民机制造业标准件开架式配送方法研究
2018-01-14 22:40:32
物流技术 2017年11期
(上海交通大学 机械与动力学院,上海 200240)
1 引言
SF公司民机进入批产阶段以来,服务于民机生产的物料配送系统迎来了新的挑战。年产量目标的大幅度提升要求物料配送需要以生产为核心,保证生产物料的及时准确供应。
然而当前民机仍基本采用过去经验开展物料配送工作,制约了民机物料配送的效率和精度,标准件配送存在如下几项问题,(1)配送方式单一。所有物料基本采用一种模式进行配送,没有合理的配送计划或配送准备工作;(2)配送效率低下。根据现行标准件日常配送数据进行统计,平均每完成一本装配制造大纲配送需耗时33min。(3)特殊出库频率高。标准件一般以装配制造大纲为单位进行配送,然而由于工艺与损耗问题,现场可能需要采用特殊出库方式向库房重复领用标准件,增加了生产准备时间,进而制约了客机的生产进度。因此,需要在分析标准件配送属性的基础上,为不同属性的标准件制定不同的配送方案,以保证民机的年产目标。
2 标准件开架式配送概述
2.1 标准件开架式配送
标准件开架式配送是指物流中心依据生产车间的物料需求信息,按照一定的配送提前量,将所需标准件开架物料提前配送至车间“开放式双匣货架系统”[1],车间领料人员直接从“开放式双匣货架系统”中实时领取物料的一种配送方式。此配送方式具体描述如图1所示。
2.2 开放式双匣货架系统
开放式双匣货架系统分为现场取料区和备料补货区。生产现场的生产人员依据当前开工装配制造大纲所需物料,从现场取料区选择并直接领取物料,完成生产任务。物流作业人员依据开架物料的安全库存量和最大库存量,及时将物料配送补货至备料补货区。具体如图2所示。

