CAP1400蒸汽发生器压力边界焊接接头的显微组织
2018-03-06 06:38,,,,,,
机械工程材料 2018年2期
,,,,,,
(1.上海交通大学材料科学与工程学院,上海 200240;2.上海电气核电设备有限公司,上海 201306)
0 引 言
AP1000技术是美国西屋公司设计开发的最先进的核电技术,其全称是先进非能动百万千瓦级压水堆核电技术(Advanced Passive Pressurized Water Reactor,1000为功率水平)。为了保障能源安全,缓解环境压力,需要寻求安全性更高和更经济的核电技术。我国明确指出要在引进吸收AP1000技术的基础上开发具有自主知识产权的核电技术,形成中国版的CAP1400核电技术[1]。CAP1400蒸汽发生器是核电站一回路系统中的重要设备,其管板、管束组件和水室封头组成了能承受设计压力17.2 MPa的压力边界。管板和水室封头均由SA508Gr.3Cl.2钢锻件焊接而成,为了提高耐腐蚀性能,缓解焊接过程中产生的焊接应力,在水室封头内部隔板表面设计堆焊厚度不小于7 mm的镍基合金,水室封头内壁设计堆焊一层EQ309L不锈钢,两层EQ308L不锈钢,总厚度不小于6 mm。不锈钢和镍基合金堆焊层可以阻止低合金钢中的碳向不锈钢焊缝中扩散而形成脆硬的马氏体组织。
与传统的蒸汽发生器相比,CAP1400蒸汽发生器材料国产化率高、尺寸大、结构复杂,其压力边界的焊接是关键制造技术之一[2-3]。压力边界焊接性能的影响因素有焊接材料、坡口设计、焊接设备及专用工装、预热、层间温度控制、后热、焊后热处理等。压力边界焊接存在的主要问题有:SA508Gr.3Cl.2钢锻件厚度大,焊接时具有一定的冷裂敏感性;多采用多层多道焊工艺,其焊缝和热影响区要经受多次焊接热循环,接头容易产生较大的残余应力;在SA508Gr.3Cl.2钢表面堆焊不锈钢层或镍基合金层时存在异种材料连接的问题,包括碳的迁移和扩散、不锈钢焊缝中脆性组织的形成、接头组织粗化等。