钠硫电池不锈钢真空激光焊接工艺的研究*
2017-11-09 06:59潘红涛徐中超
装备机械 2017年3期
□ 潘红涛□ 徐中超□ 魏 铮
1.上海电气钠硫储能技术有限公司 上海 201815
2.上海电气集团股份有限公司 中央研究院 上海 200070
钠硫电池不锈钢真空激光焊接工艺的研究*
□ 潘红涛1□ 徐中超1□ 魏 铮2
1.上海电气钠硫储能技术有限公司 上海 201815
2.上海电气集团股份有限公司 中央研究院 上海 200070
研究了大功率光纤激光器在真空下对钠硫电池正极侧封口进行焊接的问题,分析了焊接夹具、真空度、速度,以及热影响等因素对焊接质量的影响,并确定了最佳焊接工艺。通过进行焊接件气密性测试、焊缝金相分析、接头强度测试等,表明所确定的工艺可以满足钠硫电池技术要求。
钠硫电池;不锈钢;激光焊接
1 课题背景
储能系统作为电力系统必备的能量缓冲环节,能够起到电网电力调峰、提高系统运行稳定性及提高电能质量的作用。钠硫电池被认为是最具有应用前景的大容量储能电池,分别以硫和钠为正、负极材料,以钠离子导体β"-Al2O3陶瓷管为电解质[1-2],具有比能量高(达760 Wh/kg)、充放电效率高、可大电流充放电、无自放电、原料来源容易、运行费用低、维护较方便、不污染环境和寿命长等优点,适合电力系统的储能使用。钠硫电池工作温度为300~350℃,在该温度范围内,正、负极材料均为液态。为了确保正、负极活性物质与外界空气隔绝,在结构上必须要求电池为全密封结构。
激光焊接具有焊接速度快、深度大、变形小、热量小、功率密度高等优点,并能在特殊条件下焊接,如在真空、空气及某些气体环境中均能施焊,因此被用于钠硫电池金属与金属间的焊接[3-4]。由于钠硫电池的正极侧需要真空环境,因此正极侧的封口焊接需在真空环境中进行。由于在焊接位置处不仅有316L不锈钢,还有与其热膨胀系数相差较大的金属铝和α-Al2O3陶瓷材料,在对316L不锈钢进行激光焊接的同时,需要考虑热量对金属铝和陶瓷材料作用时所产生的热膨胀情况,否则将会破坏不锈钢和陶瓷的结合或陶瓷自身性能。另外,常规连续激光焊接时,一般会有惰性气体对焊接位置进行吹气保护,在保护气体的作用下,焊缝的宽度也会变大,有助于激光焊接性能的提高。然而,在真空环境中,焊接过程中形成的等离子体笼罩在焊接位置的表面,吸收和散射了激光,导致激光有效功率降低[5-8],这也大大增加了真空焊接的难度。因此,笔者通过试验,研究了钠硫电池不锈钢材料在真空环境下的激光焊接性能。
2 试验方法
2.1 试验设备