图1 标准件开架式配送的概念图
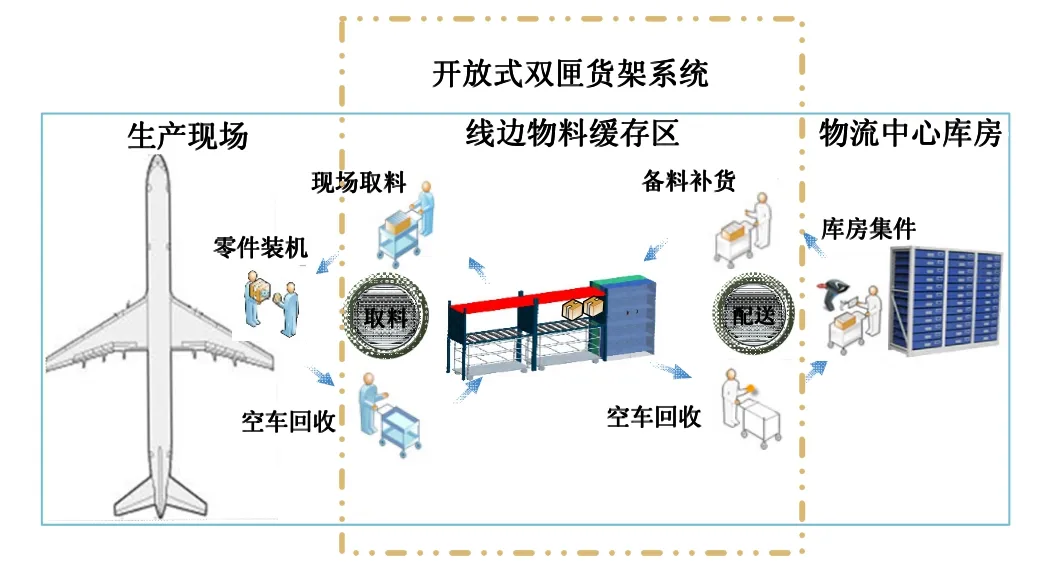
图2“开放式双匣货架系统”的概念图
3 标准件开架式配送方法
3.1 标准件开架物料的界定标准
标准件开架物料为总装、部装车间生产过程中单机定额需求大于100PC、高频领用、低值的标准件。其中,高频领用、低值的标准件的判断标准如下:
(1)高频领用标准件:对一个生产周期内所需标准件的出库频次从高到低进行排序并按ABC分类法[2]进行分类(A类15%,B类60%,C类25%),其中A类标准件为高频领用标准件。
(2)低值标准件:对所有标准件进行单位价值的降序排序,并按上述ABC分类法进行分类,其中的C类标准件为低值标准件。
3.2 开架物料的补货策略
针对标准件开架式配送的特点,采用(t,s,S)策略对标准件开架货架进行补货,即每隔固定的时间t对开架标准件库存进行盘点,库存小于s时,进行补货,补货到库存S[3]。
(1)S值的确定。(t,s,S)策略的核心是确定s和S。研究文献中的s和S的最优值计算方法的实际操作性差,故采用(Q,R)库存策略近似求解[4]。同时因开架标准件均为低值易耗品,故S值可相对较大,设为3个月的需求总量。
(2)s值的确定。在确定t和S的情况下,由服务水平确定s的值。调研分析开架物料的需求分布情况,发现均无明显分布特征,故采用安全库存常用的3σ确定S的值[5]。同时考虑到开架物料库存成本很小而缺货成本很高,s的值应比3σ法更大一些,故需对标准3σ法求得的s进行一定宽泛,取s=5*u+3*5*s。
3.3 标准件开架式配送流程
标准件开架式配送流程主要涉及生产管理部、物流中心、生产车间、信息化部四个部门,各部门需要相互协作,资源共享。具体配送流程如图3所示。
