激光-MAG和MAG焊接Weldox960钢接头的组织与性能对比
2018-03-06 06:03,,,,,,
机械工程材料 2018年2期
,, ,,, ,
(徐工集团江苏徐州工程机械研究院,高端工程机械智能制造国家重点实验室,徐州 221004)
0 引 言
随着我国经济的快速发展,机械制造业对结构零部件性能的要求越来越高。Weldox960钢作为瑞典钢铁公司(SSAB)开发的新一代高强结构钢,因具有晶粒细小、强度和疲劳极限高等优点而在机械制造业中得到了广泛应用[1-2]。目前,Weldox960钢的焊接多采用活性气体保护电弧焊(MAG焊)[3-4]。然而,随着高强钢强度级别的提高,其焊接接头的性能逐渐下降,并且可选择的焊接工艺越来越少。激光-MAG焊(Laser-MAG)将激光焊和MAG焊两种焊接技术有机结合起来,具有高焊速、低热输入、低变形等优点[5],适用于焊接高强度级别钢。近几年的研究表明,激光和MIG/MAG复合焊接技术在中厚板焊接中具有明显的优势[6]。为了给Laser-MAG焊接工艺的应用推广提供依据,作者对Weldox960钢分别进行了Laser-MAG和常规MAG对接焊,对比研究了两种工艺焊接接头的显微组织与性能。
1 试样制备与试验方法
1.1 试样制备
试验材料为瑞典钢铁公司生产的Weldox960钢板,厚度为9 mm,供货态为调质态;其显微组织见图1,为回火索氏体;其屈服强度为960~1 050 MPa,抗拉强度为980~1 150 MPa,伸长率A50 mm为15%。利用火花直读光谱仪测定试验钢的化学成分,结果见表1。根据低强度匹配度原则[7],采用瑞士奥林康生产的直径为1.2 mm的Carbopil FK-1000实心焊丝,分别应用Laser-MAG和MAG焊接工艺对Weldox960钢板试样进行对接焊,试样尺寸为500 mm×280 mm×9 mm,保护气体Ar和CO2的体积比为8∶2,焊接参数见表2。
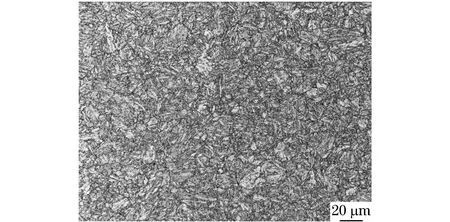
图1 调质态Weldox960钢的显微组织Fig.1 Microstructure of quenched and tempered Weldox960 steel

表1 Weldox960钢的化学成分(质量分数)Tab.1 Chemical composition of Weldox960 steel (mass) %

表2 试验钢的两种焊接工艺参数Tab.2 Parameters for two welding processes of tested steel
1.2 试验方法
