,提高苋粒发酵清香型白酒出酒率[10]。本研究通过膨化尾穗苋粒,糖化水解膨化后的尾穗苋粒,降低蒸煮后籽粒之间的黏度,选用适宜的酒曲、提高尾穗苋粒淀粉的利用率等方法,开发适宜的酿造工艺对增加尾穗苋粒的经济价值,提高农民收益意义重大。
1 材料与方法
1.1 材料与试剂
尾蕙苋成熟苋粒:贵州省威宁县种植;糖化酶(50000U/g):湖南省津市市新型发酵有限责任公司;宇丰牌生熟两用酒曲(小曲酒曲):昆明宇丰生物科技有限公司;纯种根霉曲Q303(5 500~6 200 U/g):贵州立高轻工科技发展有限公司;湖南臭曲:市售。
1.2 设备与仪器
WYT型手持糖度计:成都光学仪器厂;Acculab电子分析天平:北京赛多利斯有限公司;GZX-GF101-3-BS-II电热鼓风恒温干燥箱:上海实验仪器总厂;DH6000Ⅱ电热恒温培养箱:天津泰斯特仪器设备有限公司;DHG-9141A电热恒温干燥箱:上海精宏实验设备有限公司;GR60DA高压灭菌器:致微厦门仪器有限公司。
1.3 方法
1.3.1 清香型白酒酿制工艺流程
(1)固态发酵

(2)液态发酵
苋粒除杂→苋粒膨化→筛除碎皮和杂物→加水浸泡→糖化水解→灭菌→冷却→接种酒曲→发酵→蒸馏→成品
1.3.2 酿制工艺要点
(1)液态发酵:
选料:选取色泽亮丽,无病虫害的尾穗苋粒,去除碎石和尘土;
膨化:将去杂的尾穗苋苋粒,在180~200℃条件下干炒,当尾穗苋粒膨胀泛白并产生一种类似爆米花的香味即可;
过筛:将炒好的尾穗苋粒用16~20目竹筛除去碎皮和杂物;
糖化:向过筛后的尾穗苋粒中添加3倍的纯净水搅拌均匀,再加入0.20%~0.40%活力为50 000 U/g的糖化酶,搅拌均匀后置于罐子中在56~60℃条件下糖化酶解2 h;
灭菌:将糖化好的尾穗苋粒放入灭菌锅中121℃杀菌20 min;摊凉:将糖化后的尾穗苋粒置于凉堂内摊凉至室温[11];发酵:加入0.60%酒曲后置于发酵缸并进行密封发酵10 d,发酵温度为30℃;
蒸馏:将发酵好的酒醪取出均匀撒在蒸馏甑中,调整温度90~120℃,掐头摘尾,收集中间馏液[12-13];蒸馏后白酒经勾兑其酒精度为55%vol的白酒。
(2)固态发酵:
蒸煮:尾穗苋粒放入蒸锅中蒸煮2 h,在蒸煮的同时也能使苋粒杀菌,高温能使尾穗苋粒中的淀粉变性,酵母菌能充分地利用糖类物质生长繁殖和发酵产生酒精,提高白酒出酒率;
摊凉:将糖化后的尾穗苋粒置于凉堂内摊凉至室温;
发酵:加入0.60%酒曲后置于发酵缸并进行密封发酵10 d,发酵温度为30℃;