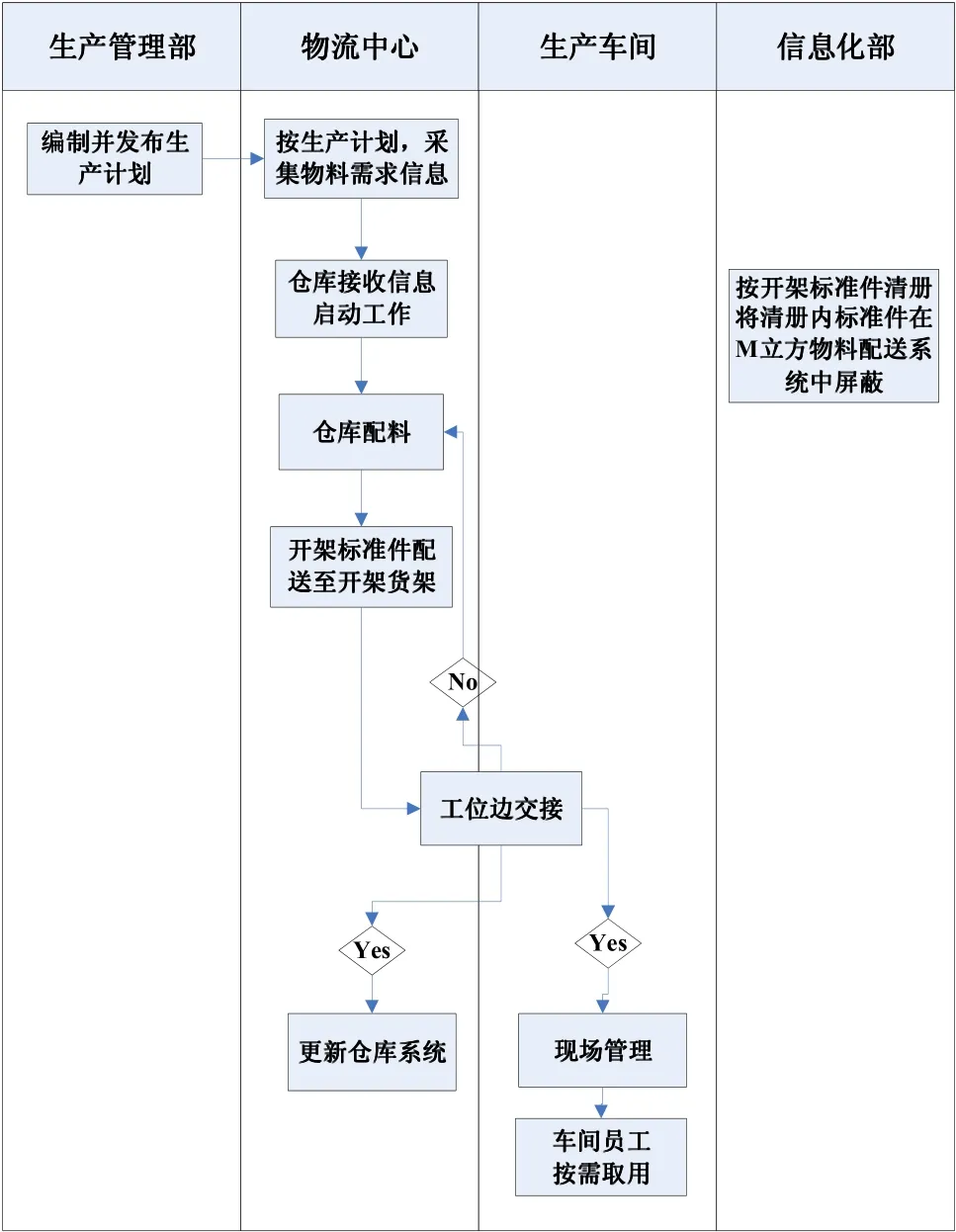
图3 标准件开架式配送流程图
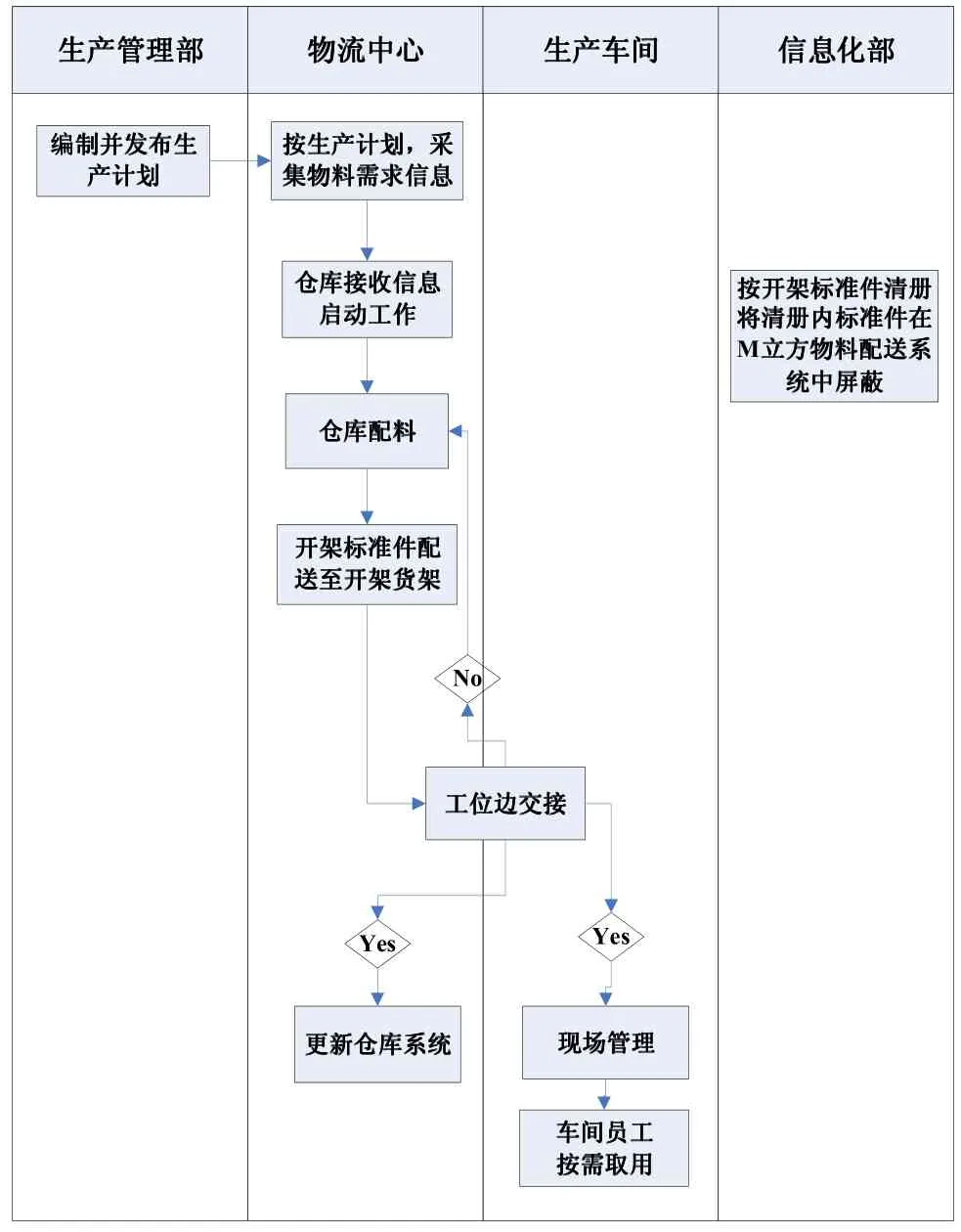
生产管理部物流中心生产车间信息化部编制并发布生产计划按生产计划,采集物料需求信息仓库接收信息启动工作按开架标准件清册将清册内标准件在M立方物料配送系统中屏蔽仓库配料开架标准件配送至开架货架No工位边交接Yes Yes更新仓库系统 现场管理车间员工按需取用
3.4 标准件开架式配送操作步骤
在上述配送流程的基础上,制定详细的操作步骤,以明确各环节的具体工作内容和责任部门。具体操作步骤见表1。
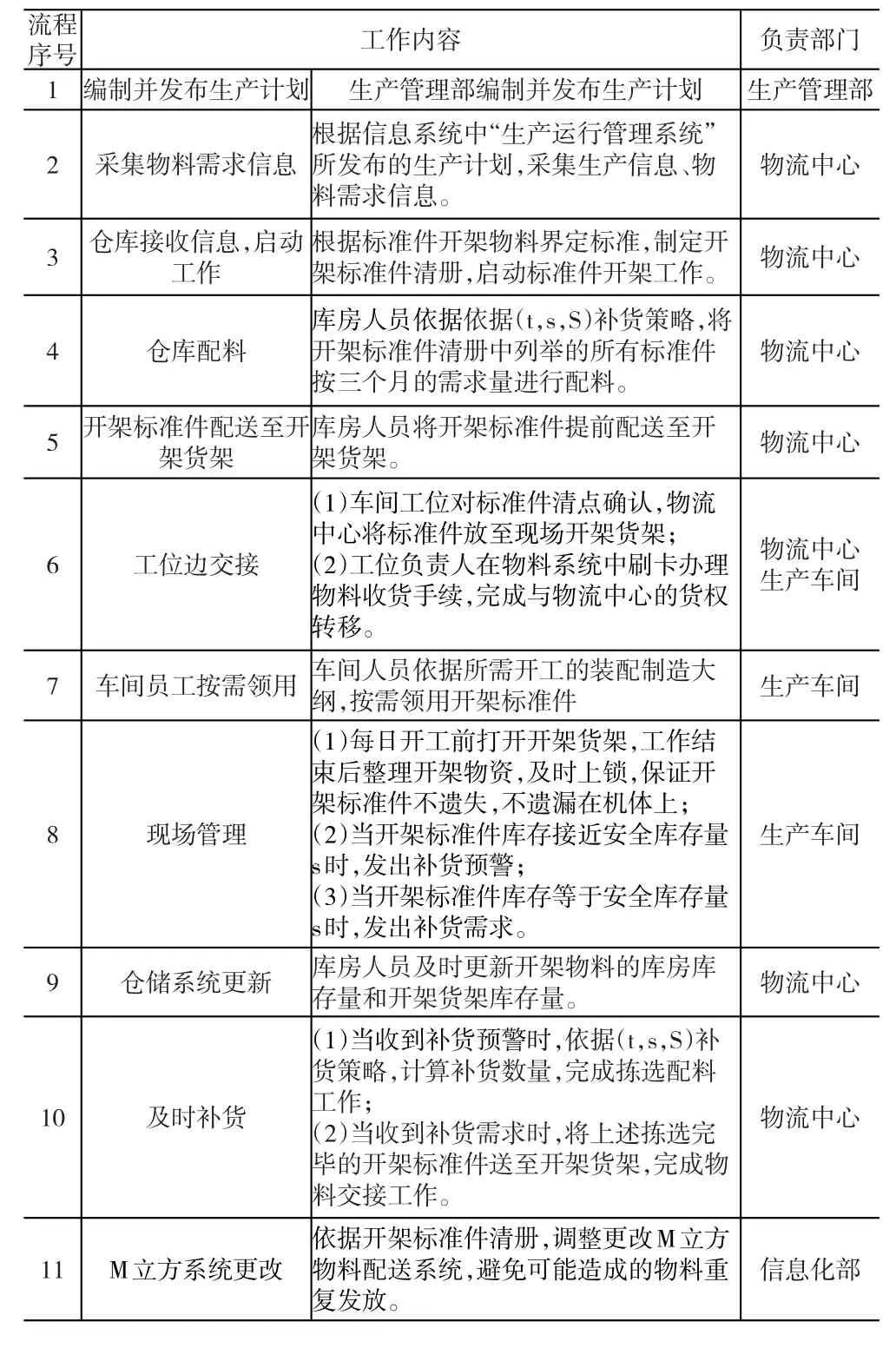
表1 标准件开架式配送操作步骤
3.5 开架式配送管理办法
为实行标准件开架式管理,保障开架式配送流程和作业步骤的充分执行,需要制定新的管理办法和管理细则。具体包括开架标准件车间管理办法、车间剩余标准件的退库管理办法、需求更改审批管理办法、开架标准件清册维护管理办法等。
(1)开架标准件车间管理办法。该管理办法主要针对货权转移后,车间内部实施的开架标准件管理。包括取用管理细则,清点管理细则,机体多余物排查管理细则等。
(2)车间剩余标准件的退库管理办法。由生产车间、物流中心共同制定出车间剩余标准件退库的管理办法,定期清理车间生产剩余的标准件,并将生产线剩余的标准件退回库房。
(3)需求更改审批管理办法。此管理办法主要针对生产车间提出月度需求后,因现场材料的过度损耗,或工程设计更改引起的数量需求增加的情况所制定的特殊出库管理。现场如发生以上情况,由车间填写定额变量申请单,并按照相关审批流程由相关人员审批。物流中心实施增补配送工作。