试验使用的激光焊接方式为连续激光焊,设备为IPG2000型光纤激光器,光纤耦合输出,最高功率为2 000 W,激光波长为1 064 nm,光纤芯径为150 μm。焊接工艺采用自行设计的夹具,伺服电机驱动,焊接件在夹具中焊接精度可满足激光焊接的要求。
2.2 试验材料
试验采用的材料为钠硫电池焊接零件用316L不锈钢,其主要成分见表1。焊接试件由上、下两个零件组成,如图1所示。

表1 316L不锈钢成分%
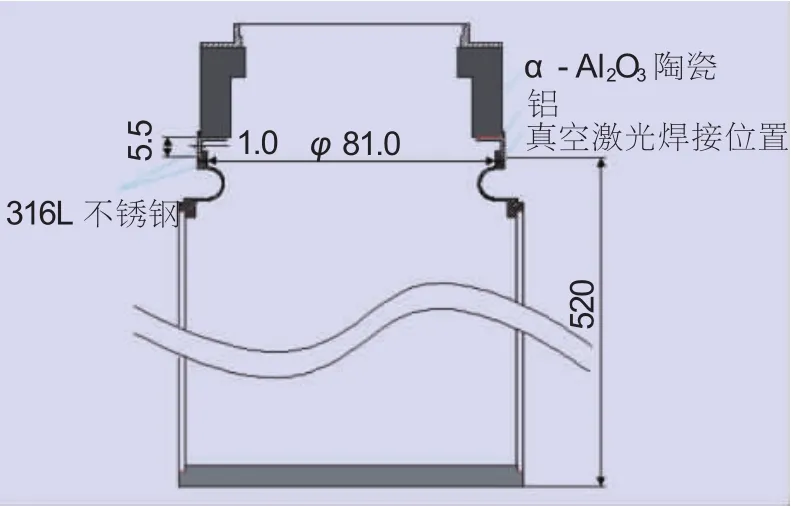
图1 钠硫电池真空激光焊接试件结构示意图
2.3 方法及过程
试验过程中,对夹具精度进行优化改进,通过对钠硫电池的模拟金属件进行不同工艺条件下的焊接试验,探讨工艺参数对焊缝气密性、尺寸、强度、晶粒度,以及陶瓷-不锈钢结合面受热情况的影响,以获得最佳工艺参数。试验前,将两个需要焊接的零件放入自行设计的焊接夹具中,并进行机械固定,通过底部旋转电动机旋转,调节激光器激光发射的位置及焊接离焦位置,使激光束对准待焊件的配合缝隙。为了获得更有效的焊接熔深,试验中激光焦距为负离焦状态[9-10]。焊接时,通过底部旋转电动机使焊接试件以一定速度旋转。焊接后通过氦气检漏测试仪来进行焊缝气密性测试,采用内水压测试及剪切拉伸试验来评定焊接接头的强度,并用金相显微镜观察焊缝的尺寸、缺陷及微观结构。
3 结果与讨论
3.1 真空激光焊接机理
激光深熔焊接一般采用连续激光光束完成材料的连接,在具有足够功率密度的激光照射下,焊接材料蒸发并形成小孔。这个充满蒸气的小孔犹如一个黑体,几乎吸收全部的入射光束能量,孔腔内平衡温度达2500℃左右[10]。热量从这个高温孔腔外壁传递出来,使包围在这个孔腔四周的金属熔化。小孔内充满在光束照射下母体材料连续蒸发所产生的高温蒸气,小孔四壁包围着熔融金属,液态金属四周包围着固体材料。孔壁外液体流动和壁层表面张力与孔腔内连续产生的蒸气压力保持着动态平衡,光束不断进入小孔,小孔外的材料在连续流动,随着光束移动,小孔始终处于流动的稳定状态。因此,小孔和围着孔壁的熔融金属随着前导光束的前进而向前移动,熔融金属充填着小孔移开后留下的空隙并随之冷凝,进而形成焊缝[7,11]。
3.2 夹具对真空激光焊接质量的影响
在激光焊接中,夹具的精度是影响电池焊接质量的关键因素之一。对于圆柱型电池而言,一般采用横焊的方式进行焊接。在焊接过程中,当焊接参数不变时,轴向窜动和径向跳动的大小直接决定焊接熔深及熔宽一致性的好坏。由于钠硫电池的不锈钢外壳为薄壁管,圆度较差,普通夹具并不能满足焊接精度要求,因此,试验过程中设计了如图2所示的三点定心夹具装置。这一装置由两个固定定心轴承和一个伸缩定心轴承组成,焊接过程中,在伸缩定心轴承的作用下,可以保证焊接点与激光头间的距离不变,即离焦量恒定。
