
机器人激光在线检测技术在汽车焊装线上的应用
2018-03-22 02:13陈媛媛徐浩魏庆丰
金属加工(热加工) 2018年3期
■ 陈媛媛,徐浩,魏庆丰
1. 概述
在汽车车身制造过程中,白车身精度是关键质量因素。目前,采用在线检测技术是保证车身精度最有效手段之一。在线检测技术是对焊装线车身总成或分总成实行100%在线测量,实时、动态监控生产线,及时发现误差,并根据当前测量数据和历史数据规律对产生误差的原因做出客观判断,调整相关夹具或检具,使白车身精度满足产品技术要求。
而激光在线检测技术作为在线检测技术中的一种,是采用激光、视觉(CCD)传感、图像处理以及计算机控制等技术实现物体空间尺寸及位置精密测量的新技术,具有非接触、速度快、环境适应性好的特点,可以很好地满足现代工业在线测量的要求,已经成为先进制造领域内最先进的在线测量技术之一。
我公司在某轿车焊装线上也采用了此种在线检测方式,有效的实现对下线白车身一致性的性能监控。下面将结合现场实际应用,对机器人激光在线测量系统的组成及工作原理进行详细介绍。
2. 激光在线测量系统的构成
在白车身总成下线工位的车身两侧布置2台检测机器人,机器人型号采用K U K A KR150L110—2。为了对车身内部的一些重要特征点实现测量,并兼顾车身前后关键功能点,经过电脑模拟,得出机器人最合理安装位置如图1所示。图1中坐标系是相对于车身坐标系而定的,机器人底座高度相对车身坐标系在Z方向上是-400mm,为了保证机器人在测试过程中不与地面发生碰撞,机器人底座高度必须>400mm,两者以距地面高者为准。
根据模拟结果,结合现场布局,最终定出在线检测工作站布局实物如图2所示。
3. 检测原理及功能
(1)系统工作原理 白车身通过滑撬运动到检测工作站停下并精确定位,线控制器给检测站控制器发“到位”信号→站控制器给机器人发出“车型”及“启动”信号→机器人接到信号后开始工作,机器人向测量控制器发出每个测量点的“测量请求”和“测点ID”信号,等待测量控制器发回“测量开始”信号→测量系统接到信号后开始测量并记录数据,然后传递到测量分析软件进行处理,测量结束后向机器人发出“测量完成”信号→机器人收到“测量完成”信号后开始向下一测量点运动。按照此流程完成所有待测点的测量,如图3所示。
通过测量控制软件可以实时显示当前白车身的测量结果,被测点的三维坐标及其与理论值的偏差都在表中显示出来,不同范围偏差以不同颜色显示,绿色表示正常,黄色表示告警,红色表示超差。双击某点的数据表格进入测量点数据查询与分析窗口,可以实现当前白车身测量结果的打印,也可以对测量结果进行实时打印。在实时显示中,既可以根据生产节拍及系统测量的速度设定测量数据的刷新时间,也可以选择手动刷新。
通过激光在线检测系统不仅可实现整车数据查询与分析,功能尺寸分析,还可通过激光在线检测系统对日产量统计表和日合格率进行月统计和年统计,并对显示的数据和图表进行打印输出。