(4)开架标准件清册维护管理办法。民机在制造过程中,整机所需标准件可能有不同程度的更新,因此需要依据开架标准件界定标准,及时更新开架标准件清册。物流中心需针对开架标准件清册的更新、修订等工作制定相关的工作及审批流程,形成一套有效的管理办法。
4 标准件开架式配送技术支持
4.1 信息化部搭建配送平台
实施标准件开架式管理,物流中心对开架标准件清册内的标准件不再采取以往接收配送通知的方式进行物料配送,而是采取集中配送至线边物料缓存区的配送方式。这就要求信息化部依据开架标准件配送清册,搭建开架标准件配送平台,以实现下述功能。
(1)开架标准件补货预警平台。为开架标准件设置开架标准件库存信息系统,及时更新开架货架上的标准件库存信息,并设置开架货架的安全库存量。当标准件接近安全库存量时,触发开架标准件补货预警平台,发出补货预警。
(2)开架标准件单独配送。开架标准件集中拣选统一配送的形式,与现有基于装配制造大纲的配送通知形式的配送不同。信息化部门需搭建开架标准件配送系统,为车间发送补货需求、物料配送等命令提供单独平台,以避免物料的重复发放。
(3)开架标准件单独交接。开架标准件的补货量由最大库存量和安全库存量决定,而不是依据装配制造大纲的需求量。因此,应建立单独的开架标准件物料交接平台,以实现物流中心和生产车间的货权转移。
(4)开架标准件单独补货。开架标准件在库房和线边物料缓存区的开架货架均有库存,信息化部需构建开架标准件补货系统,当开架标准件库存达到安全库存水平时,用于提供车间发出补货需求,物流中心接收并完成补货。
4.2 财务部构建开架标准件成本核算体系