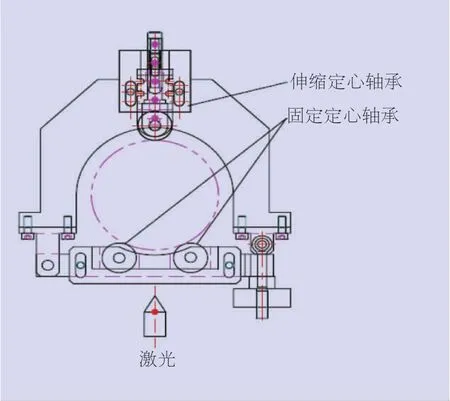
图2 钠硫电池激光焊接三点定心夹具示意图
图3和图4为电池在普通夹具和改进夹具中径向跳动和轴向窜动的情况,可以看出,改进后的电池在夹具中轴向窜动和径向跳动都不超过0.12 mm。图5为不同轴向窜动对有效焊接熔深的影响,图中a、b、c依次为偏离 0.2 mm、0.12 mm和 0 mm,其有效焊接熔深对应减小0.30 mm、0.12 mm和0 mm,由偏离量及实际焊接要求可以看出,轴向窜动在0.12 mm以内较好,改进后的夹具精度刚好可以满足要求。
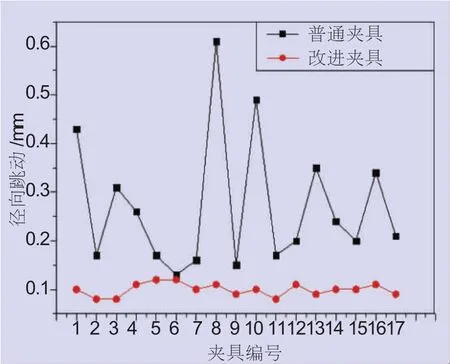
图3 钠硫电池在真空夹具中径向跳动情况
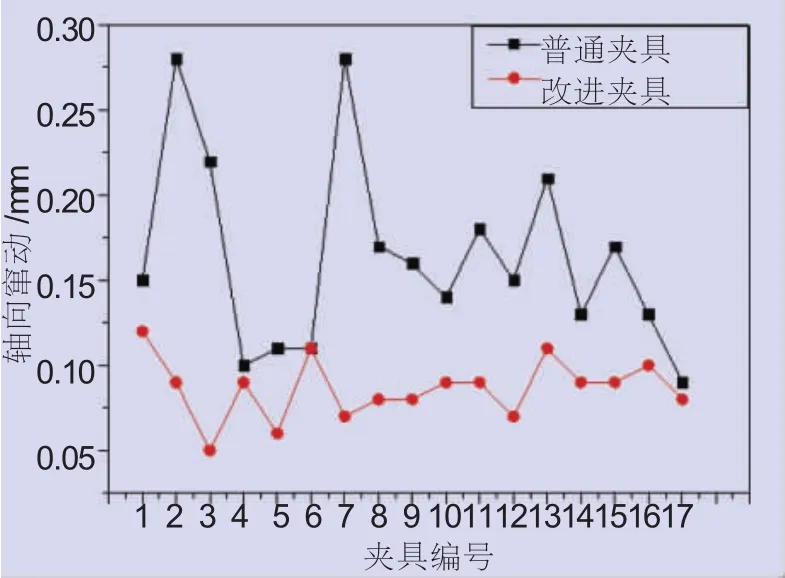
图4 钠硫电池在真空夹具中轴向窜动情况
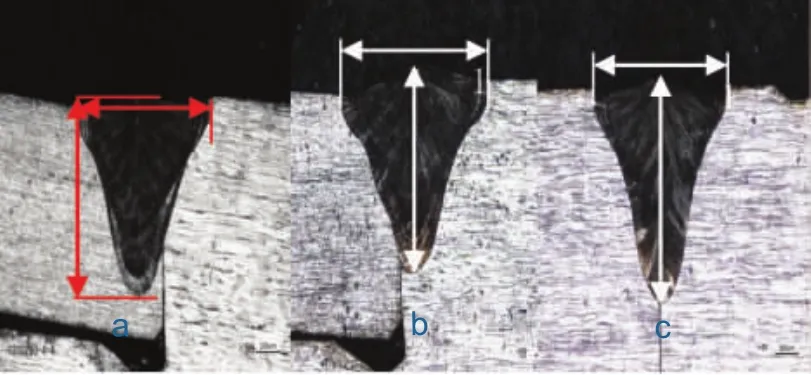
图5 电池在真空夹具中轴向窜动对焊接偏离量的影响
3.3 焊接工艺对焊接质量的影响
在钠硫电池真空激光焊接过程中,焊接真空度、焊接速度及热影响等是影响真空焊接质量的关键因素。
(1)真空度的影响。表2是不同真空度下焊缝的外观,可以看出:随着真空度的不断升高,焊缝的外观颜色逐渐接近金属光泽;在100 Pa时,焊缝表面氧化严重,为黑褐色;在10 Pa时,焊缝为金黄色;在1 Pa时,焊缝为金属亮色。产生这些现象主要是因为真空度越高,环境中氧气含量越少,高真空环境下焊接可避免焊缝的氧化和不锈钢的烧损[8]。虽然随着真空度的提高,对等离子体的抑制作用不断加强,导致等离子体热传导作用大大减弱[4],但由于焊接速度较快,达50 mm/s,焊接功率达1 020 W,此时等离子体不会大量吸收激光能量,对激光产生散射和折射作用不明显,焊缝的熔宽并没有明显变化。
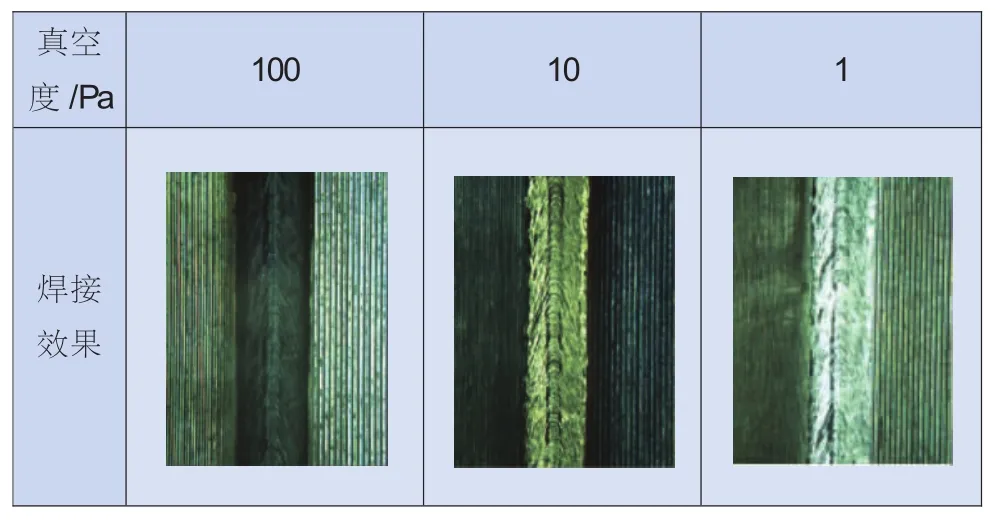
表2 真空度对焊接质量的影响
表3为在1 Pa真空度下,电池在不同焊接速度下的焊接熔深及熔宽情况,可以看出,随着真空焊接速度减小,焊接熔宽和熔深逐渐增大。这主要是由于当焊接速度较慢时,激光在焊接位置上停留的时间长,使熔池部位金属获得较充分的能量,从而使焊接熔深及熔宽变大。

表3 焊接速度对焊接质量的影响