现有的文献报道多集中在其焊接工艺的选择及优化、接头材料选择、接头性能要求等方面[3-6],很少涉及接头组织。因此,作者对CAP1400蒸汽发生器压力边界焊接接头母材与热影响区的显微组织进行研究,为研制具有自主知识产权的CAP1400蒸汽发生器提供试验基础。
1 试样制备与试验方法
1.1 试样制备
母材取自国内某厂生产的符合ASME Ⅱ卷A篇SA-508/SA-508M要求的SA508Gr.3Cl.2钢锻件,供货状态为调质态。焊材为伯乐焊材公司提供的尺寸60 mm×0.5 mm的EQ309L和EQ308L不锈钢焊带,配套的焊剂牌号为RECORD INT 101 Q5,以及用于对接焊和镍基合金隔离层堆焊的直径3.2 mm的ENiCrFe-7镍基合金焊条。母材和焊材的化学成分如表1所示。

表1 试验材料的化学成分(质量分数)Tab.1 Chemical composition of test materials (mass) %
在SA508Gr.3Cl.2钢锻件上截取尺寸为400 mm×150 mm×40 mm的试样,记为试样A;再截取相同尺寸的试样,一端开45°坡口,记为试样B。如图1所示:在试样A待焊面上,采用埋弧焊依次堆焊一层EQ309L焊带和两层EQ308L焊带,得到不锈钢堆焊层;在试样B待焊面上,采用手工电弧焊堆焊一层ENiCrFe-7焊条,得到镍基合金隔离层;最后用ENiCrFe-7焊条对试样A和试样B进行手工电弧对接焊。详细的焊接过程见文献[7],焊接参数见表2。

表2 不同焊材的埋弧焊和手工电弧焊参数Tab.2 Parameters of submerged-arc surfacing and shielded metal arc welding for different welding materials

图1 堆焊及对接焊示意Fig.1 Schematic of surfacing and butt welding