蒸馏:将发酵好的酒醪取出均匀撒在蒸馏甑中,调整温度90~120℃,掐头摘尾,收集中间馏液[12-13];蒸馏后白酒经勾兑其酒精度为55%vol的白酒。
1.3.3 分析检测
(1)感官指标
根据国标GB/T 10781.2—2006《清香型白酒》中的方法评价。
(2)理化指标
酒精度、总酸、总酯和甲醇含量的测定分别采用国标GB/T 10781.2—2006《清香型白酒》中的分析方法的酒精计法、中和滴定法、中和滴定(指示)法、品红亚硫酸比色法进行测定[14]。
1.3.4 酿造工艺优化单因素试验
酒曲分别选择湖南臭曲、贵州轻工所Q303、宇丰牌生熟两用酒曲,加入酒曲量为0.60%;酿制方式:液态发酵和固态发酵;糖化温度分别为54℃、56℃、58℃、60℃;糖化酶用量分别为0.10%、0.20%、0.30%、0.40%;糖化时间分别为1.0 h、1.5 h、2.0 h、2.5 h;采用单一变量的试验原理,蒸馏结束后对各瓶清香型白酒进行出酒率测量[14]。出酒率及淀粉转化率计算公式如下:
1.3.5 糖化工艺优化正交试验
苋粒发酵小曲清香型白酒选择液态白酒发酵法,采用宇丰牌生熟两用酒曲,在单因素试验的基础上,选取糖化温度(A)、糖化酶用量(B)、糖化时间(C)作为影响因素,以出酒率和淀粉转化率为评价指标,选择L9(33)正交试验优化糖化工艺,正交试验因素与水平见表1。

表1 清香型白酒糖化工艺正交试验因素与水平Table 1 Factors and levels of orthogonal experiments for saccharification process optimization of Fen-flavorBaijiu
2 结果与分析
2.1 单因素试验
2.1.1 酒曲的种类对清香型白酒发酵的影响
以出酒率和淀粉转化率为评价指标,选择固态发酵方式,酒曲用量0.60%,发酵温度30℃,发酵时间10 d,探究不同品牌的酒曲对清香型白酒发酵的影响,结果见图1。
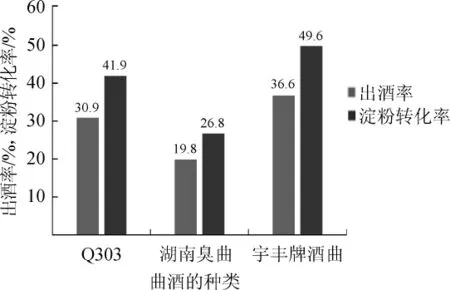
图1 酒曲种类对清香型白酒发酵的影响Fig.1 Effects of distiller's yeast species on fermentation of Fen-flavorBaijiu
蒸煮后的苋粒黏度增加,苋粒之间相互黏在一起,不利于酵母生长和酒精发酵。由图1可知,在同等条件下,宇丰牌酒曲中酵母发酵较平稳且彻底,淀粉利用率最高为49.6%,出酒率也是最高为36.6%。因此,选择宇丰牌酒曲作为发酵酒曲进行后续研究。
