
DH36船用钢板-20℃下CTOD工艺开发及应用
2018-05-30 01:49:46汪彬袁建松张剑利贺龙威范沥元蔡新荣
金属加工(热加工) 2018年5期
■ 汪彬,袁建松,张剑利,贺龙威,范沥元,蔡新荣

扫码了解更多
海洋工程组块和导管架是一种典型的大型焊接结构,由于其工作环境严酷、结构形式复杂、应力集中程度高,加之焊接缺陷及接头组织性能不均匀性的影响,在外载荷的作用下很容易产生脆性破坏。尤其是当板厚增加时,焊接接头的残余应力对结构的影响更加明显。因此一般的标准与项目规格书中均对厚板要求进行焊后热处理,以降低焊接残余应力。
近年来,随着研究的不断深入,越来越多的标准与规格书规定,当在焊态下焊接接头的CTOD性能合格时,可以免去焊后热处理工序。基于此,免除热处理的CTOD焊接工艺在越来越多的工程项目中得到应用,采用CTOD工艺对降低建造成本与工期有非常大的意义。但是,对于渤海的某些平台来说,设计温度达到了-15℃甚至更低,这就对CTOD工艺提出了更高的要求。
1. 概述
渤海某钻井平台项目中对板厚超过50mm的焊接接头要求进行焊后热处理,但同时规定如果焊接接头的CTOD测试能够满足要求,则可以免除焊后热处理。项目主材料为GB 712 DH36,设计温度-18.5℃。
温度是影响材料韧性的最重要的因素,材料在低温下很容易发生脆断。国内外对CTOD焊接工艺均有研究,但对于低温CTOD,尤其是对DH36钢板在-20℃以下的CTOD性能的研究尚不多见,而CTOD性能随着温度的降低越来越低,越来越难达到合格值。DH36的材料能保证韧性的冲击温度只有-20℃,因此在更低的温度下要保证CTOD性能,对工艺提出了更高的要求。
2. 试验
焊接工艺是保证接头性能的重要因素,一般材料在经过焊接的热循环之后性能都会有所下降。要保证整个焊接接头的性能都能满足要求,焊接工艺必需从各方面都严格控制。
本文在国内外的研究基础上,结合项目的特点,对项目中大量使用的80mm的钢板进行了CTOD焊接工艺开发。选用的母材分别来自湖南湘潭钢厂,母材材质为DH36钢板。焊材采用日本神钢的DW—A55L药芯焊丝,采用FCAW—G药芯焊丝气体保护焊工艺,坡口设计为K形双面焊接坡口,背面需要清根处理。焊接完成后,进行无损检测,然后进行常规力学性能测试以及CTOD测试,为保有部分设计余量,CTOD测试的温度为-20℃。
(1)母材及坡口准备 本试验选用的母材来自工程项目,厚度80mm,牌号为GB712 DH36,供货状态为正火。材料的化学成分及力学性能如表1和表2所示。
试板长度为1000mm,宽度500mm。坡口采用K形双面坡口,角度为45°(见图1)。焊接试验分别在2G和3G位置进行,以验证最大热输入和最小热输入对接头CTOD性能的影响。