1.2 试验方法
在无损检测合格的焊接接头试样上,垂直于焊缝方向距试样边缘30~50 mm处依次取15 mm厚的宏观和微观金相试样。其中:宏观金相试样的观察面为接头的整个截面;微观金相试样进一步加工成两个试样,观察面分别为母材+不锈钢堆焊焊缝+镍基合金对接焊缝+镍基合金堆焊焊缝+母材。由于接头焊缝由3种材料组成,在观察显微组织前需要用不同的溶液进行腐蚀:镍基合金焊缝选用50 mL硝酸+50 mL氢氟酸溶液,不锈钢焊缝选用5 g三氯化铁+50 mL盐酸+100 mL蒸馏水溶液,母材及热影响区选用1 mL盐酸+4 g苦味酸+100 mL乙醇溶液。每次腐蚀前需要重新进行研磨和抛光,其中宏观金相试样只需腐蚀镍基合金焊缝。使用Observer D1m型光学显微镜、Stemi2000-C型体视显微镜和Phenom proX型扫描+能谱一体化台式扫描电镜(SEM)观察显微组织。
2 试验结果与讨论
2.1 接头宏观形貌
由图2可以看出:接头从左至右分别为母材、EQ309L和EQ308L不锈钢堆焊层、镍基合金对接焊缝、镍基合金堆焊层和母材;EQ309L和EQ308L不锈钢堆焊层的总厚度大于6 mm,镍基合金堆焊层的厚度大于7 mm,符合设计要求。

图2 焊接接头的宏观形貌Fig.2 Macro-morphology of welded joint
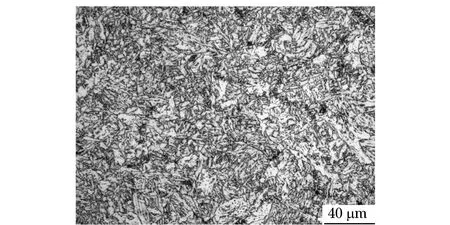
图3 焊接接头母材的显微组织Fig.3 Microstructure of base metal of welded joint
2.2 母材的显微组织
调质态SA508Gr.3Cl.2钢正常的显微组织应当是下贝氏体或者回火马氏体,这种组织能保证该钢具有良好的综合力学性能。对于SA508Gr.3Cl.2钢大锻件来说,由于淬火时在厚度方向的整个截面上获得马氏体组织的临界冷却速率很高,因此大多数情况下调质后得到的是下贝氏体组织[8]。由图3可见:焊接接头母材的显微组织由细小的贝氏体组成,贝氏体基体上弥散分布着细小的碳化物颗粒。这种组织可以提高裂纹尖端的局部断裂应力水平,具有很好的止裂性,有利于提高钢的断裂韧性。