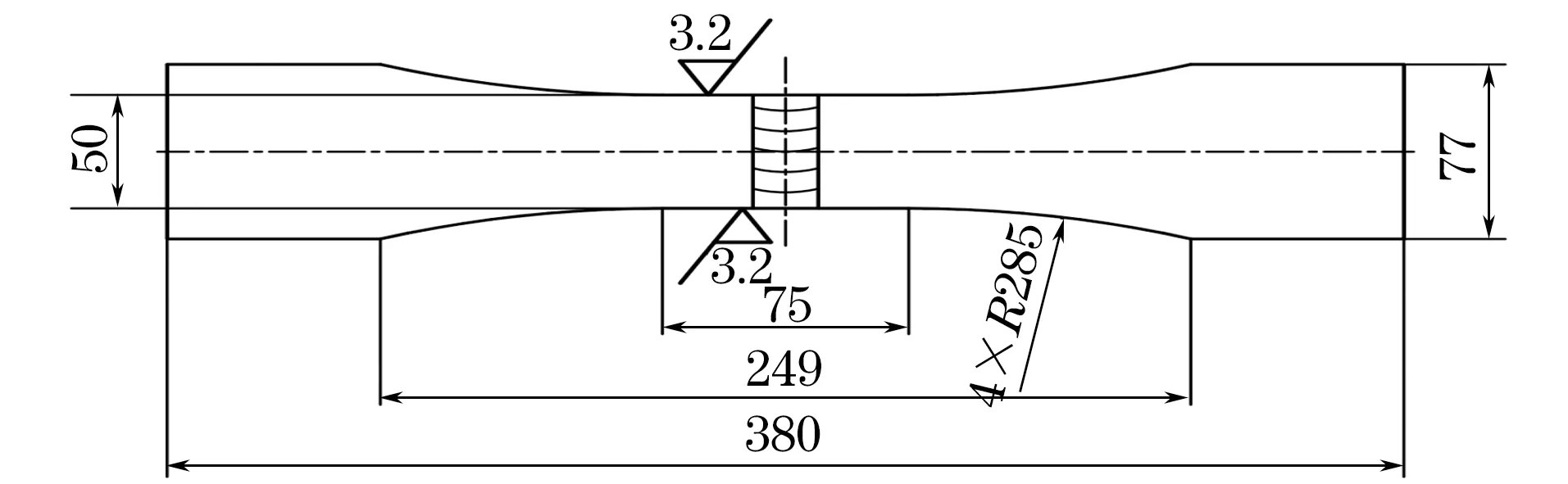
图2 拉伸和疲劳试样尺寸Fig.2 Size of tensile and fatigue specimens
在焊接接头上横向线切割出金相试样,经研磨、抛光,体积分数4%的硝酸酒精溶液腐蚀后,在Olympus PME3型光学显微镜(OM)下观察显微组织。根据GB/T 2654-2008,用HXD-1000型显微维氏硬度计测硬度,载荷为98 N,保载时间为10 s。根据GB 2649-1989,以焊缝为中心在焊接接头上截取尺寸为55 mm×10 mm×7.5 mm的V型缺口冲击试样,缺口深度2 mm,在JB-30B型冲击试验机上进行冲击试验,试验温度20 ℃。在INSTRON8802型疲劳试验机上分别进行拉伸和疲劳试验,拉伸和疲劳试样尺寸相同,如图2所示,厚度为9 mm。拉伸应变速率为0.002 5 s-1[8];疲劳试验采用轴向拉-拉方式,正弦波加载,应力比R为0.1,频率为10 Hz。使用CS 3400型扫描电子显微镜(SEM)观察冲击断口形貌。
2 试验结果与讨论
2.1 显微组织
由图3和图4可以看出:Laser-MAG和MAG这两种工艺焊接后接头焊缝的显微组织相同,均为细小的粒状贝氏体;热影响区(HAZ)粗晶区存在原始奥氏体晶界,MAG焊接接头HAZ粗晶区的平均晶粒尺寸为95 μm,Laser-MAG焊接接头的较小,为48 μm,这是因为Laser-MAG焊接的冷却时间t8/5比MAG焊接的短,即MAG焊接接头在高温区停留的时间较长,而该区域的温度一般在加热时先共析铁素体全部转变为奥氏体的终了温度Ac3以上200~300 ℃,导致晶粒长大[9-10];HAZ细晶区均为由细小板条马氏体和粒状贝氏体组成的混合组织;在HAZ部分相变区只有部分组织奥氏体化,奥氏体化组织在随后的冷却中形成粒状贝氏体,未完全转变的奥氏体形成了M-A组元,由于碳原子的扩散,M-A组元溶解形成较粗的铁素体,因此HAZ部分相变区的显微组织为铁素体+粒状贝氏体[11-12]。
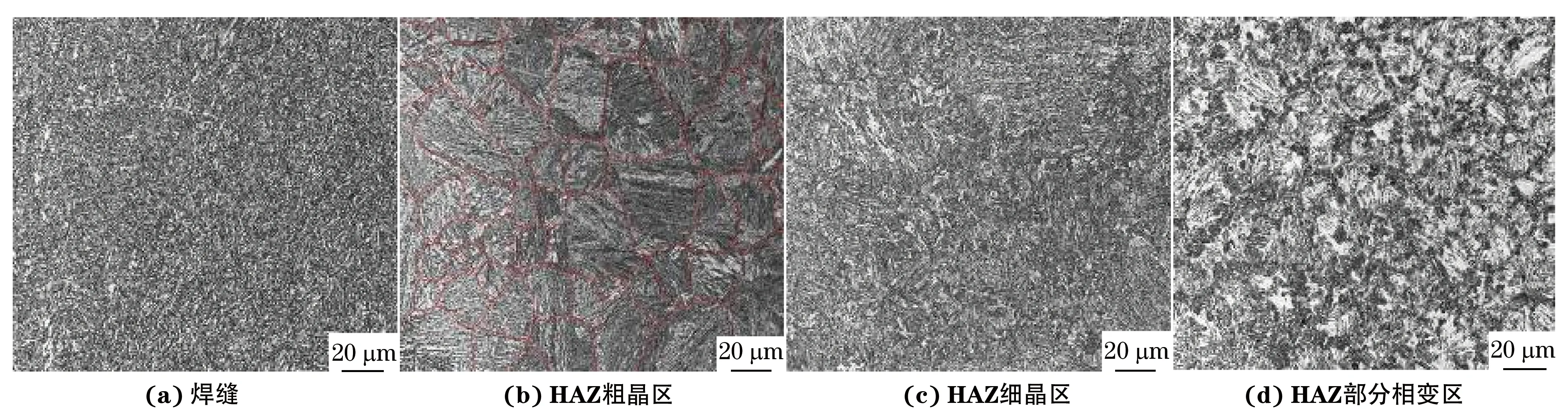
图3 Laser-MAG焊接接头不同区域的显微组织Fig.3 Microstructures in different regions of Laser-MAG welded joint: (a) weld metal; (b) coarse-grained HAZ; (c) fine-grained HAZ and (d) incomplete recrystallized HAZ