(2)吸热材料的影响。在钠硫电池结构中,真空激光焊缝离陶瓷与不锈钢的封接面仅有5.5 mm,在焊接过程中,熔池的瞬间温度高达2 500℃,由于陶瓷、不锈钢及铝的热膨胀系数相差较大(表4),陶瓷-铝-不锈钢封接面受到瞬间的热冲击,产生热应力,甚至会导致陶瓷开裂。可见,在焊接过程中需要对焊接金属进行冷却,在真空中最有效的方法是在焊接面附近位置增加吸热材料。试验中,在电池结构中的下部凹环处增加与之紧固配合的纯铜套。在加纯铜套作吸热材料之后,焊接过程中没有出现材料受热后因膨胀不均匀而产生开裂的情况。因此,钠硫电池在真空激光焊接过程中,增加吸热材料可有效提高焊接质量。
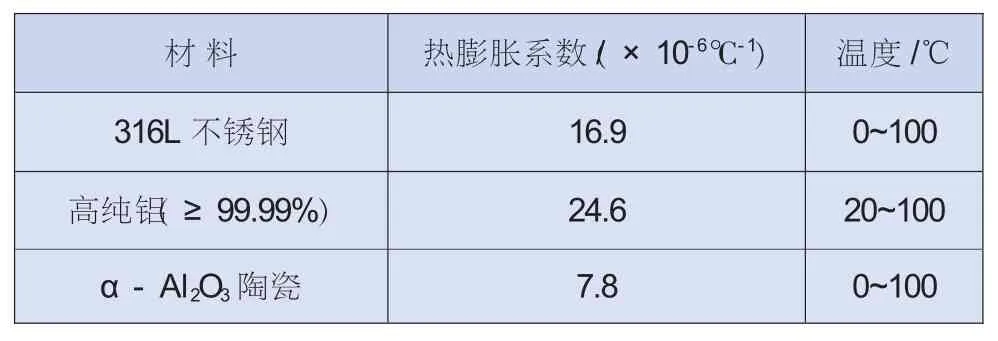
表4不同材料热膨胀系数
3.4 焊接件气密性测试
焊接件的气密性是评价焊接质量的一个重要指标。试验中,对焊接试样进行统计,其中一次焊接气密性合格率达100%,即氦检漏率均不大于5.0×10-8Pa·m3/s。经对焊接产品进行跟踪统计,尚未发现焊缝处有泄漏情况发生。
3.5 焊缝质量及微观结构测试
焊缝的质量包括焊缝熔深、焊缝熔宽、焊缝表面微观结构及焊缝内部微观金相结构,一般要求焊缝熔深不得小于有效焊接厚度的2/3。由图6可以看出,实际焊接熔深为1.12 mm,而焊接位置有效厚度为1.25 mm,熔宽为1.22 mm,可满足焊接要求。
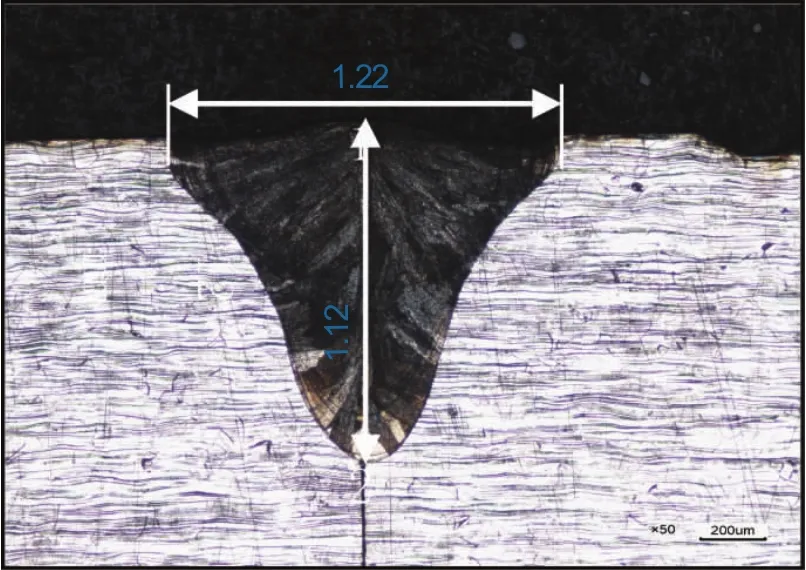
图6 真空焊接试样焊缝外观形貌
如图7所示,比较大气中激光焊接和真空激光焊接焊缝晶粒度大小,可以发现,在真空中焊接的接头焊缝区晶粒度要小于在大气中焊接焊缝区的晶粒度,焊缝为奥氏体和少量铁素体,且组织呈枝晶分布。这主要是由于在焊接时,等离子体对工件起到热传导作用,真空中激光焊接产生的等离子体被很好抑制了,而大气中激光焊接产生的等离子体没有被抑制。
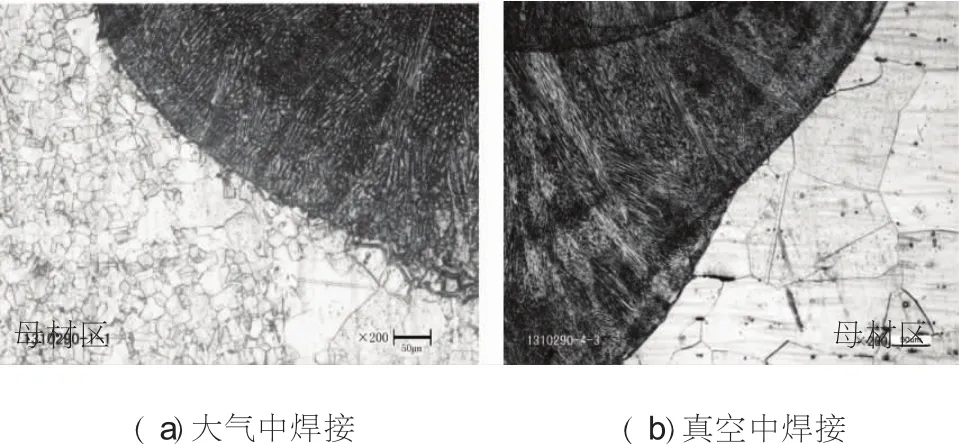
图7 激光焊接焊缝晶粒度
3.6 焊接件拉伸强度及内水压强度测试
对焊接件进行拉伸试验,测得结果代入式(1),计算拉伸强度Ts:

式中:F为试样拉伸至断裂过程中出现的最大力,N;W为试样断裂横截面的宽度,mm;b为试样焊缝的深度,mm。
经测量,此试件的断裂横截面宽度为11.7 mm,所以,拉伸强度Ts为:

316L不锈钢的抗拉强度一般为480 MPa,而真空激光焊接焊缝的强度要高于母材强度,这一点也验证了焊缝微观分析的结论。