2.3 热影响区的显微组织
由图4可知,焊接接头热影响区的组织已从细小的贝氏体转变为粗大的马氏体。由于不锈钢焊带堆焊时的热输入大于镍基合金焊条堆焊时的,因此试样A侧热影响区的组织更加粗大。与焊缝相邻的近熔合区附近因经受多次高温热循环,基体中的碳化物发生聚集长大,形成块状[9]。与奥氏体钢相比,碳元素在镍中的溶解度很小,因此:在镍基合金堆焊层边界处碳元素的扩散迁移受到抑制,边界清晰干净;在不锈钢堆焊层边界的热影响区中则存在宽度超过100 μm的碳迁移层,边界有碳化物析出的痕迹。
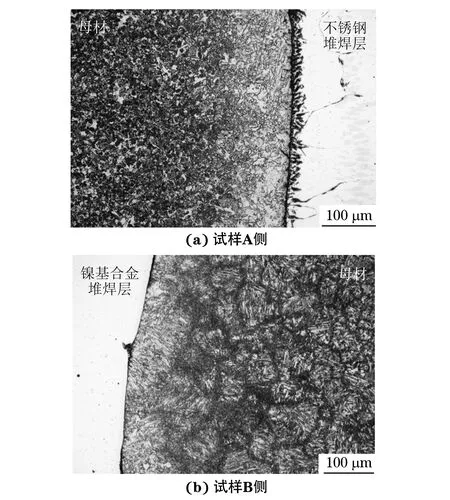
图4 焊接接头母材和热影响区的显微组织Fig.4 Microstructures of base metal and heat affected zone in welded joint: (a) at sample A side and (b) at sample B side
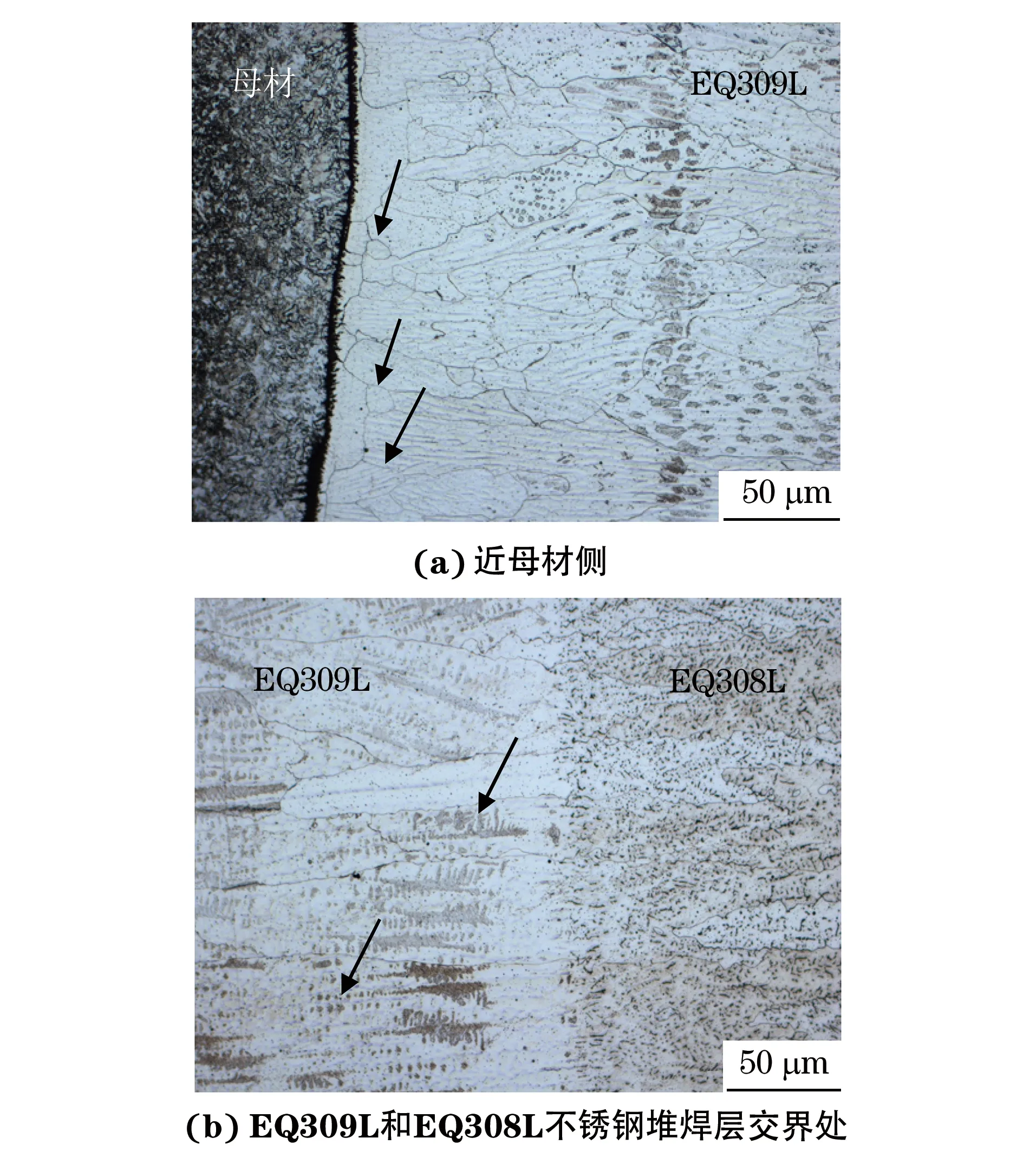
图5 焊接接头中不锈钢堆焊层的显微组织Fig.5 Microstructures of stainless steel surfacing layers in welded joint: (a) near base metal and (b) joint between EQ309L and EQ308L surfacing layers
2.4 不锈钢堆焊层的显微组织
