磨煤机磨辊辊套与磨辊座间连接方式的研究
2017-11-09 06:59李治宝
装备机械 2017年3期
□ 李治宝
上海电气上重碾磨特装设备有限公司 上海 200245
磨煤机磨辊辊套与磨辊座间连接方式的研究
□ 李治宝
上海电气上重碾磨特装设备有限公司 上海 200245
对HP系列磨煤机磨辊辊套与磨辊座间的连接方式进行了分析,对热套连接转矩进行了校核,并探索采用胀紧连接套连接和后部端盖压紧方式连接替代热套连接,对三种连接形式的优劣进行了比较。
磨煤机;磨辊;连接
1 结构分析
磨辊辊套作为HP系列磨煤机的碾磨件,直接碾磨原煤。碾磨的原煤煤质参差不齐,大量劣煤、硬物进入磨煤机。为了保证磨辊辊套的使用寿命,采用表面堆焊技术,将耐磨焊丝堆焊在辊套表面,形成有效的抗磨损层。磨辊辊套磨损到一定程度,就需要拆下重新堆焊,以保证设备的长期可靠运行。
HP系列磨煤机磨辊装置结构如图1所示。两个面对面安装的大圆锥滚柱轴承将磨辊座固定在轴上,采用热套工艺过盈连接将磨辊辊套装配在磨辊座上。磨辊辊套与磨辊座间的连接除常见的热套连接外,还有胀紧连接套连接和后部端盖压紧方式连接。

图1 HP磨煤机磨辊装置结构
2 三种连接方式原理
2.1 热套连接
热套连接是在较高的温度下完成的,要保证套装时的温度高于工件温度。热套连接可以传递轴向力、扭矩,也可以承受弯矩。
在热套连接过程中,应先将磨辊辊套进行加热,加热的方法根据装配工件材质、尺寸、工作环境、配合过盈值而定。
以HP743型磨煤机为例,磨辊辊套和磨辊座选择过盈配合,磨辊辊套孔尺寸为磨辊座配合外圆为表面粗糙度均为3.2 μm。此种配合产生的最大过盈量Ymax=0-0.229=-0.229 mm,最小过盈量Ymin=0.102-0.127=-0.025 mm。
假设磨辊辊套与磨辊座的连接以两个简单厚壁圆筒在弹性范围内的连接为基础计算。由于连接压力而产生的变形与应力成线形关系,连接的承载能力主要取决于连接的摩擦力和磨辊辊套、磨辊座的强度。计算的假设条件如下。
(1)磨辊辊套与磨辊座处于平面应力状态,即轴向应力为零。
(2)磨辊辊套与磨辊座在连接长度上连接压力为常数。
(3)材料的弹性模量为常数。
当连接面的径向压强为Pfmin时,连接面所产生的最小摩擦阻力矩应大于或等于外加转矩M。由于最小过盈量已知,则径向压强Pfmin可由式(1)校核:

式中:Sa和Si分别为磨辊辊套和磨辊座连接面的表面粗糙度;df为连接面名义直径;Ca和Ci分别为磨辊辊套和磨辊座的刚性因数;Ea、Ei分别为磨辊辊套和磨辊座材料的弹性模量。
磨辊辊套直径比qa和磨辊座直径比qi按式(2)~( 3)计算:

式中:da为磨辊辊套外径,da=1 021 mm;di为磨辊座内径,di=419 mm。
计算得 qa=0.78,qi=0.52, 查 GB/T 5371—2004《极限与配合 过盈配合的计算与选用》,得Ca=3.821,Ci=1.531,因此,Pfmin=0.284 9 MPa。
上述最小连接压力传递的转矩可按式(4)计算:

式中:If为连接长度,If=196 mm;μ为摩擦因数,μ=0.11。
则 M=6.075 058 kN·m。
2.2 胀紧连接套连接
胀紧连接套连接是在毂孔与轴之间装配一个或几个胀紧连接套,由一对分别带有内外锥面的套筒组成。在轴向力作用下,连接套同时胀紧轴与毂,是一种静态连接,以传递转矩、轴向力或两者的复合载荷。
