
铝合金薄板无气体保护激光焊接组织与性能研究
2018-03-22 02:13张钧超赵福城孙巍徐玉君
金属加工(热加工) 2018年3期
■ 张钧超,赵福城,孙巍,徐玉君
1. 概述
在焊接领域中,保护气体对焊接过程和质量起着至关重要的作用。如在弧焊中,保护气体可以有效避免焊接气孔、提高焊缝质量、避免材质氧化、提高焊熔敷率、控制飞溅,以及减少焊后清渣、控制焊缝成形、减少过度焊接、提高焊接速度、控制焊接烟尘等作用。在激光焊接中,保护气体作为一个影响激光焊接工艺特性的关键因素,可以通过稀释金属蒸气和光致等离子体浓度抑制屏蔽效应,提高激光吸收率,达到激光深熔焊的效果,进而提高焊接工艺稳定性和焊缝质量;同时具有保护高温区焊缝不被污染和氧化的作用,特别对于在高温下化学性质极其活泼的、易于氧化、易于电离的铝合金类有色金属材料的激光焊接,保护气体对于保证焊接质量起着至关重要的作用。但目前很少有关于无气保护焊接方面研究的相关报道。
本文主要应用激光焊接技术对1mm厚3A21铝合金轧制板材进行了有气体保护和无气体保护激光焊接对比试验,以及对焊缝成形的影响,并在工艺研究基础上,借助光学显微镜、万能拉伸试验机对有、无气体保护3A21铝合金激光焊接接头进行金相组织观察和力学性能检测,研究了有、无气体保护对激光焊焊接铝合金接头组织和力学性能影响,为无气体保护铝合金薄板工艺开发提供参考。
2. 试验材料、设备及方法
试验母材为1mm厚的3A21—O铝合金轧制板材,尺寸规格为300mm×150mm×1mm。该合金属于防锈铝,不可热处理强化,合金塑性较高但强度较低,常用冷加工方法提高其力学性能。此合金具有良好的加工性能、抗蚀性强、焊接性能好等特点,广泛应用于飞机油箱、油路导管、燃料箱、薄板加工的各种压力容器管道、薄板加工件、建筑加工件、各种灯具零部件及铆钉线材等。3A21、3A21—O铝合金的化学成分和力学性能如表1、表2所示。
试验采用了由KUKA—KR90六轴工业机器人控制的激光焊接系统,其中包括德国TRUMPF生产的Trudisk 8002碟片式激光器,最大输出功率8 k W;HIGHYAG BIMO激光焊接头,焦距为310mm,激光通过芯径200μm的光纤传输经激光焊接头聚焦后获得最小光斑直径为0.42mm,采用有、无气体保护进行1mm厚薄板3A21激光自熔焊接对比试验。
焊前,采用机械方法对坡口面及坡口两侧25mm范围进行表面清理去除表面氧化膜、油污等外来杂质,同时增大了母材表面粗糙度,增加母材对激光的吸收率。激光焊接参数如表3所示。在工艺试验结束后,对有、无气体保护的3A21铝合金激光焊接试件进行射线(RT)检测,RT检测后从两试件上分别取样,处理后进行拉伸,并进行宏观及微观组织形貌分析。
焊前进行工艺优化,焊后对焊缝进行射线(RT)检测、金相组织观察和力学性能拉伸试验。
3. 试验结果
(1)焊缝成形 图1和图2为有、无气体保护激光焊焊缝表面成形情况。由图1、图2可看出,有气体保护的焊缝表面无明显塌陷,焊缝正反面成形良好、均匀美观。无气体保护焊缝的表面焊缝宽度一致,较为均匀,正反表面较粗糙,正面存在有一定程度的塌陷和小凹坑。分析认为,可能是由于在焊接过程中,熔池表面与空气发生激烈反应产生飞溅,导致表面塌陷或凹坑。氩气保护有助于改善焊缝表面成形。
(2)射线检测(RT) 图3为有、无气体保护激光焊接试件X射线底片。由图3可看出,两种焊接接头均未见气孔、夹杂、裂纹等缺陷,焊接接头质量符合ISO13919.2 B级要求。说明对于铝合金薄板激光焊时,可以不采取气体防护。
(3)金相组织 图4为3A21铝合金焊接接头的显微组织。图4a和图4b为3A21铝合金有无气体保护焊缝显微组织,二者无明显差别,均为典型的铸造态组织。铝合金激光焊加热时,焊缝处的温度高达2000℃,熔池在经历了一系列化学冶金反应后,随着热源的远离温度迅速下降,凝固后成为牢固的焊缝。由于铝合金激光焊熔池非常小,铝合金导热系数较大,熔池经历快速加热和快速冷却结晶过程,形成了典型的急冷铸态细小的结晶组织。熔合区温度梯度较大,沿着散热较快方向的反向晶粒长大速度较快,即借助半熔化的晶粒形核,沿垂直于熔合线方向发生联生柱状晶粒生长,且在靠近熔合线母材一侧较窄区域内发生再结晶,热影响区晶粒无明显长大。图4c和图4d为有、无气体保护的熔合区组织,二者同样无明显区别。