由图5可知:EQ309L不锈钢堆焊层组织为晶界清晰、粗大的柱状奥氏体,与母材相邻处存在细小的再结晶晶粒,如图5(a)中箭头所示;与EQ308L不锈钢堆焊层相比,EQ309L不锈钢堆焊层中的奥氏体柱状晶形态更明显,基体上开始有黑色条块状铁素体形成,如图5(b)中箭头所示;EQ308L不锈钢堆焊层的组织同样是奥氏体,但是在其晶界上有许多弥散分布的铁素体,铁素体的存在阻碍了柱状奥氏体晶粒的长大,奥氏体晶内的黑点为析出的碳化物。不锈钢焊带在埋弧焊平堆焊过程中,垂直于堆焊面的方向散热最快,因此焊缝金属凝固时,晶粒沿该方向的长大速率最快,从而形成粗大的柱状晶[10]。堆焊后形成的奥氏体焊缝金属的导热性差,在随后的焊接过程中受后续焊道的循环加热,奥氏体晶粒长大;且受后续焊道加热时,前一道焊缝中的奥氏体还会发生再结晶,再结晶晶粒通常呈等轴状或柱状,随着焊接过程的进行,大晶粒吞并小晶粒,形成粗大的柱状奥氏体晶粒[11]。
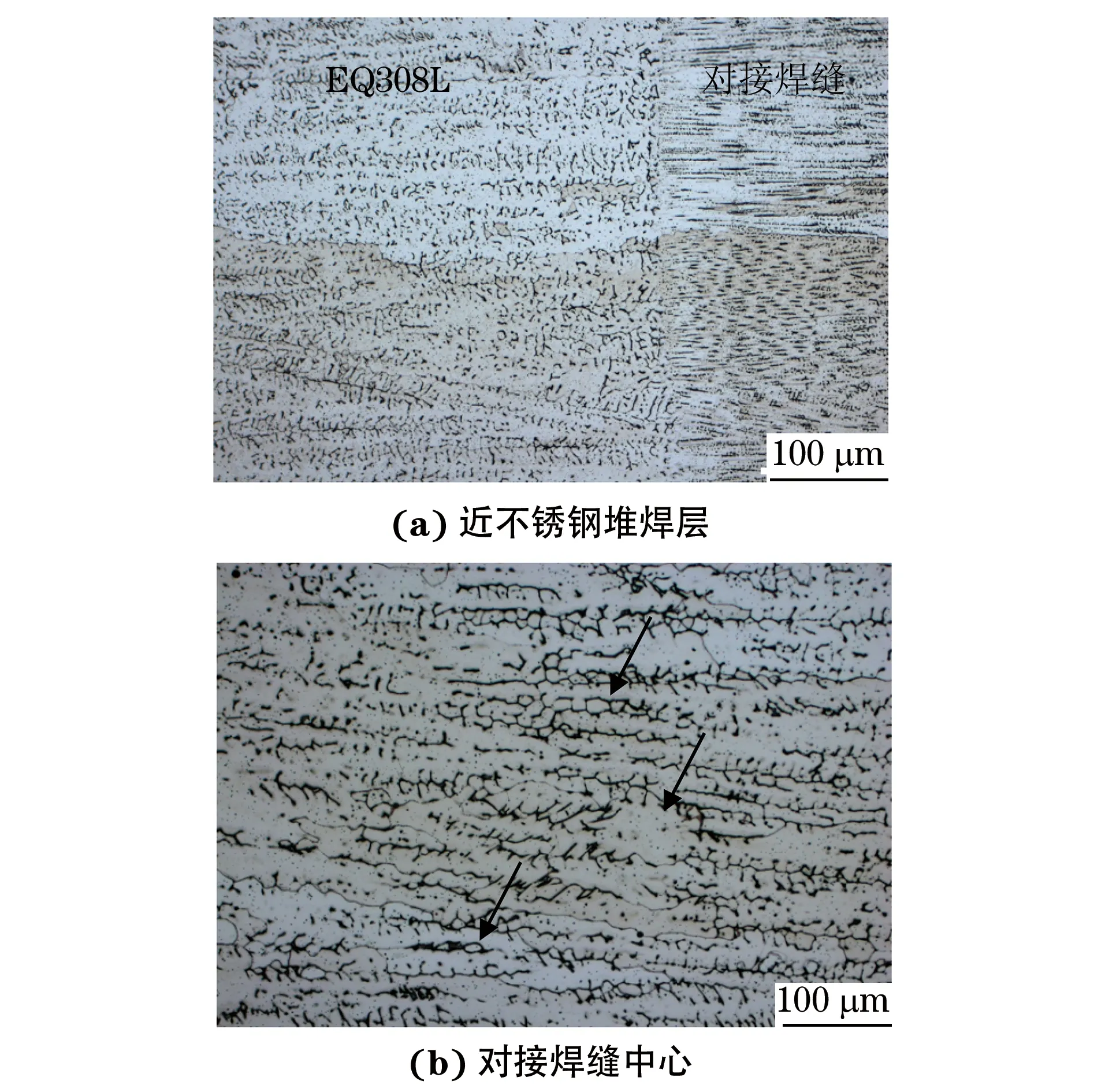
图6 焊接接头中镍基合金对接焊缝的显微组织Fig.6 Microstructure of butt weld of nickel based alloy in welded joint: (a) near stainless steel surfacing layer and (b) center of butt weld
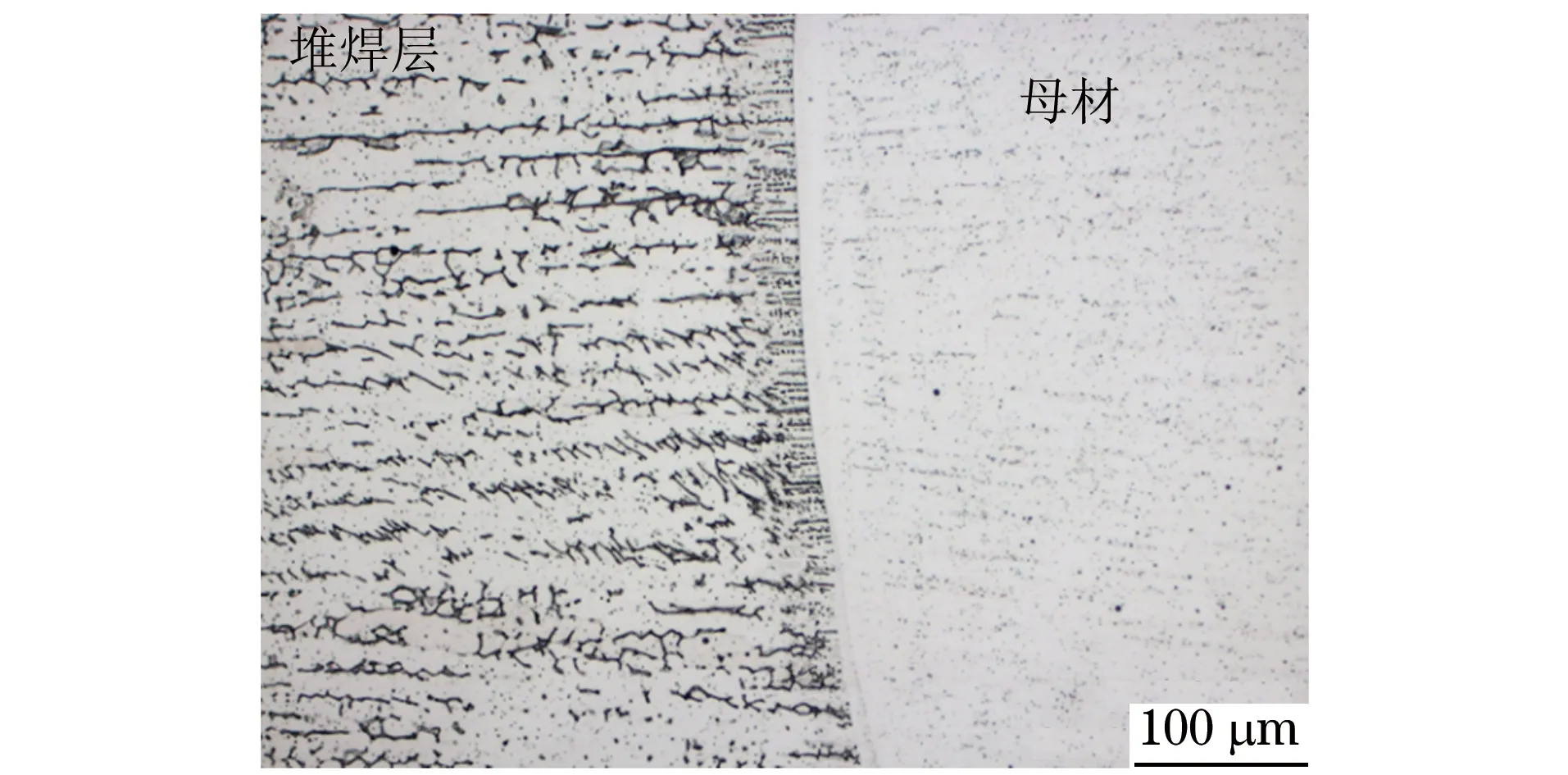
图7 焊接接头中镍基合金堆焊层的显微组织Fig.7 Microstructure of nickel based alloy surfacing layer in welded joint
2.5 镍基合金焊缝的显微组织
由图6可知,镍基合金对接焊缝的组织为柱状奥氏体。与不锈钢焊带埋弧焊相比,ENiCrFe-7镍基合金焊条手工电弧焊时的热输入小,散热速率在垂直于EQ308L不锈钢堆焊层表面的方向上最快,因此奥氏体柱状晶长大速率快,其宽度较窄,且受后续多层多道焊接热循环作用时的长大现象不明显。后续焊道的循环加热相当于对焊缝进行了多次热处理,因此虽然一次晶界清晰可见,但是在柱状晶晶界发生了再结晶,有些再结晶晶粒长大成为等轴状奥氏体,如图6(b)中箭头所示。在奥氏体基体上的黑色点状物是碳化物析出相。由图7可知,镍基合金堆焊层的柱状奥氏体组织明显,晶界清晰平直。