目前公司财务部要求,材料稽核以派工号为核算依据,将各种物料(包括标准件)核算至具体工艺文件中。如:装配车间领用铆钉须将该铆钉出库核算至具体对应的装配大纲上。
为实施标准件开架式配送,目前的财务核算方式难以满足。需要财务部调整财务核算方法,针对开架标准件清册内的标准件以盘点周期为单位时间,使用分摊成本的核算方式将该部分成本分摊至车间具体工位。
4.3 物流中心购置配套设施设备
(1)开架货架。实施标准件开架式配送,需依据开架标准件清册和工位物料需求,确定合理的开架货架占用面积,配置恰当的物料存储盒和货架。
经过调查调研分析,民机总装车间各工位所需物料的相似度较低,因此,需要为每个工位配置开架货架区。每个工位所需货架和货架占用面积的计算方法如下:
①确定所有开架标准件的物料存储盒规格。统计开架标准件清册中各类标准件的几何尺寸,计算最大库存量下的各类标准件的体积。依据体积参数,将开架标准件分成若干组,每组体积大小相似,使用一种物料存储盒。从而确定所有开架标准件的物料存储盒的规格和数量。
②确定各工位所需存储的物料存储盒的容积。依据开架物料清册和各工位物料需求,确定各工位需要开架的标准件和相应的物料存储盒规格,进而求得各工位所需存储的物料存储盒的容积。
③确定各工位开架货架占用面积和货架规格。为保证飞机的生产移动,线边物料缓存区内放置的货架高度不得高于机翼距地面高度。因此开架货架的高度设定为1.6m。将各个工位所需各类物料存储盒的占用体积累加,求得各工位所需存储体积,则各工位开架货架占用面积即为存储体积与货架高度的比值。
依据各工位所需存储的物料存储盒规格、货架高度、货架占用面积等参数,确定各工位的开架货架的规格参数。具体操作步骤如图4所示。