装配连接套后,拧紧连接螺栓,便可将轴和毂胀紧,以传递载荷。
以HP743型磨煤机为例,将磨辊辊套与磨辊座的连接改为胀紧连接套连接,如图2所示。
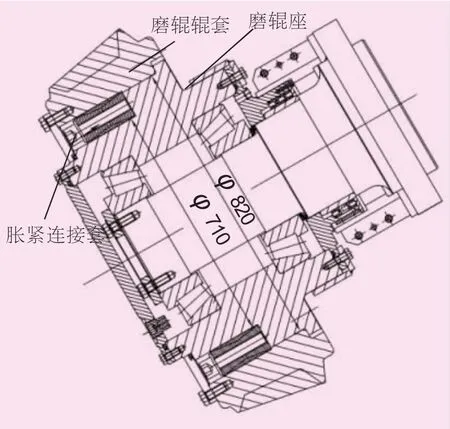
图2 磨辊辊套与磨辊座胀紧连接套连接结构
根据 JB/T 7934—1999表 3,选用 Z2-710×820型胀紧连接套,其额定载荷转矩为1 054 kN·m,远高于采用热套连接时最小过盈量所能承受的转矩。虽然在采用热套连接时没有考虑承受轴向力,但是该型号胀紧连接套的额定轴向力为2 970 kN,完全能满足要求。
胀紧连接套配合的轴和孔,其公差极限偏差按GB/T1800和GB/T1801系列标准规定。磨辊辊套和磨辊座之间的尺寸配合选用φ820基孔制过渡配合,过盈量为-0.018~0.074 mm。与胀紧连接套连接的轴和孔,其表面粗糙度按GB/T 1031—2009《产品几何技术规范(GPS)表面结构 轮廓法表面粗糙度参数及其数值》规定。
2.3 后部端盖压紧方式连接
磨辊辊套与磨辊座采用两处配合面间隙配合,后部大端盖压紧,结构如图3所示。磨辊辊套套在磨辊座上,依靠磨辊座前部台阶定位。前部配合面直径略大于后部配合面直径,有利于磨辊辊套套入。大端盖压紧磨辊辊套,并被一组螺栓固定在磨辊座上。前后部配合最大间隙均为0.27 mm,最小间隙均为0,配合偏差为0.27 mm,配合类型为间隙配合。
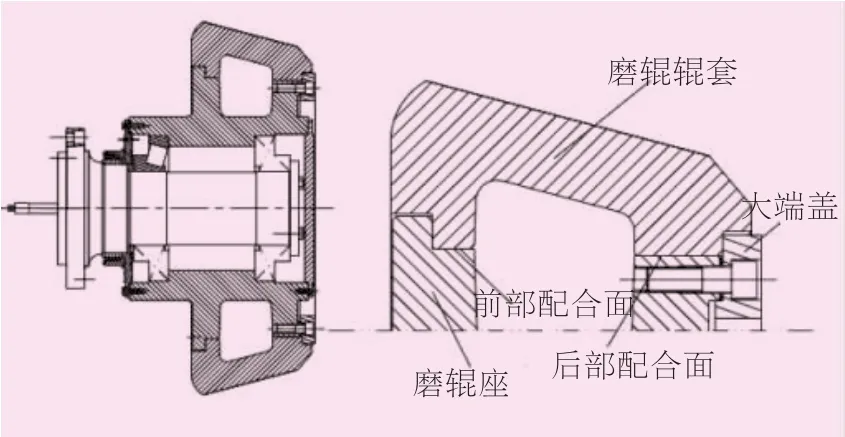
图3 磨辊辊套与磨辊座后部端盖压紧连接方式结构
3 三种连接方式比较
3.1 热套连接
热套连接可靠性高,结构简单。
在磨辊检修时,有专用的磨辊翻出机构,磨辊装置绕轴旋转,翻转到竖直的维修位置。一旦磨辊固定在竖直位置上,就可以用行车吊开已磨损的辊套,换上新辊套。
热套连接存在缺点。由图4可以看出,当磨辊辊套处于翻出磨煤机壳体位置时,磨辊辊套加热的空间受限,无法进行有效加热。当磨辊装置处于竖直位置时,磨辊中心线只是偏离磨煤机壳体很小的距离,极难保证吊钩竖直向上提起磨辊辊套,起吊时易出现配合面卡死的现象。
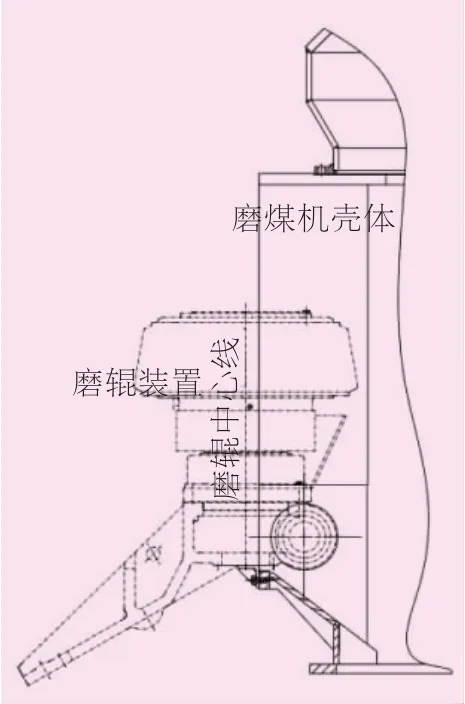
图4 磨辊装置竖直维修示意图
3.2 胀紧连接套连接
胀紧连接套连接有许多独特的优点。
(1)胀紧连接套使零件制造和安装简单。安装胀紧连接套的磨辊辊套和磨辊座配合面加工精度较过盈配合的加工精度低。
(2)胀紧连接套安装时不需要加热、冷却和加压设备,只需将螺栓按要求的力矩拧紧即可,且调整方便,可以将磨辊辊套在轴上方便地调整到所需要的位置。
(3)胀紧连接套的使用寿命长,强度高,依靠摩擦传动,对被连接件没有键槽削弱,也无相对运动,工作中不会产生磨损。
(4)胀紧连接套可以承受多重载荷,其结构可以做成多种样式。根据安装载荷大小,还可以多个胀紧连接套串联使用。
(5)胀紧连接套拆卸方便,具有良好的互换性。胀紧连接套能将较大配合间隙的磨辊辊套和磨辊座连接起来,拆卸时将螺栓拧松,即可使磨辊辊套和磨辊座拆开。胀紧时,接触面紧密贴合,使磨辊辊套不易脱落。
胀紧连接套连接的缺点为:对于较大尺寸的磨辊辊套,由于所传递的力矩大,选择的胀紧连接套尺寸也大,成本上升,安装难度有所增加。
3.3 后部端盖压紧方式连接
(1)磨辊辊套与磨辊座之间采用间隙配合,使零件制造和安装简单。