此外,内水压强度测试表明,在爆破压力为15.24 MPa时,真空激光焊接位置没有发生任何变化,而此时母材本身发生变形,这也说明采用真空激光焊接时,焊缝的强度要好于母材强度。
3.7 真空激光焊接在钠硫电池中的应用
真空激光焊接工艺技术已应用于钠硫电池的生产,焊接的密封可靠性和稳定性相比前期研制阶段采用的工艺有了很大改进,氦检合格率高达100%,电池在300~350℃工作温度下长期运行,真空焊接位置也未出现任何损坏现象。
4 结束语
(1)研究并验证了钠硫电池不锈钢的真空焊接夹具对焊接质量的影响,在轴向窜动不大于0.12 mm时焊接,焊缝可满足电池要求。
(2)验证了真空激光焊接的真空度、速度及吸热材料等对钠硫电池真空焊接的影响,得出在真空度为1 Pa、焊接速度为50.4 mm/s、焊接增加吸热材料的情况下,焊接效果较为理想。
(3)优选工艺下焊接出的焊缝气密性可满足要求,氦检漏率不大于5×10-8Pa·m3/s,熔宽为1.22 mm,熔深为1.12 mm,焊接拉伸强度为574.8 MPa,超过母材强度。
(4)真空激光焊接技术已成功用于钠硫电池结构中关键部件的焊接,并在实际电池的充放电循环中经受了考验。
[1]SUDWORTH J L,TILEY A R.The Sodium Sulfur Battery[M].Berlin:Springer,1985.
[2] 侯肖瑞,祝铭.钠硫电池用β″-Al2O3浆料的分散性研究[J].上海电气技术,2015,8( 1):54-58.
[3] 王晶,王俊恒,林久,等.激光焊接技术的发展及研究现状[J].东方电气评论,2013( 4):21-26.
[4] 赵琳,塚本进,荒金吾郎,等.大功率光纤激光焊接过程中工艺参数对熔深和气孔的影响[J].中国激光,2013,40( 11):104-108.
[5] 姜梦,陶汪,陈彦宾,等.真空激光焊接焊缝成形及等离子体特征[J].中国激光,2016,43( 4):124-129.
[6] 包海涛,刘金合,刘锟,等.真空激光焊接工艺参数对AZ31镁合金熔深的影响及缺陷分析[J].应用激光,2008,28( 5):366-370.
[7] 包海涛,刘金合,刘锟,等.低功率YAG激光真空焊接工艺[J].航空制造技术,2008( 23):92-95.
[8]KATAYAMA S,YOHEI A,MIZUTANI M,et al.Development of Deep Penetration Welding Technology with High BrightnessLaser under Vacuum[J].PhysicsProcedia,2011,12A:75-80.