2.1.2 酿制方式对清香型白酒发酵的影响
采用宇丰牌酒曲,以出酒率和淀粉转化率为评价指标,酒曲用量0.60%,发酵时间10 d,发酵温度30℃,探究不同酿酒方式(固态发酵及液态发酵)对清香型白酒发酵的影响,结果见图2。
由图2可知,固态发酵时苋粒没有经过膨化工艺导致蒸煮后的苋粒黏度增加,苋粒之间相互黏在一起,不利于酵母菌生长和发酵,出酒率及淀粉转化率分别为35.1%、47.6%。液态发酵时苋粒经过膨化处理,蒸煮后苋粒之间不会黏连在一起,同时发酵时有黄水产生也会使苋粒相互分开不会黏在一起,有利于酵母生长繁殖和发酵,出酒率及淀粉转化率分别为40.0%、54.2%。因此,选择液态发酵为苋粒发酵清香型白酒的最佳酿制方式。
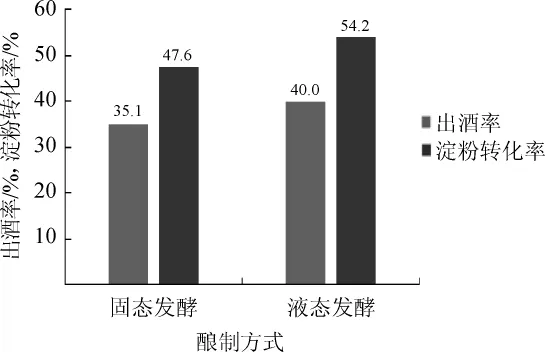
图2 酿制方式对清香型白酒发酵的影响Fig.2 Effects of brewing methods on fermentation of Fen-flavorBaijiu
2.1.3 糖化温度对清香型白酒发酵的影响
以出酒率和淀粉转化率为评价指标,在液态发酵条件下,糖化时间2 h,糖化酶用量0.10%,加水量3倍,酒曲用量0.60%,发酵时间10 d,探究不同糖化温度对清香型白酒发酵的影响,结果见图3。
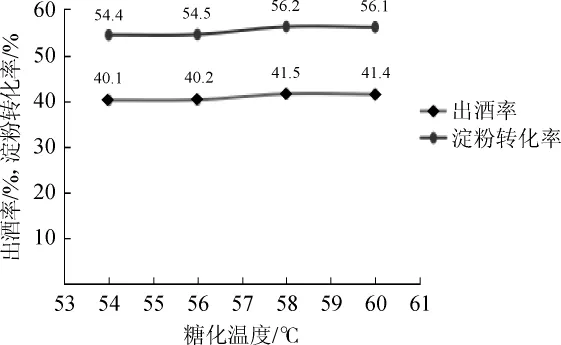
图3 糖化温度对清香型白酒发酵的影响Fig.3 Effects of saccharification temperature on fermentation of Fen-flavorBaijiu
由图3可知,随着糖化温度在56~60℃范围升高,蒸馏出的清香型白酒出酒率及淀粉转化率先增加后降低。当糖化温度为54℃时,糖化酶活性下降,不利于水解淀粉,影响酵母生长繁殖,出酒率为40.1%,淀粉转化率为54.4%;当糖化温度为58℃时,出酒率最高为41.5%,淀粉转化率最高为56.2%;当糖化温度高于58℃之后,糖化酶活性下降,不利于水解淀粉,影响酵母生长繁殖。因此,选择58℃作为最佳的糖化温度。
2.1.4 糖化酶用量对清香型白酒发酵的影响
以出酒率和淀粉转化率为评价指标,在液态发酵条件下,糖化时间2.0 h,糖化温度58℃,加水量3倍,酒曲用量0.60%,发酵时间10 d,探究不同糖化酶用量对清香型白酒发酵的影响,结果见图4。