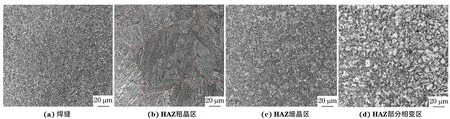
图4 MAG焊接接头不同区域的显微组织Fig.4 Microstructures in different regions of MAG welded joint: (a) weld metal; (b) coarse-grained HAZ; (c) fine-grained HAZ and (d) incomplete recrystallized HAZ

图5 两种工艺焊接接头横截面硬度测试位置及硬度分布Fig.5 Hardness testing positions (a) and hardness distributions (b) at cross-sections of welded joints by two processes
2.2 横截面硬度
由图5可以看出:Laser-MAG焊接接头的HAZ宽度约3 mm,明显小于MAG焊接接头的5 mm,这是因为HAZ宽度随着热输入的增加而增大;Laser-MAG焊接接头和MAG焊接接头HAZ的最高硬度值出现在粗晶区,最低硬度值均出现在部分相变区,Laser-MAG焊接接头HAZ中大部分区域的硬度高于母材的,其软化带很窄,而MAG焊接接头HAZ区的硬度均低于母材的硬度,存在很宽的软化带。
2.3 拉伸和冲击性能
由表3可以看出,Laser-MAG焊接接头的拉伸和冲击性能均优于MAG焊接接头的,且Laser-MAG焊接接头的拉伸性能达到了母材Weldox960钢的标准指标要求。当焊接接头HAZ存在软化带,即硬度降低区时,在拉伸过程中,母材由于强度高而处于弹性阶段,HAZ软化带则进入塑性变形阶段。但是,由于母材对软化带的变形有一定的拘束作用,使得软化带处于三向应力状态,即产生接触强化效应。在接头焊缝横截面积一定的情况下,软化带越窄,所受的径向应力就越大,其塑性变形就越困难,强度提升就越高[13]。结合图5(b)分析可知,Laser-MAG焊接接头HAZ的软化带较窄,因此其拉伸性能较好。

表3 两种工艺焊接接头的拉伸和冲击性能Tab.3 Tensile and impact properties of welded joints by two processes
两种工艺焊接接头的冲击断口均位于HAZ粗晶区与细晶区位置。由图6可以看出:Laser-MAG焊接接头冲击断口的扩展区存在较多的撕裂棱和韧窝,表明HAZ具有优良的冲击韧性,断裂方式为韧性断裂[14];而MAG焊接接头冲击断口扩展区的撕裂棱和韧窝较少,且大部分呈河流状的准解理断裂形貌,其HAZ韧性较差[15],这是因为MAG焊接接头HAZ粗晶区的晶粒粗大且存在非平衡组织[16]。