图1 3A21激光焊接有气体保护焊缝宏观形貌

图2 3A21激光焊接无气体保护焊缝宏观形貌
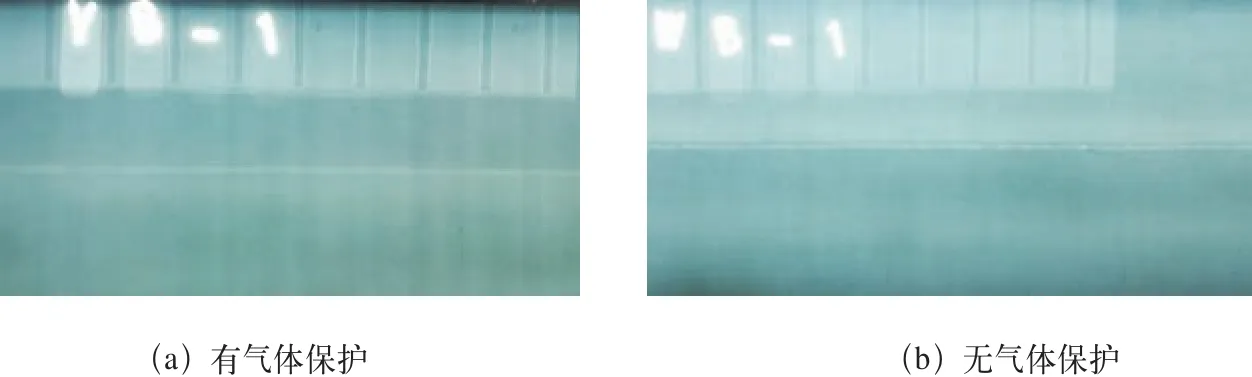
图3 3A21铝合金激光焊接试件X射线底片

表1 3A21铝合金化学成分(质量分数) (%)

表2 3A21—O铝合金力学性

表3 激光焊接参数
(4)焊接接头力学性能 表4为3A21铝合金焊接接头的常温拉伸试验结果(见图5)。由表4可知,有气体保护激光焊接接头平均抗拉强度为117MPa,无气体保护激光焊接接头平均抗拉强度为118MPa,二者接头强度相当,都能达到母材强度的77%,抗拉强度明显均低于母材抗拉强度;有气体保护的接头断裂在热影响区,而无气体保护焊接接头在熔合线处断裂,分析认为,造成这一结果的原因可能是焊缝表面存在咬边,造成熔合线处产生应力集中。

图4 焊接头金相组织

图5 3A21铝合金激光焊接接头拉伸断裂试样

表4 拉伸试验结果
4. 结语
(1)采用激光焊接3A21薄板铝合金时,氩气保护焊缝成形均匀美观,无气体保护焊缝成形略差,气体保护有助于改善焊缝表面成形。有、无氩气保护激光焊接都可获得内部无缺陷接头,二者接头强度相当,都能达到母材强度的77%。
(2)3A21铝合金激光焊接接头焊缝区为典型的极冷铸造态组织,熔合区为联生柱状晶组织,靠近熔合线母材侧发生小区域再结晶,热影响区晶粒无明显长大。
(3)激光焊接铝合金薄板,如对表面要求不高,无气体保护激光焊接工艺将是更经济、更易于实现生产应用的一种工艺方法。
[1] 陈祝年.焊接工程师手册[M].北京:机械工业出版社,2002:385-392.
[2] 唐万民,刘小渝,王晓明.钢构件对接焊焊缝横向残余应力分布研究[J]. 重庆交通学院学报,2004,23(3):40-42.
[3] 吕德林,李砚珠. 焊接金相分析[M]. 北京:机械工业出版,1987.
猜你喜欢
作文新天地(小学版)(2021年8期)2021-08-24
数学物理学报(2021年3期)2021-07-19
科技创新导报(2021年33期)2021-04-17
重型机械(2020年2期)2020-07-24
航空制造技术(2020年11期)2020-07-01
制造技术与机床(2019年12期)2020-01-06
模具制造(2019年4期)2019-12-29
制造技术与机床(2018年9期)2018-09-19
中国特种设备安全(2018年2期)2018-03-14