(2)检测系统处理方式 激光在线检测系统测量数据能以图表、曲线直观显示,如果超差系统输出报警信号,测量结果可以通过局域网接入车间信息系统,技术、质保等相关部门人员可在各自办公室终端上随时调阅、分析测量数据。测量点数据查询与分析是针对每一个被测点进行的数据查询、统计、分析。打开窗口,点击被测点,在窗口下可出现该点加工误差在X、Y、Z三个方向上的变化曲线或误差统计图,可以设定测量点X、Y、Z三个方向的坐标理论值及告警和超差设置。
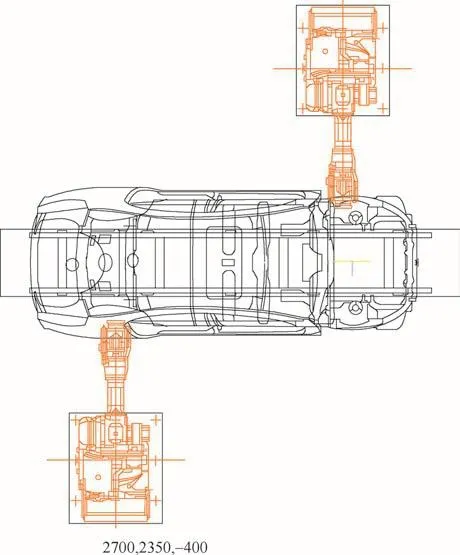
图1 机器人安装位置模拟结果

图2 在线检测系统工作站示意

图3 系统工作原理
检测系统的处理方式分为手动和自动两种方式。自动处理是根据测量结果数据的分析,由系统自动报警停线;而手动处理是根据测量结果数据的分析,在系统给出报警后,由监控人员进行二次分析和判断,通过人工手动操作,控制是否需要停线。在车间质管部设置有操控按钮,可以在没有发生任何问题时,屏蔽测量系统但不停线。
当检测设备出现故障或者测量数据出现偏差时,检测系统会给出相应的报警信号。当检测设备出现故障时,安全系统信号给车间质保部发出报警信号,同时给机器人控制系统发出信号,机器人控制器将会对Station Controller站控制系统发出请求,从而将该站检测系统的工作屏蔽,此时生产线不需停线,可继续生产。
当检测系统的测量数据出现偏差时,车间质保部及Line Controller线控制器LC上均有报警设施,提示白车身尺寸存在误差。当测量数据出现误差时,车间质保部会出现声控报警音,提示监控人员测量数据存在偏差,并在Line Controller线控制器LC的显示屏上将偏差的数值显示出来。现场工艺人员根据当前测量数据和历史数据规律对产生误差的原因做出客观判断,调整相关参数,使白车身精度满足产品技术要求,如图4所示。
(3)检测系统测量工作流程 按120s的生产节拍规划,单车可测量约90点,针对关键点要求每台均测量,而一般检测点则轮换测量。按A+B、A+C、A+D的模式轮流测量监控,每三台车覆盖所有测点(A为关键点,B、C、D为一般点监测点)。
测量工作流程:PLC获得车型信息→车身到位→扫描车身码→夹具系统夹紧→车身确认,确定测量组别→测量→车身离销→精度补偿(测量后即开始)→数据上传(与车身离销同步)→测量结果显示。
数据的分析运用是本在线检测技术的重点,可自动生成分析结果,测量界面如图5、图6所示。

图4 运行中的测量系统

图5 型面点的测量界面示意
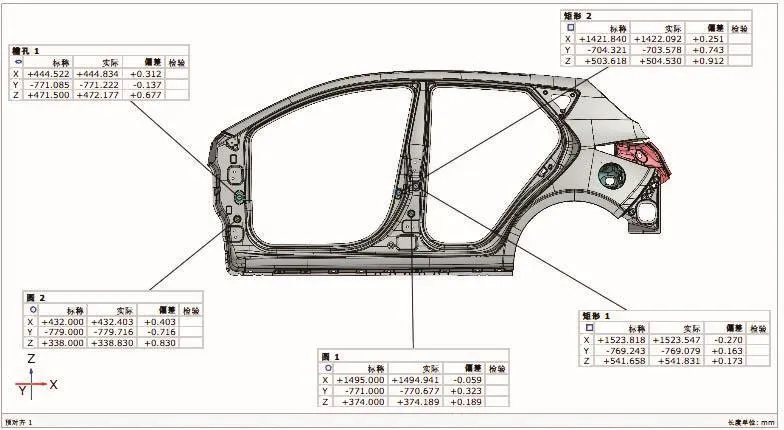
图6 孔位的测量界面示意
4. 测量设备
(1)激光视觉探头 激光视觉探头是获取被测对象图像信息的直接器件。采用半导体激光器作为光源的探头,它可以非接触、在线测量车身上翻边止口、定位孔的空间三维坐标或功能尺寸。其主要技术参数如下:分辨率0.01mm,精度±0.05mm,测量时间0.5s,工作距离200mm。
激光探头和传感器支架的总质量约为12kg,其结构形式如图7所示。