(2)条码扫描器。标准件开架式配送的物料交接环节是在车间现场完成,为减少交接环节对车间现场的干扰,保证生产的连续性,提高交接的效率,传统的交接作业已不能满足需求。同时,车间人员需要依据当前工作指令,自主选择所需开架标准件,传统的物料标识不能保证开架物料选择准确性和高效性。因此,在开架式配送管理过程中,引入条形码技术,采用条形码标识货架和物料,利用条码扫描器完成开架物料的实体流动和信息传递。
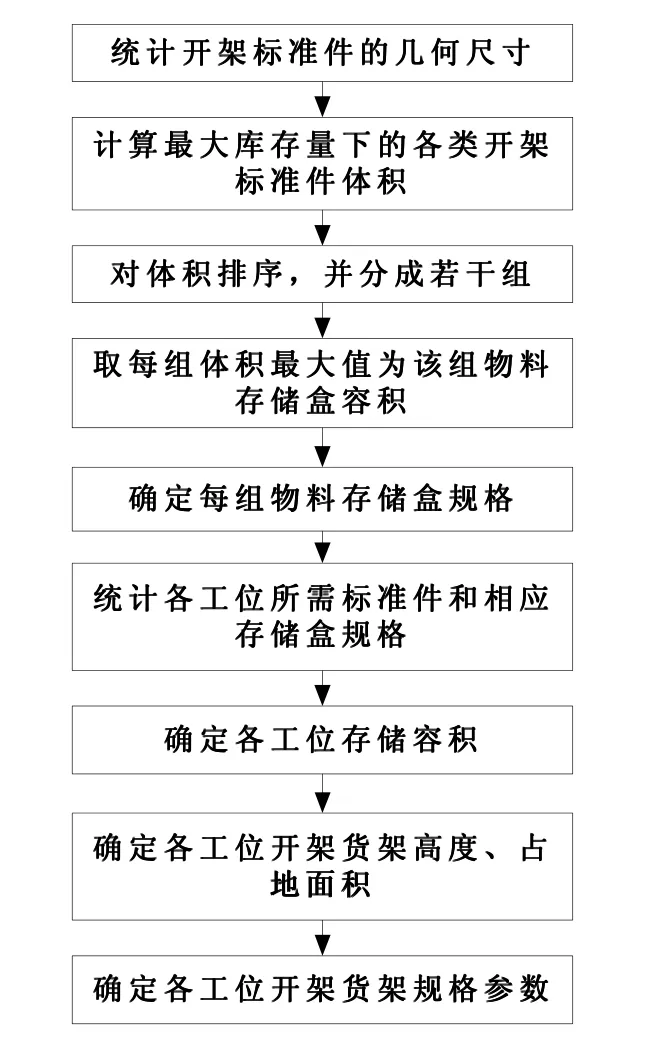
图4 开架货架规格参数确定流程
5 标准件开架式配送的优势
5.1 从供应角度解决制造合理性问题
在民机的生产制造过程中,部分标准件的具体选用要根据现场实际需要来制定。如:机身对接时,因前道工序制造公差和装配现场不可避免的突发情况,在对接面的铆钉选用工程图纸和工艺需求只给出铆钉的基本牌号和直径,而铆钉的长度需要根据现场生产的实际情况按需使用。采用原有的配送方式无法解决这类问题,只能由车间自行确定尺寸并申请领用。采用标准件开架式管理,车间人员可从开架货架中自行选择并使用。因此,开架配送能够从供应角度解决了制造工艺合理性问题。
5.2 提高物料供应的准确性和及时性
标准件开架式配送模式是对开架物料的集中配送,较现阶段依据装配制造大纲的配送模式,物料的拣选次数、配送次数、交接次数显著降低,提高了物料在物流环节的供应准确性。此外,开架物料由车间人员按需领用,供应及时性较传统供应模式明显提高。
在标准件物料采购方面,开架式配送流程中为开架标准件设定了安全库存量和库存预警。结合当前库存水平,物流人员能够判断物料是否采购,从库存方面保证了采购供应的及时性。
5.3 降低物流成本
