
P355NL1低合金钢焊补后力学性能研究
2018-04-17 13:05:06董洪达倪宝成
电焊机 2018年3期
孙 佳,董洪达,倪宝成
(中车南京浦镇车辆有限公司,江苏 南京 210031)
0 前言
构架焊接后,因焊缝缺陷存在引起的裂纹源在应力集中的情况下,容易出现裂纹缺陷而导致结构破坏[1-3]。直接报废有焊接缺陷的构架会增加成本,因此焊接缺陷修补工作显得尤为重要。本研究采取合理的焊补工艺,通过分析焊补件显微组织,测试其静载强度、显微硬度、冲击韧性和疲劳性能,获得可靠的实验数据,为工程实际应用提供参考[4-5]。
1 试验材料和方法
选用板厚12mm的P355NL1钢,其化学成分和力学性能分别如表1、表2所示。

表1 P355NL1钢的化学成分%
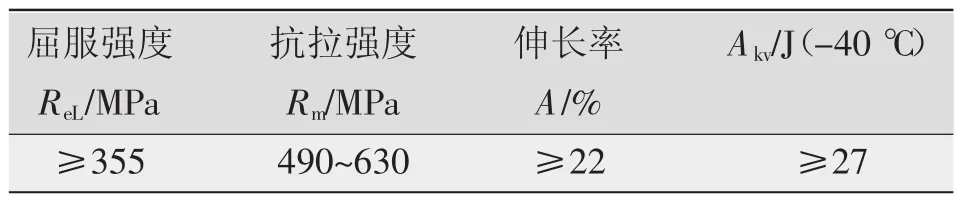
表2 P355NL1钢的力学性能
构架试验板采用MAG焊,焊丝为符合ISO 14341标准的G4Si1。焊接工艺如图1所示。
试板焊好后按GB2649规定取样,使用电子显微镜观察原始焊件和一次焊补件的焊缝区、热影响区和母材。依据GB/T2651对原始焊件和一次焊补件进行拉伸试验,依据GB/T2650对原始焊件和一次焊补件的母材、HAZ、焊缝进行冲击试验。使用维氏硬度计测定原始焊件和一次焊补件各层焊缝区、熔合线、粗晶区、细晶区和母材的硬度。依据GB/T13816对原始焊件和一次焊补件进行疲劳试验。