(2)KUKA KR150L110—2测量机器人 KUKA KR150L110—2测量机器人是在线检测的主要作业者,激光视觉探头固定连接在机器人手臂的末端。通过机器人连接轴的转动,带动激光视觉探头运动,从而完成对组成车身各个部件、分总成、总成的实时测量。
5. 影响测量精度的主要因素
该检测系统的作用是监控焊装线批量生产的一致性,主要通过测量重复性定位精度来确认批量生产的一致性。
通过长期测量分析发现,影响测量精度的主要因素有以下几点:
(1)传感器采集图片时的姿态 垂直于检测特征面时精度最高,随着检测探头的角度倾斜增大,测量精度会随之降低。
(2)温度的影响 环境温度的影响可以忽略,但机器人本体运行过程中温度的变化对测量的数值影响较大,温度变化主要在检测特征面的法线方向上产生偏差(垂直测量时)。在极限条件下,对精度最大影响约为0.2mm。在机器人非极限运行状态下,温度对测量精度的影响可以不加以考虑。
(3)测量特征的影响 测量特征越明显,测量的精度越高,例如棱线上的测量点的测量精度要比止口翻边上的测量精度高,平面孔的测量精度比螺母孔的测量精度高。
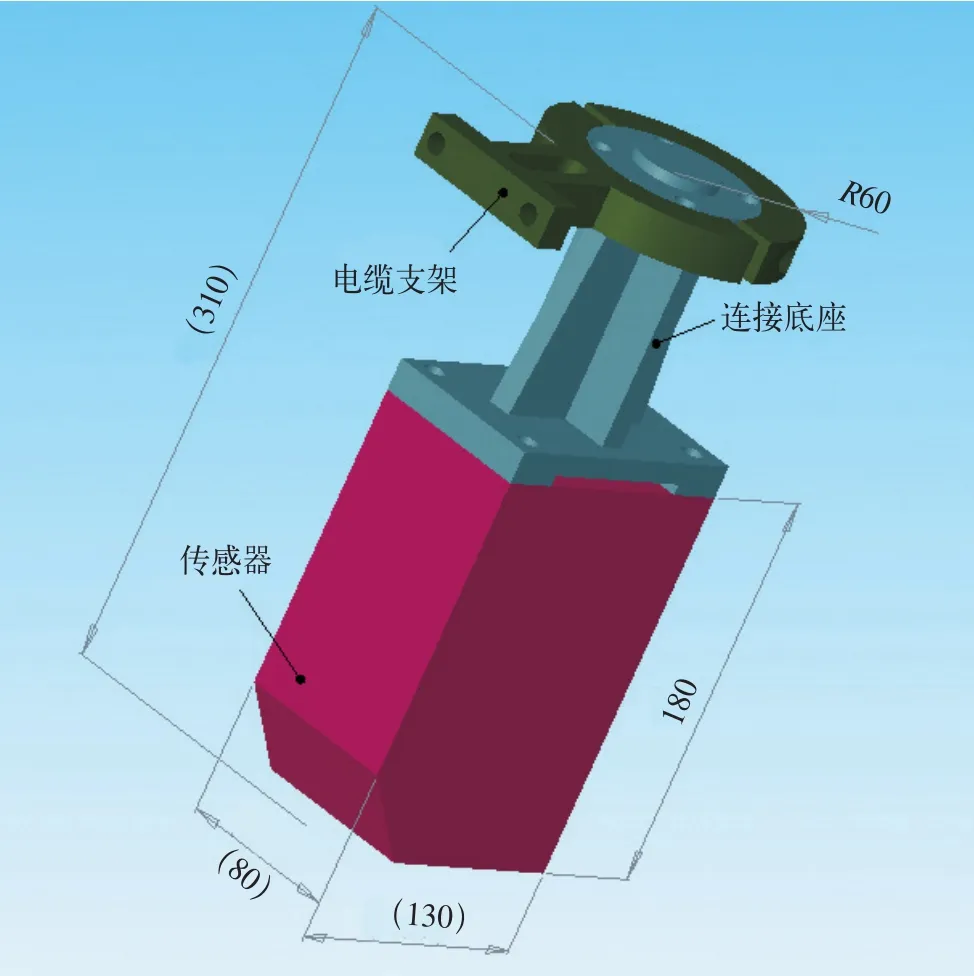
图7 激光探头及传感器示意
(4)机器人本体的影响 机器人本身的重复性定位精度越高,测量的精度就越高。
6. 结语
我公司通过在焊装下线工位增加在线检测系统, 对每台下线白车身的关键尺寸进行实时动态监测,对组成车身的各个部件、分总成、总成进行实时测量。当检测数据与基准数据出现小批量偏差时,控制站会给出报警,工作人员可及时发现问题。同时根据监测的趋势图表分析,现场工程师可大概判定问题产生的原因,为解决问题指引了方向,有效缩短了解决问题的时间。
同时通过在线检测系统,可将所有的测量结果通过网络数据库统一管理,综合分析车身各组成部件的制造误差,从而可以迅速准确地定位误差工位甚至夹具,为高质量的车身制造提供最有效的测量手段,可以在较大程度上降低白车身的返修率及报废率。
[1] 刘常杰. 汽车白车身机器视觉检测系统[J]. 汽车工程,2000,22(6):373-376.
[2] 乔峰,等. 制造过程的在线检测视觉系统研究[J]. 机电工程,1997:191-193.
[3] 郎旭元,张元钟. 激光技术在汽车工业中的应用[J]. 工艺装备,2007:8-11.
猜你喜欢
世界汽车(2022年11期)2023-01-17
航空学报(2022年5期)2022-07-04
煤气与热力(2021年12期)2022-01-19
模具制造(2019年10期)2020-01-06
自动化与仪表(2019年2期)2019-03-06
数字通信世界(2019年1期)2019-02-14
汽车维修与保养(2015年7期)2015-04-17
汽车维护与修理(2015年6期)2015-02-28
汽车维护与修理(2015年2期)2015-02-28
筑路机械与施工机械化(2014年4期)2014-03-01