标准件开架式配送模式能够显著缩短物料配送、领用的时间,减少配送作业次数,因此节约了物流作业的时间成本和人工成本,使得项目成本管理更趋于合理。
标准件开架式配送管理方法与标准件通用性强、使用频度高、对配送顺序要求不高的特点相适应,能够在保证物料供应准确性的前提下,提高供应的及时性,降低物流成本。开架式配送管理方法的推行需要物流中心与生产管理部、生产车间和信息化部协作共赢,以更好的服务于民机的生产,为大客飞机的物资供应奠定良好的基础。
[1]刘平.创新的供应链管理模式—开架管理[J].中外企业家,2013,(7).
[2]王景恒.物流配送关键技术优化方法研究[D].长春:吉林大学,2006.
[3]伊俊敏.物流工程[M].北京:电子工业出版社,2009.
[4]黄春.基于供应链管理的库存控制方法研究[D].合肥:合肥工业大学,2009.
[5]刘开来.决策支持系统在库存管理中的应用[D].长沙:湖南大学,2008.
猜你喜欢
机械工业标准化与质量(2022年4期)2022-08-12 02:20:54
华人时刊(2022年5期)2022-06-05 07:32:32
中国管理科学(2019年12期)2020-01-16 01:42:22
物流技术(2017年4期)2017-06-05 15:13:38
浙江档案(2016年4期)2016-05-16 02:58:28
汽车零部件(2014年5期)2014-11-11 12:24:34
组合机床与自动化加工技术(2014年12期)2014-03-01 02:23:00
中国质量与标准导报(2014年1期)2014-02-28 22:21:34
北京档案(2013年5期)2013-04-29 00:44:03
物流(2009年8期)2009-10-20 09:05:02