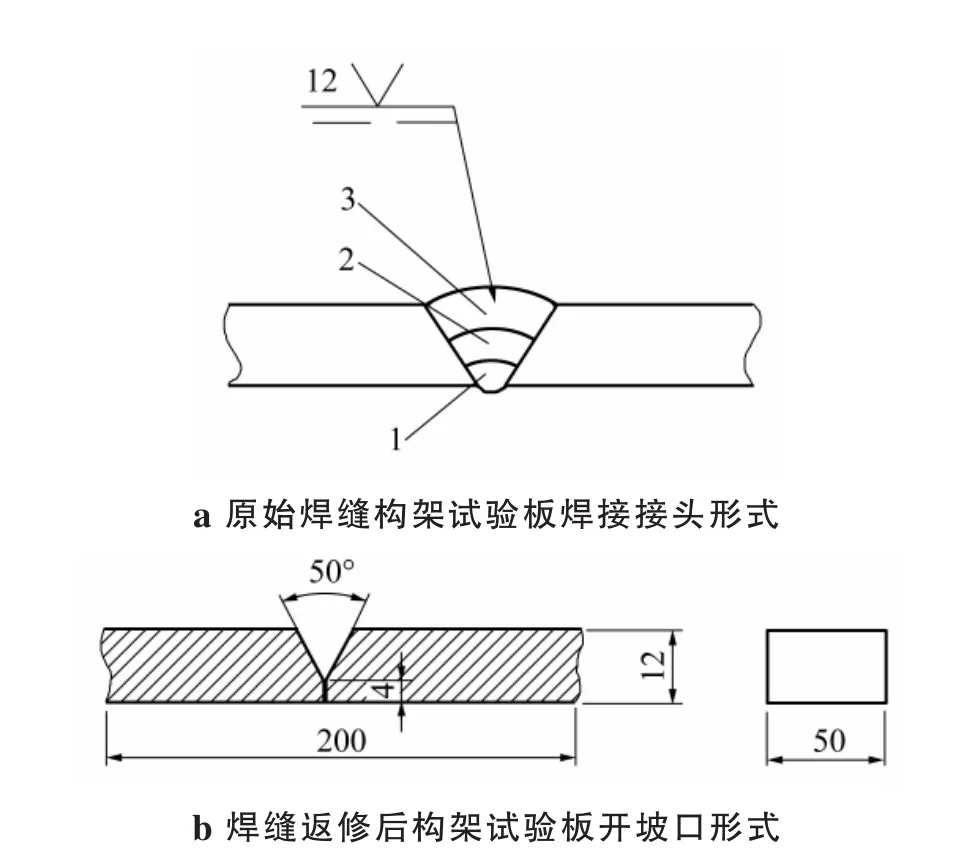
图1 构架试板焊接工艺
2 试验结果和讨论
2.1 显微组织观察
原始焊件金相试样显微组织如图2所示,一次焊补件金相试样显微组织如图3所示,其组织均为珠光体+铁素体。焊补前后,试样的母材组织无变化,从焊缝中心到母材,组织形态的变化情况为:柱状晶区→粗晶区→细晶区→带状组织。焊缝由上层到下层晶粒尺寸逐渐减小。焊补后存在重叠的热影响区,相对于原始焊接接头金相试样,在焊缝与热影响区的交界处多了一个粗晶区和一个细晶区,上层焊缝尤为明显。焊根处为焊补过程中始终保留的部分,相对原始焊件,一次焊补件焊根处晶粒明显细化。
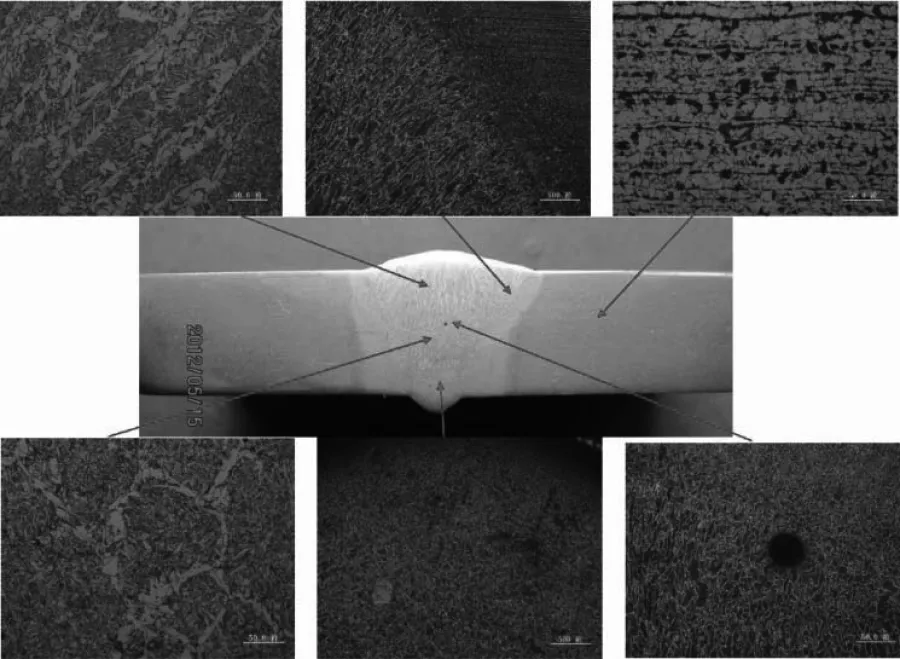
图2 原始焊件金相试样显微组织
2.2 显微硬度
原始焊件与一次焊补件显微硬度对比如图4所示。原始焊接接头各层焊缝区硬度与一次焊补件相应的区域硬度接近,硬度最高值出现在热影响区的粗晶区,且基本低于250 HV,一次焊补对焊件的硬度无明显影响。
2.3 拉伸试验