[9] 徐青,李郝林,曾乐才.钠硫电池中激光焊接技术的研究[J].热加工工艺,2012,41( 9):185-186,190.
[10]徐青,李郝林,曾乐才.钠硫电池焊接工艺的研究[J].装备机械,2012,63( 4):60-64.
The welding of the positive side seal of sodiumsulfur battery under vacuum by high power fiber laser wasstudied.Theimpact of thefactorsincludingweldingfixture,vacuumlevel,speed,and heat influenceon theweldingquality wasanalyzed,and theoptimumweldingprocesswasdetermined.Through air tightnesstest of theweldment,metallographic analysisof theweldingseam,strength test of thejoint,it showsthat theprocesscan satisfy thetechnical requirementsof sodiumsulfur batteries.
Sodium Sulfur Battery;Stainless Steel;Laser Welding
TH140.1;TM911
A
1672-0555(2017)03-001-05
*上海市科学技术委员会科研技术项目(编号:15DZ2283101)
2017年5月
潘红涛(1985—),男,硕士,工程师,主要从事钠硫电池封装工艺研究工作
(编辑:启 德)
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
汽车工艺师(2021年7期)2021-07-30
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2020年3期)2021-01-26
焊接(2020年9期)2020-12-28
电子制作(2019年10期)2019-06-17
汽车电器(2019年4期)2019-05-07
中国奶牛(2019年1期)2019-02-15
科学与财富(2016年29期)2016-12-27
环球市场信息导报(2015年35期)2015-12-26