
弹条坯料中频感应加热闭环控制系统的改进
2018-03-22 02:13张磊宁晓红
金属加工(热加工) 2018年3期
■ 张磊,宁晓红
1. 概述
铁路扣件系统中的弹条是固定钢轨的核心零部件,其采用60Si2Mn弹簧钢棒料进行中频感应加热后热压成形,成形后必须进行淬火和回火处理,以使其具有良好的弹性和疲劳性能,产品对热处理后的组织和晶粒度要求严格。弹条产品通用工艺为:下料→中频感应透热→热压成形→热处理→表面防腐处理→检验、包装。弹条产品如图1所示,常见的应用形式如图2所示。

图 1
在生产中对弹条坯料加热过程中的温度控制是保证其力学性能和热处理质量的重要参数。现有的弹条生产中,不同直径规格的坯料通过中频感应加热系统将其加热至950~1050℃,中频感应加热设备通过现有的闭环控制系统只能确保其在某一功率下稳定运行,系统自身不能根据温度变化自动进行功率调整,对温度控制实际上处于开环状态。在缺料或者卡料状态下,因中频感应加热控制系统自身不能对该状态进行自动降低功率的调整控制,操作者如不能及时发现并对中频感应加热控制系统进行人工干预,中频将保持在原功率下运行,中频感应加热炉膛内的坯料会因加热时间延长造成超温过烧现象,严重时会烧融坯料,造成中频感应加热系统硬件损坏。为此,必须对现有的中频闭环控制系统进行改进,以满足以下要求:
(1)通过设定加热温度,系统自动进行功率调整,确保在最短的时间内工件自动达到成形所需的温度。
(2)当外界因素影响导致加热坯料温度有起伏波动或机械故障发生卡料、缺料时,系统应能及时降低加热功率,并提示操作者有充分的时间对中频感应加热送料系统进行处置。
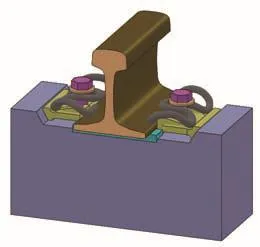
图 2
(3)针对不同料长的固定产品,加热特性参数经现场测定后,系统可以存储下来,并设置对应的状态号,下次再启动中频感应设备时,省去了调整的过程,可以实现操作的智能化。
2. 闭环控制改进原理
中频感应加热温度闭环控制拟采用智能化的闭环控制电路系统取代原系统的人工调节中频功率模式,并配置缺料、卡料检测、处理功能。其原理如图3所示。
在初始加热时,温度闭环控制系统会迅速将中频升至系统设定的功率,然后通过逐步提升送料机进料速度,适当延长工件在加热管内的透热时间,确保工件在出炉时一次性达到所设定的温度,以解决不能满足生产要求的加热料过多的问题。进料速度的选择是本方案中的关键,系统在大量现场试验的基础上确定了每一种规格的弹条坯料从进料口至出炉口,速度达到设定速度和加热温度达到设定值的时间,并将相关参数储存在CPU中,每次启动时,CPU调用相关参数,在进料速度逐步上升的同时又确保了出炉工件达到设定的温度要求,有效避免了工件的过烧和欠烧现象,保证中频启动运行后初始加热坯料温度的合格。
根据设定的工件加热温度、进料速度等参数,通过测温仪测定中频感应加热出料口的工件加热温度,并将温度信号转化为电流输出信号,再按照PID数学模型,建立温度反馈闭环控制,并将PID控制输出电流信号分别控制中频功率变送器的输入端及进料电动机变频器的电流控制端,达到控制工件加热温度的目的。
3. 具体改进方案
具体做法是:CPU根据料端采样信号,用PLC内部定时器来检测计算工件移动速度,输入信号直接是数字量,此数字量根据红外检测温度信号,分段进行运算修正补偿,基本原则是温度偏高时,此数值正向修正,温度偏低时,此数值反向修正(减小工件移动速度),温度越靠近标准值时,修正系数越小。当温度接近或等于设置值时,修正系数等于1(等于设置送料速度)。速度修正后的数值通过一路D/A(数/模)转换成4~20mA电流信号送到控制送料电动机的变频器,控制工件移动速度。控制工件移动速度来控制工件加热温度的功能主要是在工件出口温度与设定温度误差较大(>5%)的情况下使用。

图3 闭环控制系统原理
工件感应加热温度的精确控制主要是靠 PID闭环控制实现的。具体电路框图如图4所示。
本系统设置了电动机、进料输送链条、进料机出料端口、工件间隔4个状态监测,可有效检测出送料电动机转动故障,以及坯料进料过程中的缺料、卡料故障。正常情况下,系统以检测到的料端信号为一个定时起点,在系统设定的时间内,如链条不动,则判断出系统处于卡料状态,间隔处无料,则判断出处于缺料状态,系统会根据相应的状态检测信号进行逻辑运算,并根据运算结果发出不同的控制信号,以控制中频感应加热过程。
当生产过程出现缺料时,通过接近开关检测到的开关信号,系统会发出报警,提示操作者,同时系统会自动降低中频的功率给定电流信号或进料电动机变频器控制电流信号,避免炉内工件因滞留时间过长造成的过烧现象发生,保证出料温度在规定的范围内。待缺料信号消失后,系统再恢复到正常加热过程。
当生产过程中出现卡料现象时,位于进料口的接近开关会发出相应的报警信号,传递给控制系统后,系统同样也会自动降低中频给定电流和进料电动机变频器控制电流信号,有效防止工件过烧问题,并保护中频感应加热设备。
4. 实施效果
改进后的闭环控制系统与目前的系统相比,收到了以下良好的效果:

图4 改进的闭环控制系统硬件框图
(1)在初始加热过程中,将不符合成形温度要求的加热坯料数量由10根左右降低为1~2根,提高了材料的利用率。
(2)在由于外界因素干扰造成温度波动的情况下,可以通过设定好的加热温度值由系统自动进行调整控制,避免了以前需要人工观察、人为调节功率大小的困难,杜绝了经常因观察不及时或注意力不集中造成的设备和质量事故。
(3)当发生缺料或卡料情况时,系统可以自动进行处置并发出报警信号,避免了以前易出现的工件过烧或设备损坏现象。
(4)系统直接在触摸屏上设定加热温度、送料速度等参数并可进行微调,同时具有记忆和储存功能,多种坯料的加热特性参数一次性调整完毕后可保存,以后使用时调用即可,提高了生产效率。
5. 结语
改进后的中频感应加热闭环控制系统提高了生产效率,降低了设备故障率,实现了弹条坯料加热温度的闭环自动控制,闭环控制系统与中频感应加热设备之间的电源、数字信号、模拟信号均加以完全的电气隔离装置,设备之间的连接,采用一键切入和退出,运行可靠,自动化程度高,是提高弹条坯料感应加热质量的可靠保障。
猜你喜欢
铁道学报(2022年10期)2022-11-08
云南冶金(2022年2期)2022-07-26
铁道标准设计(2022年7期)2022-07-12
轴承(2022年5期)2022-06-08
北京航空航天大学学报(2022年5期)2022-06-06
河南工学院学报(2021年3期)2021-09-27
铁道标准设计(2020年6期)2020-06-18
铁道标准设计(2020年2期)2020-02-26
文化交流(2019年3期)2019-03-18
电子制作(2018年11期)2018-08-04