由图8可知,镍基合金堆焊层的隔离效果优于不锈钢的。由此可见,镍基合金比不锈钢更适于作为压力边界焊缝的隔离层材料,镍基合金焊缝的组织也较细小。从异种材料焊接接头残余应力预防的角度考虑,镍基合金的线膨胀系数介于SA508Gr.3Cl.2钢和不锈钢的之间,采用镍基合金可以有效地抑制焊接接头焊接残余应力和焊接变形的产生。
3 结 论
(1) 焊接接头中SA508Gr.3Cl.2钢母材的显微组织为细小贝氏体,贝氏体基体上的碳化物细小且分布均匀,热影响区的组织为粗大的马氏体,碳化物聚集长大成块状。
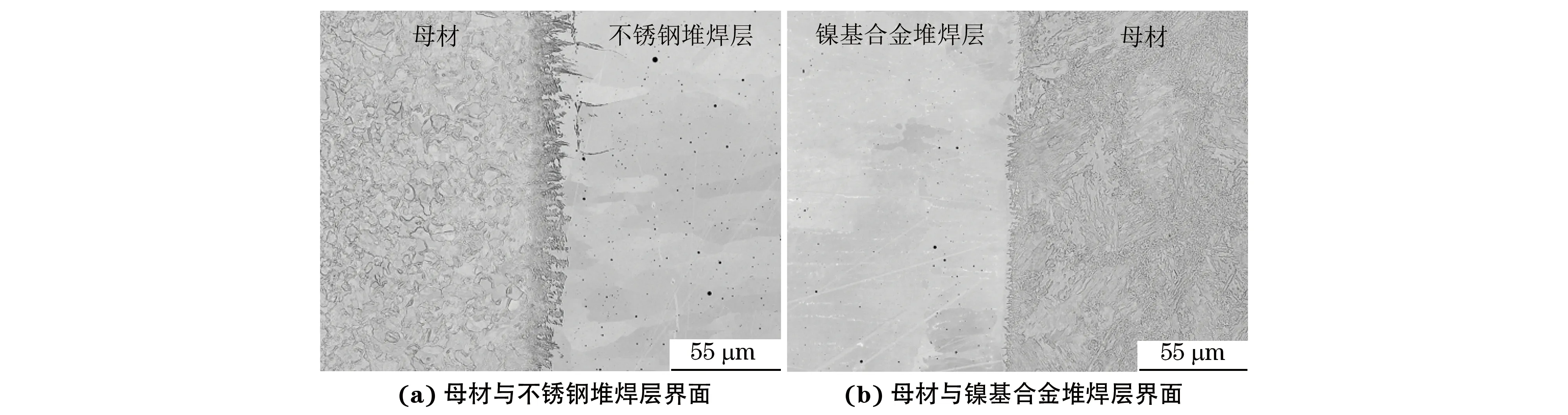
图8 不锈钢堆焊层和镍基合金堆焊层与母材界面的SEM形貌Fig.8 SEM micrographs showing interface between stainless steel surfacing layer (a),nickel based alloy surfacing layer (b) and base metal
(2) 镍基合金堆焊层和对接焊缝的显微组织均为柱状奥氏体组织,基体上有点状碳化物析出相;不锈钢堆焊层的组织为粗大的柱状奥氏体和少量的铁素体;受多层多道焊热循环的影响,不锈钢堆焊层和镍基合金对接焊缝中都发生了奥氏体再结晶,且在靠近SA508Gr.3Cl.2钢热影响区的不锈钢堆焊层中的再结晶现象最明显。
(3) 镍基合金堆焊层抑制SA508Gr.3Cl.2钢中成分稀释焊缝金属成分的效果比不锈钢堆焊层的显著。
[1] 郑明光.压水堆国家重大专项CAP1400型号研发[J].南方能源建设,2015,2(4):3-7.
[2] 孟剑,徐金康.AP1000反应堆蒸汽发生器的设计特点[J].发电设备,2015,29(1):35-39.
