
耐热钢与双相不锈钢异种材料焊接工艺
2018-05-30 01:49:49周芳敏赵瑞辉
金属加工(热加工) 2018年5期
■ 周芳敏,赵瑞辉

扫码了解更多
我公司制造的一台预加氢进料换热器产品,结构如图1所示,壳程主体为14Cr1MoR材料,规格为φ1700mm×34mm,设计温度300℃,设计压力5.6MPa,介质为混合石脑油、循环氢等。管程主体为S22053材料,规格为φ1200mm×30mm,设计温度350℃,设计压力4.6MPa,介质为预加氢产物。
管壳程通过壳程封头与管程管板相焊成为一体(见图1中焊接接头编号D1、D2),封头材料为14Cr1MoR,管板材料为S22053Ⅲ,两种材料属于不同类别,分别为Fe—4和Fe—10H,为耐热钢和双相不锈钢异种材料焊接。为保证焊接接头性能,根据技术协议及标准规范要求,分析两种材料各自焊接性能及相互之间的差异,制定焊接工艺评定方案进行各项试验,验证焊接工艺的正确性。
1. 焊接性分析
14Cr1MoR属于低合金珠光体耐热钢、Fe—4类别,焊接性较差,具有冷裂纹、再热裂纹、回火脆性等倾向,焊接时需采用焊前预热,焊后缓冷及消氢处理的措施。要严格控制母材及焊缝金属的P、Sn、As、Sb元素含量,选择低氢焊接材料,采用低热输入焊接方法和工艺,缩小焊接接头过热区宽度,限制晶粒长大。焊接后需进行消除应力热处理,选择合理的热处理工艺参数,缩短在敏感温度区间的保温时间。
S22053属于铁素体-奥氏体双相不锈钢,Fe—10H类别,焊接性良好,焊前不需预热,焊后不做热处理。由于铁素体含量较高,在300~500℃内存在时间较长时,将发生475℃脆性和由α→σ相变引起的脆化,焊接时应注意层间温度的控制,当拘束度较大及焊缝金属含氢量较高时,还存在焊接氢致裂纹的危险,应当选择低氢的焊接方法和焊接材料。