(2)安装时不需要加热、冷却和加压设备,只需将螺栓按要求的力矩扭紧即可。
(3)拆卸方便,且具有良好的互换性。
(4)需要严格控制前后两配合面的间隙量,间隙量过小无法体现装配的简便,间隙量过大致使磨辊辊套在磨辊座上打滑,损坏零件。
4 结束语
通过笔者分析可见,磨辊辊套与磨辊座的连接可以采用多种形式,采用胀紧连接套连接或后部端盖压紧方式连接替代热套连接完全可行。
[1] 叶志强,沈光明,张明,等.磨煤机:201320657587.4[P].2014-04-23.
[2] 西北工业大学机械原理及机械零件教研室.机械设计[M].8版.北京:高等教育出版社,2006:.
[3] 李涛.加热法装配与过盈配合技术[J].农机使用与维修,2012( 5):41-42.
[4] 张志江.孔轴过盈装配技术实践[J].设备管理与维修,2011( 12):27-28.
[5] 王振宇.过盈配合的选择方法[J].机械制造与自动化,2006,35( 5):61-63,65.
[6] 极限与配合 过盈配合的计算和选用:GB/T 5371—2004[S].
[7] 张兆福,毕滨,刘星.机械胀紧联结套的应用及装配调整方法浅析[J].有色矿冶,2014,30( 2):72-74.
[8] 胀紧联结套 型式与基本尺寸:JB/T7934—1999[S].
[9] 屈波.互换性与技术测量 [M].北京:机械工业出版社,2014.
[10]甘永立.几何测量公差与检测[M].10版.上海:上海科学技术出版社,2013.
Theconnection modeof themill roll sleeveand themill roll seat of HPseriespulverizer wasanalyzed,and thetorquefor shrinkagefit connection waschecked whileexploringother connection modesthat might replace shrinkage fit connection such as the connection with expansion joint sleeve or the connection with impaction of rear end cover.Theadvantagesand disadvantagesof threeconnection modeswerecompared.
Pulverizer;Mill Roll;Connection
TH123
A
1672-0555(2017)03-051-04
2017年6月
李治宝(1981—),男,本科,工程师,主要从事电站制粉设备设计及新产品开发工作
(编辑:平 平)
猜你喜欢
粮食加工(2022年3期)2023-01-06
电子乐园·上旬刊(2022年5期)2022-04-09
粮食加工(2022年1期)2022-03-23
粮食加工(2021年6期)2021-12-03
粮食加工(2021年1期)2021-08-19
科学技术创新(2020年6期)2020-04-18
重型机械(2019年3期)2019-08-27
科技创新与应用(2019年19期)2019-06-17
汽车科技(2019年1期)2019-02-25
科技视界(2017年1期)2017-04-20