[3] 王威,贾晶晶,李永,等.CAP1400蒸汽发生器关键制造技术[J].压力容器,2016,33(9):71-77.
[4] 杨巨文,李双燕,张茂龙.AP1000核岛主设备用的焊接材料和焊接工艺[J].发电设备,2015,29(6):435-438.
[5] 杨巨文,李双燕,徐超,等.AP1000蒸汽发生器制造中的焊接与焊后热处理[J].发电设备,2016,30(2):95-98.
[6] 陈剑辉,杨军,杨巨文,等.焊后热处理时间对奥氏体不锈钢焊缝熔敷金属力学性能的影响[J].焊接,2014(11):39-44.
[7] 薛小怀,李郅远,李天宇,等.焊后热处理对CAP1400蒸发器压力边界焊缝不锈钢隔离层组织和性能的影响[J].材料热处理学报,2018,39(2):108-112.
[8] 周飞,李家驹.核反应堆容器用SA508Gr.3钢热处理[J].一重技术, 2015(3):49-52.
[9] 方俊飞,徐震霖,斯松华,等.不同冷速下Q1100高强钢焊接热影响区粗晶区的组织转变特征[J].机械工程材料,2017,41(1):107-110.
[10] 张敏,王普,刘娟娟,等.D406A钢和20钢异质接头的显微组织和力学性能[J].机械工程材料,2016,40(12):87-91.
[11] 埃里希·福克哈德.不锈钢焊接冶金[M].栗卓新,朱学军,译.北京:化学工业出版社,2004:75-76.
猜你喜欢
山东冶金(2022年1期)2023-01-14
钢管(2022年4期)2023-01-05
山东冶金(2022年2期)2022-08-08
装备制造技术(2020年2期)2020-12-14
热处理技术与装备(2019年3期)2019-12-22
山东冶金(2019年3期)2019-07-10
西南交通大学学报(2018年6期)2018-12-18
中国特种设备安全(2018年10期)2018-12-18
制造技术与机床(2018年9期)2018-09-19