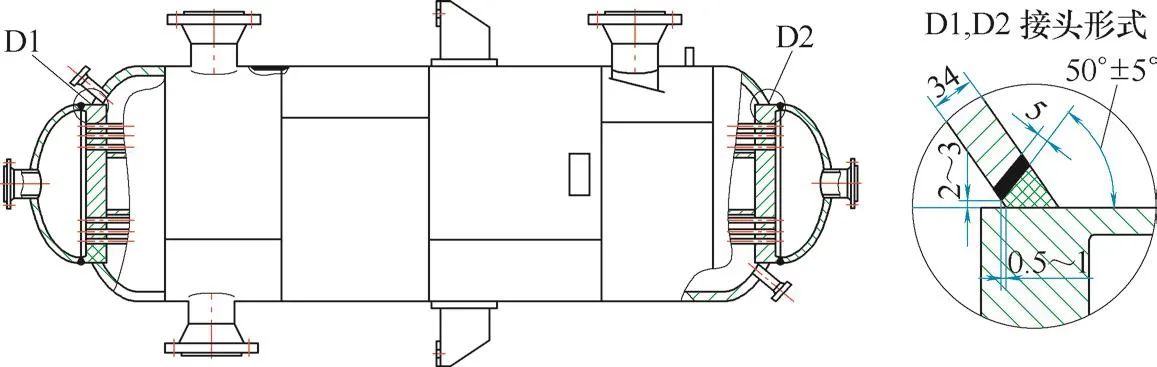
图1 预加氢进料换热器结构
两种材料焊接工艺差异如表1所示。另外两种材料在热导率和线膨胀系数等物理特性方面也存在较大差异,焊接时会产生较大残余应力。若直接采用异种钢焊接材料进行焊接,无法保证材料各自所要求的焊接工艺。为此,应采用异种钢焊接材料在14Cr1MoR侧进行堆焊,焊后进行堆焊层的消除应力热处理,然后再采用与S22053相同性能的焊接材料进行焊接。
2. 工艺评定试验方案
受材料所限,以公司现有材料15CrMoR代替14Cr1MoR进行焊接工艺评定试验,两种材料为同一类组别Fe—4—1,按照NB/T47014标准分别进行15CrMoR堆焊工艺评定试验和15CrMoR与S22053异种材料对接工艺评定试验,板厚及坡口形式如图2所示,工艺评定试验采用的焊接参数如表2、表3所示。
15CrMoR堆焊采用焊条电弧焊方法,焊条选用ENiCrFe—3,焊后立即进行670℃±10℃,4h的消除应力热处理,基层堆焊前预热120~150℃,堆焊层道间温度控制在≤150℃。
15CrMoR与S22053异种材料对接,首先在15CrMoR坡口侧采用焊条电弧焊进行堆焊,焊条选用ENiCrFe—3,焊后立即进行670℃±10℃、4h的消除应力热处理,然后再采用氩弧焊打底,焊条电弧焊填充盖面焊完其余层。氩弧焊焊丝选用ERNiCr—3,焊条选用ENiCrFe—3,坡口侧堆焊前预热120~150℃,堆焊道间温度控制在≤150℃,对接焊道间温度控制在≤150℃。
3. 试验结果与分析
试件按以上拟定的焊接工艺评定试验方案进行焊接、取样、试验,堆焊试验结果如表4、表5所示,对接焊试验结果如表6~表8所示。
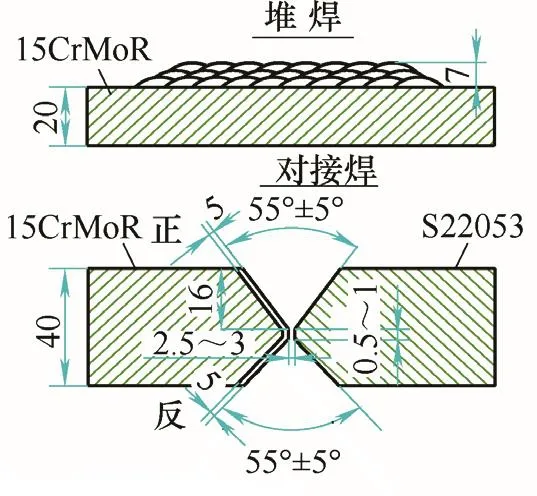
图2 坡口形式