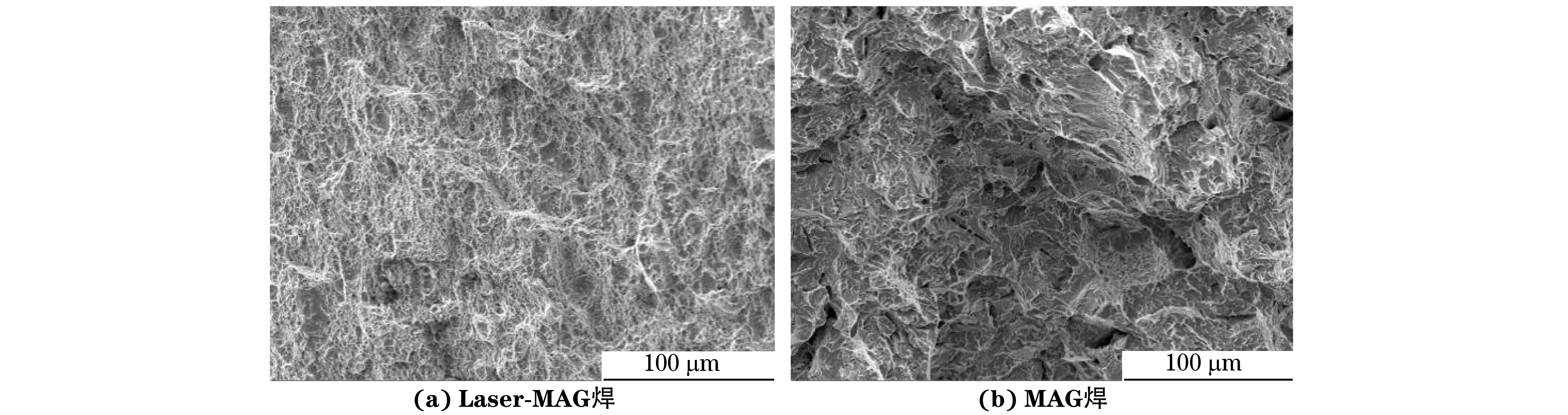
图6 两种工艺焊接接头冲击断口的SEM形貌Fig.6 SEM micrographs showing impact fracture of welded joints by two processes
2.4 疲劳性能
图7中S为平均应力,N为疲劳寿命。由图7可知:随着平均应力的降低,两种工艺焊接接头的疲劳寿命均延长;以循环106周次对应的应力作为疲劳极限,可知Laser-MAG和MAG焊接接头的条件疲劳极限分别为320,270 MPa。
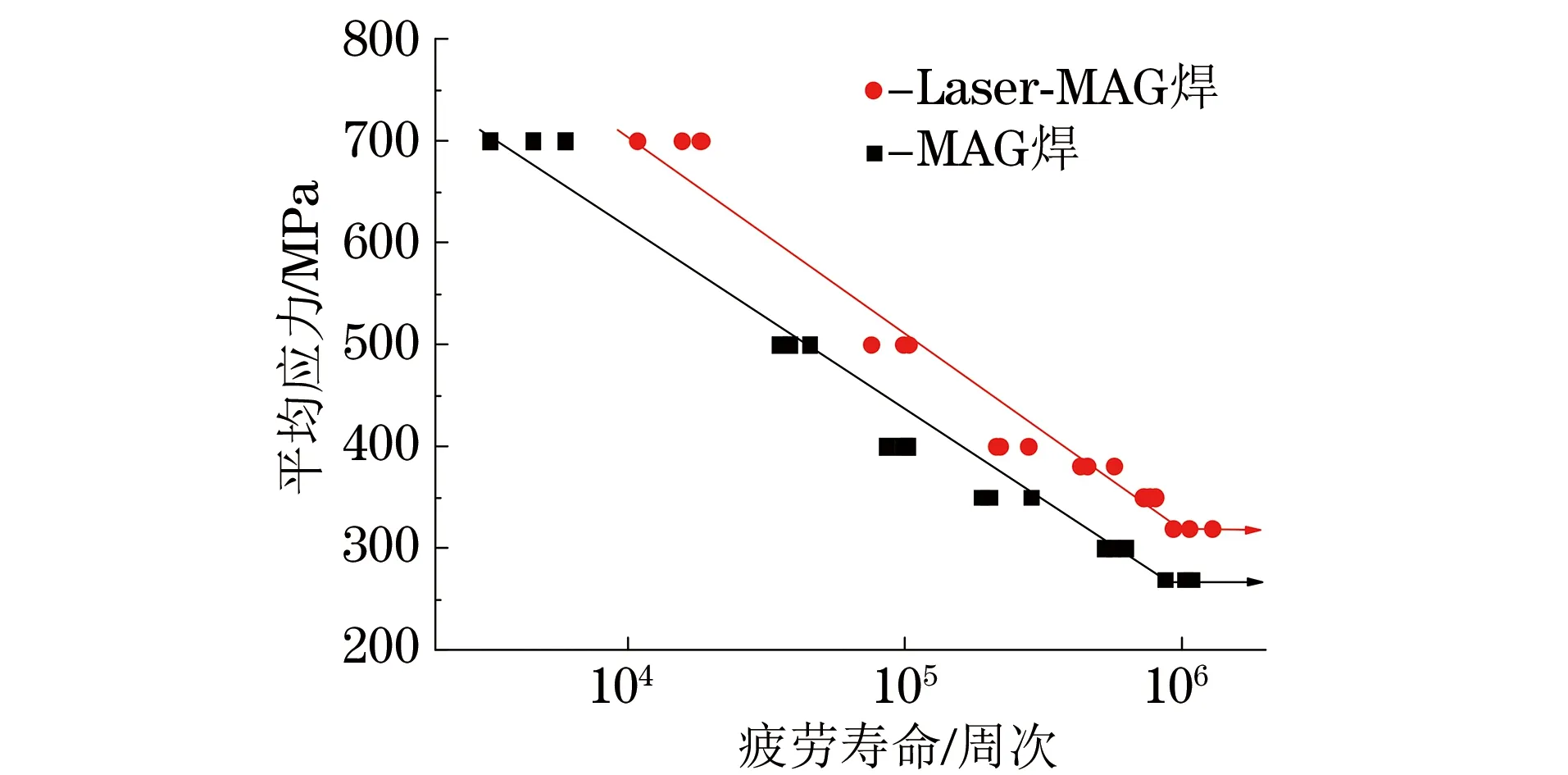
图7 两种工艺焊接接头的S-N曲线Fig.7 S-N curves of welded joints by two processes
3 结 论
(1) Laser-MAG焊接Weldox960钢接头HAZ粗晶区的平均晶粒尺寸为48 μm,而MAG焊接接头的为95 μm;两种工艺焊接接头焊缝区组织均为细小粒状贝氏体,细晶区组织均为细小板条马氏体和粒状贝氏体,部分相变区组织均为铁素体+粒状贝氏体。
(2) Laser-MAG焊接接头的HAZ宽度明显小于MAG焊接接头的,其HAZ软化带也较窄,最高硬度出现在HAZ粗晶区且高于母材的硬度。
(3) Laser-MAG焊接接头的拉伸性能和冲击性能均优于MAG焊接接头的,其条件疲劳极限为320 MPa,而MAG焊接接头的仅为270 MPa。
[1] 司子华.WELDOX960高强钢MAG焊的工艺研究[J].航天制造技术,2012,4(2):21-24.
[2] 张敏,王晓东,赵晓辉.Weldox960E调质高强钢焊接工艺试验研究[J].机械制造文摘:焊接分册,2013(2):29-30.
[3] 王芝玲,委福祥,于跟喜.强度匹配对WELDOX960钢焊接接头组装与性能的影响[J].热加工工艺,2014,45(5):175-177.
[4] 许冰,陈春焕,陈增有.WELDOX960高强钢MAG焊焊接接头组织形态与力学性能研究[J].制造技术与机床,2013(12):60-63.
[5] MAHRLE A,BEYER E.Hybrid laser beam welding—Classification,characteristics,and applications[J].Journal of Laser Applications,2006,18(3): 169-180.
[6] 王威,李丽群,王旭友,等.激光与电弧复合焊接技术[J].焊接,2004(3): 6-9.