(2)焊材 焊材采用高强匹配,选用日本神钢生产的药芯焊丝,为低氢材料,焊丝直径1.2mm,焊丝的力学性能如表3所示。
(3)设备与工艺 试验采用FCAW—G 药芯焊丝气体保护焊工艺,保护气体为Ar+CO2混合气。焊接设备为唐山松下生产的型号为YD—500ER的数字IGBT控制MIG/MAG弧焊电源。输出电流为60~500A,输出电压为17~41V。
CTOD试验对焊缝以及热影响区性能要求严格,除材料本身因素外,焊接电流、电弧电压、热输入、最大层间温度和最小预热温度对性能均有影响。通过对母材与焊材的性能分析,结合焊接冶金学的基本原理,及以往焊接工艺的研究经验,选取合适的焊接热输入、优化焊接参数,严格控制预热温度与层间温度,使焊接接头的性能达到最优。具体焊接参数如表4所示。
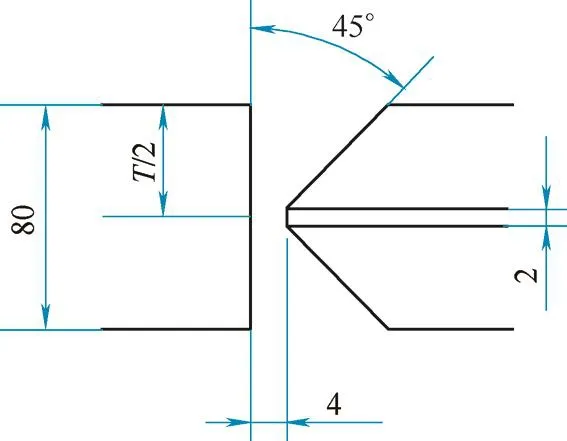
图1 坡口示意
(4)焊接要点 焊接接头要接受严格的CTOD测试,测试温度在-20℃,条件十分严苛,为保证焊缝接头的性能质量,在焊接过程中除了严格遵守工艺要求以外,还需要注意以下细节要点:①焊接速度较快,每层焊道较薄,凝固速度快,容易产生气孔和夹渣缺陷,在施工中应当加以注意。②控制好焊枪角度,控制焊丝干伸长为15~20mm,采用短弧摆动,最大摆动宽度不超过15mm。③每层焊道的厚度不易超过4mm,每层焊道采用钢丝刷或砂轮机清理干净,对有飞溅、卷边及表面熔合不好的焊道及时用砂轮机打磨消除,以防止影响下一层焊接,引起夹渣缺陷。④当一面焊缝填充6道之后采用碳弧气刨清根,焊接另一面。气刨过程中应避免造成气刨沟槽深浅不平,选用较小一点的电流进行气刨操作,避免刨槽偏离焊缝中心。气刨坡口要适当增大。气刨完成后用砂轮机打磨光亮。⑤两面尽量对称焊接,防止一面填充过多,产生拉应力过大影响焊接质量。⑥焊接盖面时焊接电流电压不易过大,以防止发生咬边。⑦母材预热温度要求至少110℃,最大层间温度200℃。
3. 试验结果与讨论
焊接完成后,对试板进行外观、MT、UT检测,均符合标准要求。然后按照AWS D1.1进行减截面拉伸、侧向弯曲、横向冲击、宏观、硬度等性能测试,按照BS7448 对焊缝和热影响区进行CTOD测试,各项指标测试合格。
(1)常规力学性能试验 按照标准的要求,常规的力学性能试验包括拉伸、弯曲、冲击、宏观硬度。拉伸试验在1000kN微机控制电液伺服万能试验机上进行,加载速率10mm/min。最终断裂在母材位置,强度520MPa,结果合格。
侧弯试验在300kN微机控制电子万能试验机上完成,弯曲完成后的试样如图2所示,无可见的裂纹,结果合格。
图3是宏观形貌,熔合良好,无缺陷,硬度值如表5所示,最大硬度282HV10,符合标准要求。