原始焊件拉伸试验数据见表3,一次焊补件拉伸试验数据见表4。原始焊件的平均屈服强度354.61 MPa,平均抗拉强度527.03 MPa;一次焊补件平均屈服强度348.23 MPa,平均抗拉强度为525.20 MPa。无论是原始焊件还是一次焊补件,均在母材处断裂,说明焊接修补后若能保证焊接接头的焊接质量,焊补对焊接接头的静载强度没有影响。
2.4 冲击韧性试验
原始焊件的冲击试验数据见表5。母材冲击功平均值113.37 J,高于焊缝冲击功平均值74.27 J,与热影响区冲击功平均值112.21 J相接近,所有冲击试件均未断裂。一次焊补件冲击试验数据见表6,母材冲击功平均值119.47 J,高于焊缝冲击功平均值92.20 J,与热影响区冲击功平均值109.31 J接近。与母材和热影响区相比,焊缝冲击功最低。焊缝的粗大柱状晶是造成冲击功较低的主要原因。一次焊补件的冲击韧性较原始焊件有所提高,这是因为焊补对上一次残余的焊接接头部分起到热处理作用,细化了晶粒,改善了组织分布,韧性得到提高。

图3 一次焊补件金相试样显微组织
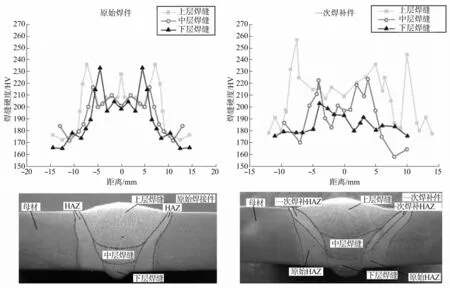
图4 原始焊件与一次焊补件显微硬度对比
2.5 疲劳强度试验
原始焊件和一次焊补件的疲劳试验数据如表7、表8所示。在循环周次1×107下,原始焊接接头疲劳强度为154 MPa,且所有试样全部断裂于焊根处。一次焊补接头高应力水平下的疲劳性能与原始焊接接头的疲劳性能相近,表现为在相同应力水平下试样断裂时的循环次数相近,而低应力水平下的疲劳性能优于原始焊接接头,循环周次1×107下的疲劳强度为170MPa。疲劳试验频率20Hz,应力比R=0。