由图4可知,随着糖化酶用量在0.20%~0.30%范围增加,水解淀粉的速率加快,单糖物质越多,酵母也越容易生长和繁殖;当糖化酶用量为0.30%时,出酒率及淀粉转化率分别为42.3%、57.3%;当糖化酶用量>0.30%之后,清香型白酒的出酒率增长率减小(清香型白酒的出酒率变化量由1.10%降低为0.30%)。综合生产成本考虑,最终选择糖化酶用量为0.30%。
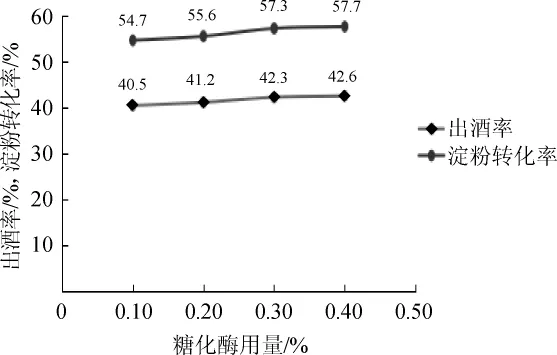
图4 糖化酶用量对清香型白酒发酵的影响Fig.4 Effects of glucoamylase addition on fermentation of Fen-flavorBaijiu
2.1.5 糖化时间对清香型白酒发酵的影响
以出酒率和淀粉转化率为评价指标,在液态发酵条件下,糖化温度58℃,加水量3倍,酒曲用量0.60%,糖化酶用量0.30%,发酵时间10 d,探究不同糖化时间对清香型白酒发酵的影响,结果见图5。
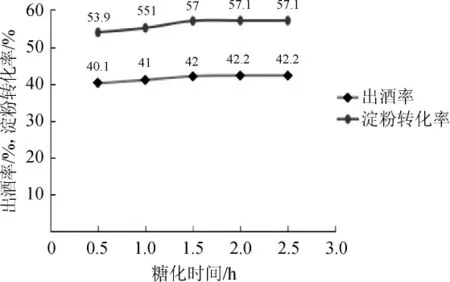
图5 糖化时间对清香型白酒发酵的影响Fig.5 Effects of saccharification time on fermentation of Fen-flavorBaijiu
由图5可知,糖化时间在0.5~1.5 h范围内,随着糖化时间延长,单糖物质越多,酵母也越容易生长和繁殖,出酒率及淀粉转化率先增高后稳定;最高达到42.2%;当糖化时间为2.0h时,出酒率及淀粉转化率最高,分别为42.2%、57.1%;当糖化时间>2.0 h后,出酒率及淀粉转化率趋于稳定。因此,最适糖化时间为2.0 h。
2.2 尾穗苋粒发酵清香型白酒糖化工艺优化正交试验
在各单因素试验的基础上,确定糖化温度(A)、糖化酶用量(B)及糖化时间(C)为影响因素,以出酒率作为评价指标,设计L9(33)正交试验,结果和分析见表2,方差分析见表3。
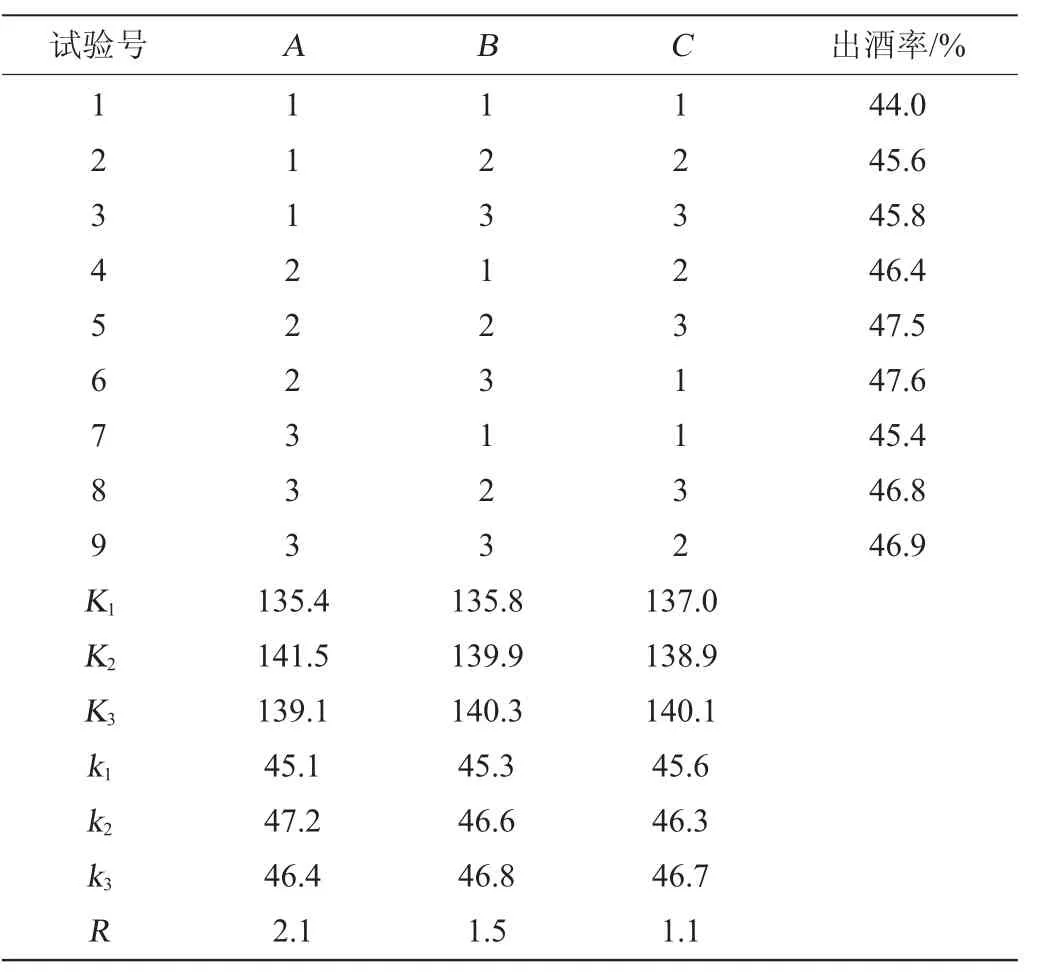
表2 清香型白酒糖化工艺优化正交试验与结果与分析Table 2 Results and analysis of orthogonal experiments for saccharification process optimization of Fen-flavorBaijiu
由表2可知,影响苋粒发酵小曲清香型白酒的糖化工艺的因素顺序为A>B>C,即糖化温度>糖化酶用量>糖化时间。从k值大小可知,最佳工艺条件组合为A2B3C3,即糖化温度58℃,糖化酶用量0.40%,糖化时间2.5h。在此优化条件下进行3次平行试验,清香型白酒的出酒率为47.6%,淀粉转化率为65.9%。