[7] 曹雷,孙谦,宗培,等.等强匹配焊接接头的特征及界定方法[J].焊接学报,2006,27(7): 81-84.
[8] 由宗彬,李烨铮,刘宇.焊接峰值温度对X80管线钢焊接接头热影响区性能影响的热模拟[J].机械工程材料,2016,40(9):54-61.
[9] 张文钺.焊接冶金学(基本原理)[M].北京:机械工业出版社,1999.
[10] 陈翠欣,李午申,王庆鹏,等.X80管线钢焊接粗晶区韧化因素的研究[J].材料工程,2005(5):22-26.
[11] BONNEVIEA E,FERRIERE G,IKHLEF A,etal.Morphological aspects of martensite-austenite constituents in inter-critical and coarse grain heat affected zones of structural steels [J].Materials Science and Engineering A,2004,385(1/2):352-358.
[12] LAMBERT P A,GOURGUES A F,PINEAU A.Austenite tobainate phase transformation in the heat-affected zone [J].Acta Materialia,2004,52(8):2337-2348.
[13] 黄启秀.WELDOX960低合金高强钢的焊接工艺性研究[D].重庆:重庆大学,2008:42.
[14] 王卫,王晓南,王海生,等.焊接速度对微合金钢激光焊接接头组织性能的影响[J].材料热处理学报,2015,36(12):116-122.
[15] 李光,李雪萍,徐学利,等.X100抗大变形管线钢焊接热影响区的显微组织与冲击功[J].机械工程材料,2015,39(12):80-90.
[16] 许冰.WELDOX960高强钢焊接接头组织与力学性能研究[D].大连: 大连交通大学,2014:39.
猜你喜欢
钢管(2022年4期)2023-01-05
山东冶金(2022年2期)2022-08-08
保鲜与加工(2021年1期)2021-02-06
航空制造技术(2020年11期)2020-07-01
热处理技术与装备(2019年3期)2019-12-22
西南交通大学学报(2018年6期)2018-12-18
中成药(2018年10期)2018-10-26
中国特种设备安全(2018年2期)2018-03-14
中国当代医药(2015年26期)2015-03-01