表3 原始焊件拉伸试验数据
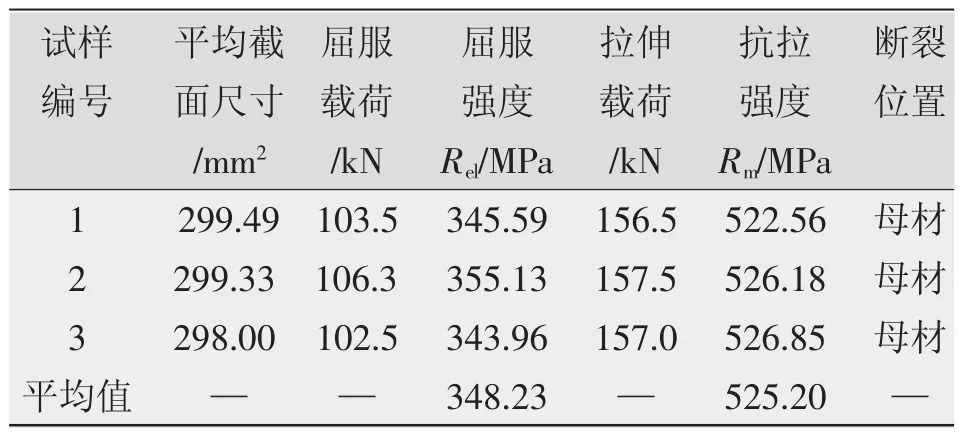
表4 一次焊补件拉伸试验数据
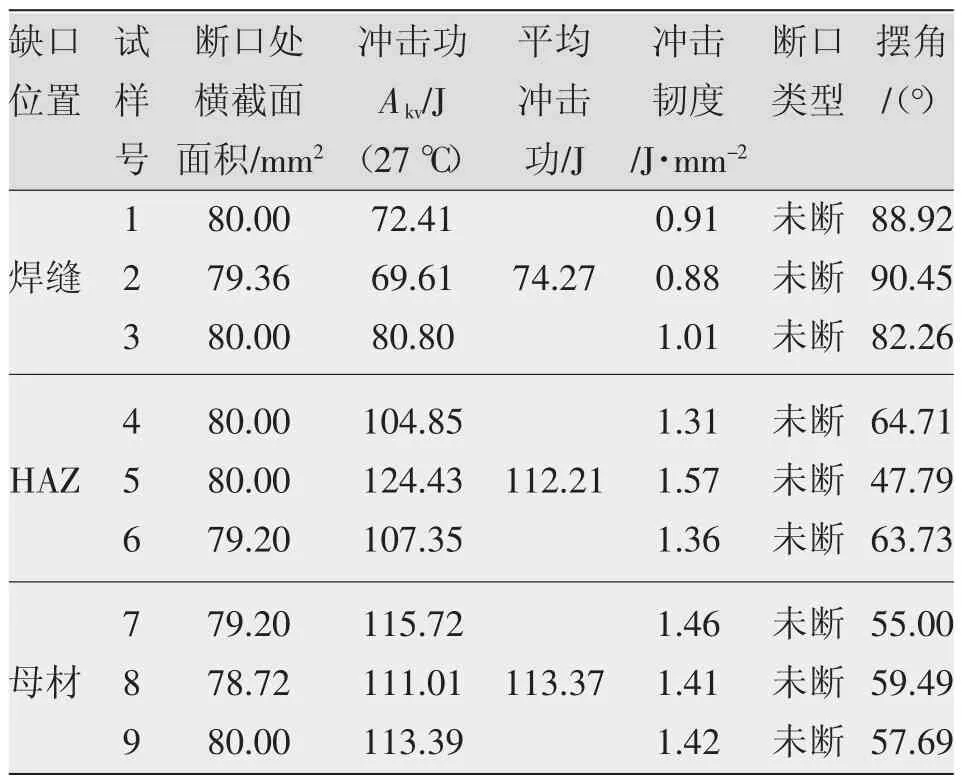
表5 原始焊件的冲击试验数据
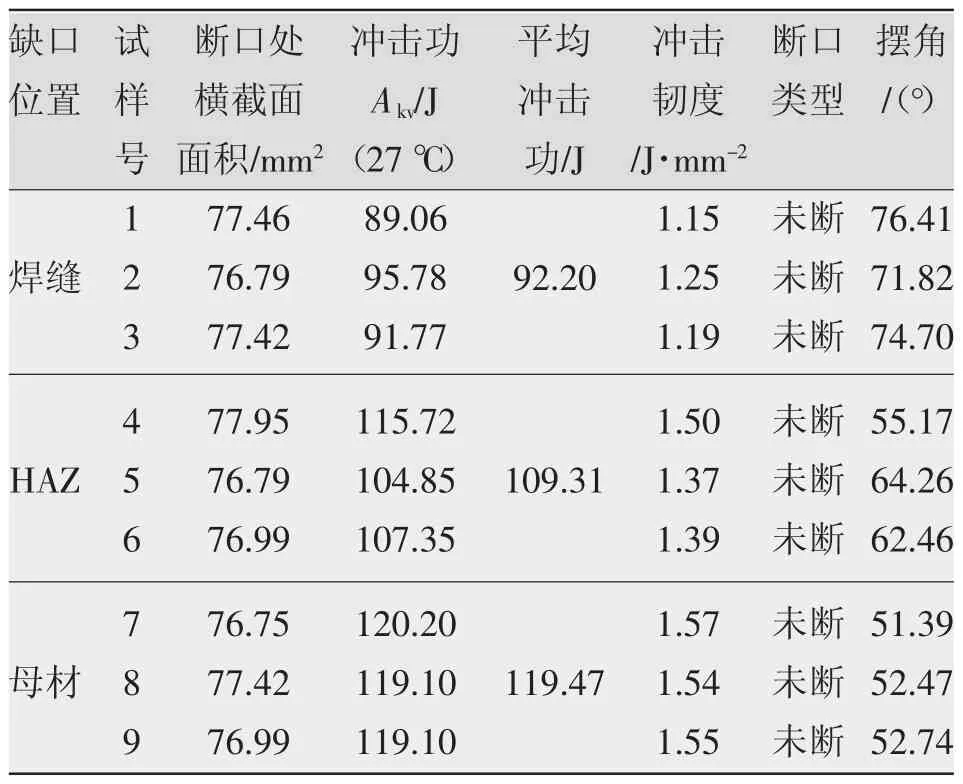
表6 一次焊补件冲击试验数据

表7 原始焊件的疲劳试验数据
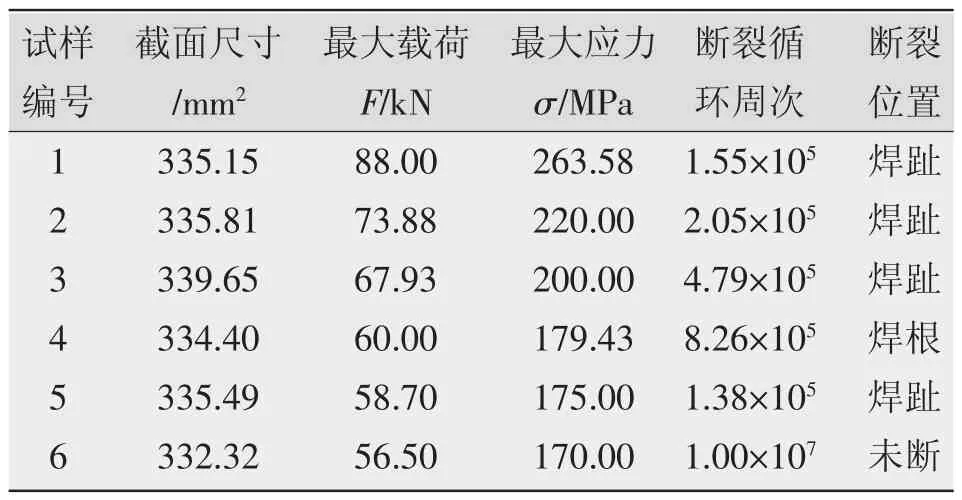
表8 一次焊补件的疲劳试验数据
3 结论
(1)对比分析原始焊件与一次焊补件焊接接头的显微组织,焊接修补对接头显微组织无有害影响,还可细化保留的下层焊缝晶粒,对焊接接头的强度和韧性有一定贡献。
(2)显微硬度测试结果表明,经一次焊补后,焊缝硬度无明显下降。
(3)由拉伸试验结果可知,焊接构件为高配接头,拉伸断裂均发生在母材。
(4)冲击试验和疲劳试验结果表明,一次焊补件的冲击韧性和疲劳强度较原始焊件略有提高。
参考文献:
[1]叶洪岩,邬平波.转向架焊接构架静强度分析及疲劳强度评估[J].铁道机车车辆工人:自然科学版,2011(2):23-28.
[2]赵建明,顾丽英.焊接转向架焊接接头疲劳性能的试验[J].机车车辆工艺,2003(6):15-17.
[3]王浩,李天赐,张乐乐.焊接技术在金属结构修复中的应用和发展状况[J].焊接,2017(1):18-26.
[4]赵柏森.热作模具钢特性及焊接修复应用现状[J].热加工工艺,2013,42(17):9-12.
[5]罗洪军,徐林,黄小欧.中碳调质钢大型零部件焊接修复[J].热喷涂技术,2004,10(3):22-25.
猜你喜欢
武汉工程职业技术学院学报(2022年1期)2022-04-13 06:31:30
焊接(2021年12期)2022-01-20 08:17:16
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05 01:34:12
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
山东冶金(2015年5期)2015-12-10 03:27:40
制造技术与机床(2015年3期)2015-01-27 15:45:24
中学数学杂志(高中版)(2014年2期)2014-05-26 13:42:42
电测与仪表(2014年6期)2014-04-04 11:59:46