表1 14Cr1MoR和S32205材料焊接工艺差异

表2 堆焊工艺参数
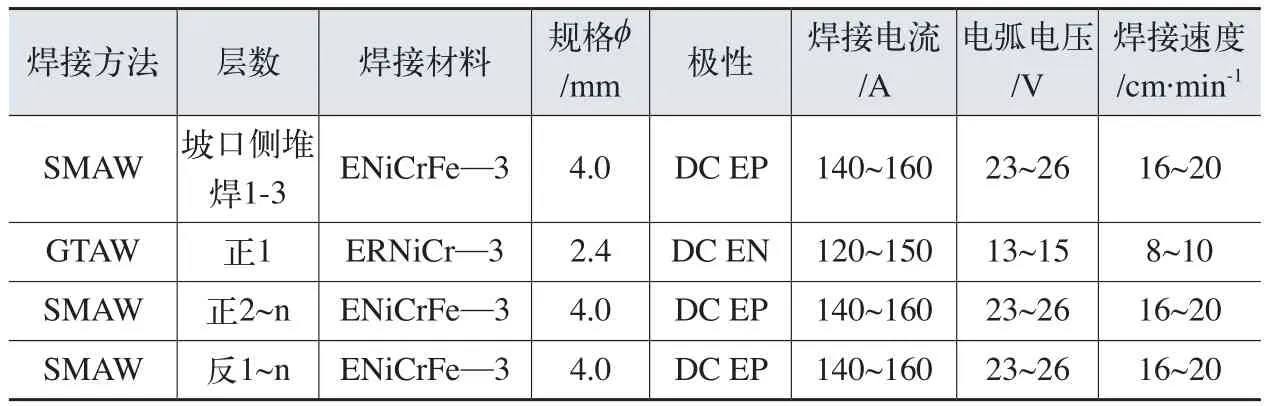
表3 对接焊参数

表4 堆焊弯曲试验结果

表5 堆焊化学分析试验结果
从试验结果可见,堆焊弯曲试样无缺陷,熔敷金属化学成分符合堆焊焊条标准要求,表明堆焊焊接工艺可以保证其坡口侧堆焊的力学性能和化学成分要求。对接焊试验抗拉强度高于母材标准规定最小抗拉强度值450 MPa,弯曲试验试样受拉表面无缺陷,横向冲击试验试样15CrMoR侧热影响区冲击吸收能量值大于标准规定的最小值31J(10mm×10mm×55mm标准试样)和15.5J(5mm×10mm×55mm小尺寸试样),表明对接焊焊接工艺可以保证该异种材料焊接接头的力学性能和冲击韧性满足标准规范要求。
4. 产品焊接工艺应用
依据工艺评定试验,预加氢进料换热器产品编号D1、D2接头14Cr1MoR坡口侧采用焊条ENiCrFe—3进行堆焊。堆焊前坡口侧进行100%MT检测,确认无缺陷,然后预热至120~150℃进行第一层堆焊,堆焊第二、三层道间温度控制在150℃以内,焊后立即进行300~350℃、2h的后热消氢处理,待壳程全部制作完成后,进行(670±10)℃、1.6h的整体消应力热处理。热处理后对坡口堆焊部分进行机加工修磨,保证堆焊层厚度不低于5mm,并进行100%PT检测,确认无缺陷,合格后与管程管板S22053Ⅲ材料进行组对焊接。对接焊采用氩弧焊打底,背面通氩气保护,焊条电弧焊填充盖面,氩弧焊焊丝选用ERNiCr—3,焊条选用ENiCrFe—3,道间温度控制在150℃以内,焊后焊缝表面进行100%PT检测,确认无缺陷。

表6 对接焊拉伸试验结果

表7 对接焊弯曲试验结果

表8 对接焊冲击试验结果
5. 结语
预加氢进料换热器管壳程采用焊接方式连接,连接部位为耐热钢和双相不锈钢异种材料。两种材料焊接性差异较大,采用焊条ENiCrFe—3在耐热钢坡口侧进行堆焊,并经焊后消应力热处理,再与双相不锈钢采用氩弧焊打底,焊条电弧焊填充盖面方式组对焊接。氩弧焊焊丝选用ERNiCr—3,焊条选用ENiCrFe—3,焊接过程控制预热及道间温度,经焊接工艺评定试验验证,该焊接工艺可以保证产品焊接接头力学性能及冲击韧性满足标准规范要求。
[1] 中国机械工程学会焊接学会编.焊接手册 材料的焊接(第三版)[M]. 北京:机械工业出版社,2008.
猜你喜欢
装备制造技术(2020年9期)2021-01-26 00:14:42
山东冶金(2019年3期)2019-07-10 00:54:06
电子制作(2017年19期)2017-02-02 07:08:44
动画大王(漫画行)(2016年7期)2016-07-30 01:27:07
动画大王(漫画行)(2016年5期)2016-07-29 11:51:01
动画大王(漫画行)(2016年4期)2016-07-29 11:16:12
动画大王(漫画行)(2016年1期)2016-07-29 04:30:45
新世纪水泥导报(2016年1期)2016-07-01 04:00:41
焊接(2016年10期)2016-02-27 13:05:35
燕山大学学报(2014年3期)2014-03-11 15:28:31