表3 正交试验结果方差分析Table 3 Variance analysis of orthogonal experiments results
由表3可知,糖化温度、糖化酶用量及糖化时间均对尾穗苋粒发酵清香型白酒结果影响显著(P<0.05)。
2.3 质量指标
2.3.1 感官指标
色泽:清澈透亮,无悬浮物,无沉淀;
香气:清香雅郁,具有典型的以乙酸乙酯为主体的清雅协调的复合香气;
口味:绵甜醇和,香味协调,回味悠长,具有清香型白酒风格[15]。
2.3.2 理化指标
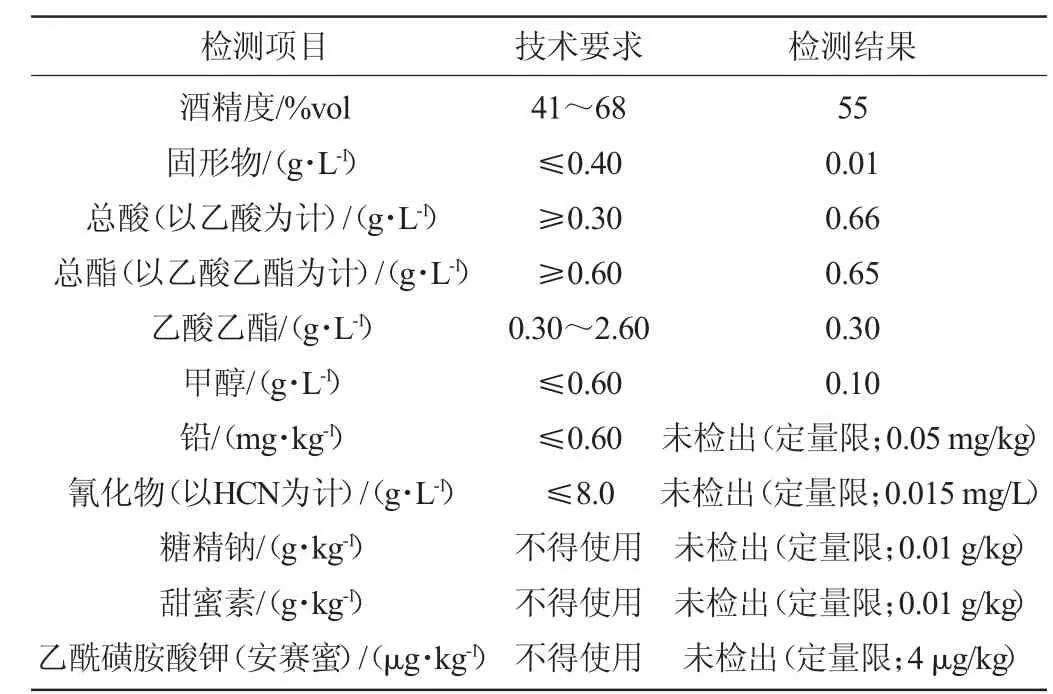
表4 产品理化指标Table 4 Physical and chemical indicators of the product
由表4可知,产品的理化指标均符合国标GB/T10781.2—2006《清香型白酒》中的各项指标要求。
3 结论
采用传统的固态白酒发酵法制备清香型白酒,但蒸煮后发现尾穗苋粒的粘度增加不利于后期酵母发酵酒精,出酒率低。本研究采用液态白酒发酵法,通过膨化尾穗苋粒,糖化水解膨化后的尾穗苋粒,降低蒸煮后籽粒相互之间的黏度,使酵母菌能充分地利用尾穗苋粒高淀粉含量特性发酵制备清香型白酒从而提高清香型白酒出酒率。通过单因素及正交试验,确定了清香型白酒糖化工艺参数为0.40%糖化酶,58℃条件下糖化2.5 h。180~200℃膨化苋粒、加入3倍体积的水糖化后,接种0.60%小曲酒曲30℃发酵10 d,在此酿造工艺条件下,蒸馏出的清香型白酒出酒率为47.6%,淀粉转化率为65.9%,总酯含量(以乙酸乙酯为计)≥0.60g/L,总酸(以乙酸为计)≥0.30g/L,甲醇≤0.60g/L,符合GB/T 10781.2—2006《清香型白酒》中的各项指标要求,具有清香型白酒的风格特征,清亮透明,清香纯正,酒体柔和协调,口感绵柔,余味爽净。
猜你喜欢
机械工业标准化与质量(2022年6期)2022-08-12
当代化工(2020年8期)2020-09-09
中国酿造(2020年3期)2020-05-12
中国酿造(2019年4期)2019-05-09
中国酿造(2019年3期)2019-04-09
酿酒科技(2019年3期)2019-03-30
酿酒科技(2018年5期)2018-05-30
中国调味品(2017年2期)2017-03-20
中学化学(2015年2期)2015-06-05
理科考试研究·高中(2014年8期)2014-10-17