表3 填充焊丝力学性能

表4 焊接参数
冲击试验结果如表6所示,可以看出在热影响区位置冲击值有所降低,但也都能满足标准规定的最小单值27J,最小平均值36J的要求。
(2)CTOD试验 CTOD试验步骤主要分为机加工试件、开设疲劳裂纹、加载压断,测量计算,有效性判断等5步。首先按照要求从焊完的试板上一共取6件500mm×80mm×80mm的矩形试件,其中3件在热影响区预制疲劳裂纹,另外3件在焊缝的位置预制疲劳裂纹,然后对试件降温,保证温差不超过±2℃。在-20℃的环境下,在万能试验机上将试件进行压断,加载速率在0.5~1mm/min之间,失稳断裂后在显微镜下测量试件的裂纹长度,然后按照标准进行CTOD值的计算以及有效性判定。具体结果如表7所示。 CTOD试件的断口形貌如图4所示。
试验结果表明,试样均为有效试样,在-20℃的试验温度下,CTOD值均>0.15mm,符合标准的要求。工艺评定合格,证明了焊接接头在-20℃的服役环境下具备良好的断裂韧性,可以免除焊后热处理。

表5 焊缝接头硬度值 (HV10)

表6 冲击试验结果
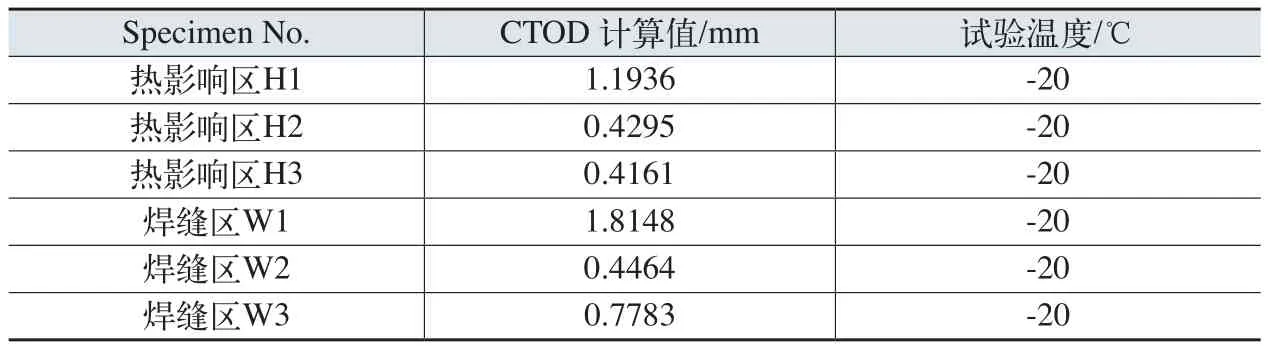
表7 热影响区和焊缝CTOD值

图2 弯曲试验完成后的试样
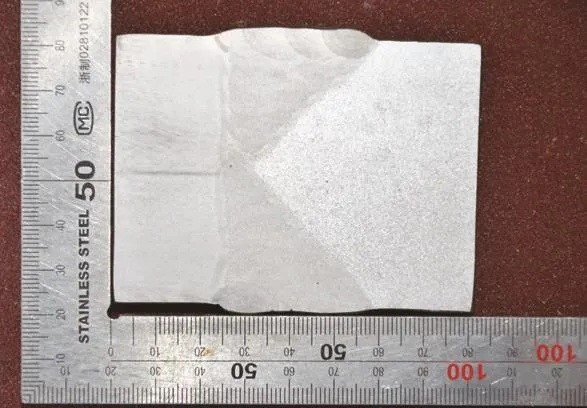
图3 宏观形貌

图4 CTOD试件的断口形貌
4. 结语
GB712 DH36的材料,采用药芯气体保护焊工艺,选择合适的工艺参数,其焊接接头可以通过-20℃ 下CTOD试验的测试。
CTOD工艺试验结果表明,CTOD工艺具备更强的适应性,该温度条件下CTOD工艺的成功开发,不仅减少了工程项目中的施工工序,降低了施工人员工作强度,同时节省了大量的费用,缩短了工期,在海洋工程钢结构焊接中必将得到越来越广泛的应用。
猜你喜欢
中国金属通报(2022年1期)2022-06-02 02:09:56
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
大型铸锻件(2015年4期)2016-01-12 06:35:27
山东冶金(2015年5期)2015-12-10 03:27:40
应用科技(2015年5期)2015-12-09 07:10:09
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
