
双丝单电源单弧工艺在大焊角尺寸平角焊中的应用
2016-12-07 07:21翟卫东沈维洁
电焊机 2016年10期
翟卫东,沈维洁
(西安西电变压器有限责任公司制造技术处,陕西西安710077)
双丝单电源单弧工艺在大焊角尺寸平角焊中的应用
翟卫东,沈维洁
(西安西电变压器有限责任公司制造技术处,陕西西安710077)
介绍了在变压器油箱加强筋的焊接过程中,双丝单电源埋弧焊设备的选择和不同焊接参数下的施焊情况,包括双丝单电源埋弧焊机的结构配置内容以及设备的主要技术参数。从焊缝的外观、成形、咬边情况以及脱渣效果等不同方面对焊接参数进行优选。通过对比埋弧焊、气体保护焊在同等焊接强度时的焊接时间、焊角高度以及焊缝外观质量,体现出双丝单电源埋弧焊在焊接效率、焊接质量、焊缝外观以及焊材节约等方面的优势。同时也阐述了双丝单电源埋弧焊在使用方面的局限与不足。通过大量的焊接试验,确定了适合大型变压器油箱加强筋的埋弧自动焊工艺,提高了工作效率。
双丝单电源;埋弧焊工艺;平角焊
0 前言
在三峡输变电工程中,西安西电变压器有限责任公司与ABB公司合作首次成功地生产出±500 kV换流变压器和平波电抗器。但在油箱生产中遇到了难题,三峡产品的油箱结构为桶式,采取纵向槽钢加强a=5 mm,因此长直平角焊缝的焊接量特别大。为提高生产效率和保证焊接成形质量,借鉴国外类似产品的焊接解决思路,采用了双丝单电源单弧工艺对上述大尺寸平角焊焊缝实施一次性焊接。根据实际情况向国内焊机厂家定制了一台适合焊接连续长直平角焊缝的新型焊接设备——双丝单电源单弧埋弧焊机。在此主要介绍这种新型焊接方法的焊接工艺参数评定及焊接设备。
1 焊机组成
(1)双丝埋弧焊机主要由焊接电源(直流焊机1250型)、重型焊接小车以及焊缝跟踪器组成,如图1所示。
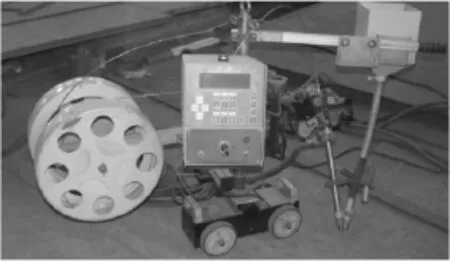
图1 双丝埋弧焊机的组成
(2)设备主要技术参数。
电源型号:MZ(E)-1250;引弧方式:缓送定点;焊接速度:25~170cm/min;送丝速度:20~630cm/min;机头位置调节距离:100×100;机头回转角度360°;机头左右偏转角度45°;机头前后偏转角度90°;焊接方式为双丝单电源单弧。
2 双丝单电源单弧焊机大焊角平角焊试验
2.1 焊接材料及母材选择
焊接材料为焊丝H10Mn2,直径φ2.5 mm、焊剂J431;焊接母材为Q235、16Mn,厚度10~20 mm。
2.2 焊接参数的选择
对于大焊角尺寸平角焊缝来说,影响焊接成形和焊接质量的主要参数有焊接电压U、焊接电流I、焊接速度v、双丝与焊角的夹角等,通过对U、I、v理论值的优选实验,确定最优的焊枪与工件相对位置,以及双丝与焊角的相对位置,从而获得最佳的焊接效果。
(1)U=30 V时,I、v进行调整:
a.U=30 V,I=620 A,v=50 cm/min。
b.U=30 V,I=650 A,v=52 cm/min。焊缝发蓝减弱,咬边约1 mm,且焊渣难清理,如图2所示。焊缝成形较为美观,a=6 mm,成形为8×10。
图2 U=30 V,I=650 A,v=52 cm/min焊缝照片
c.U=30 V,I=680 A,v=57 cm/min。焊缝不发蓝,咬边约0~0.5 mm,且焊渣较易清理。
d.U=30 V,I=690 A,v=58 cm/min。焊缝不发蓝,咬边不到1 mm,且焊渣易清理。
e.U=30 V,I=700 A,v=60 cm/min。焊缝不发蓝,咬边约1 mm,且焊渣易清理,如图3所示,焊缝成形较为美观,a=6 mm,成形为8×10。

图3 U=30 V,I=700 A,v=60 cm/min焊缝照片
(2)U=29 V时,I、v进行调整:
a.U=29 V,I=690 A,v=58 cm/min。焊缝不发蓝,咬边不到1 mm,且焊渣易清理,如图4所示。焊缝成形较为美观,a=6 mm,成形为8×10。
图4 U=29 V,I=690 A,v=58 cm/min焊缝照片
b.U=29 V,I=670 A,v=55 cm/min。
c.U=29 V,I=650 A,v=52 cm/min。焊缝不发蓝,咬边约0~0.5 mm,且焊渣较易清理,如图5所示。

图5 U=29 V,I=650 A,v=52 cm/min焊缝照片
d.U=29 V,I=600 A,v=50 cm/min。焊缝成形较为美观,a=4 mm,成形为7×12,如图6所示。

图6 U=29 V,I=600 A,v=50 cm/min焊缝照片
(3)U=27 V时,I、v进行调整:
a.U=27 V,I=550 A,v=50 cm/min。焊缝成形较为美观,a=4.5~5 mm,成形为8×11,如图7所示。

图7 U=27 V,I=550 A,v=50 cm/min焊缝照片
b.U=27 V,I=550 A,v=45 cm/min。焊缝成形较为美观,a=4.5~5 mm,成形为8.5×11,如图8所示。

图8 U=27 V,I=550 A,v=45 cm/min焊缝照片
3 双丝单电源单弧埋弧焊接与传统焊接方式的比较
双丝单电源单弧埋弧焊与传统焊接方式(CO2气保焊)相比较有以下几方面的优越性:
(1)焊接效率高。
以三峡产品为例,焊完一条长4 m的平角焊缝1名焊工需要40 min。而采用双丝单电源单弧埋弧焊只须10~15 min。
(2)焊接质量好。
传统焊接方式的焊接均匀性很难保证,而双丝埋弧焊很容易保证焊接的均匀一致性。从焊接内在质量来说,气保焊内在质量较差,尤其在喷砂处理后焊缝表面会出现气孔,而埋弧焊不会。
(3)焊缝成形好。
因为采用双丝单电源单弧工艺,大焊角尺寸平角焊是一次性焊接成形,焊接外观质量好,无咬边现象,焊缝圆滑过渡,没有突变焊接应力。
(4)节约焊接材料。
以三峡产品为例,在同等焊接强度的情况下,手工焊接焊角高度a=7 mm,而双丝埋弧焊焊角高度为a=5 mm。可节约三分之一的焊接材料。
(5)双丝单电源单弧埋弧焊机灵活性较差。
双丝单电源单弧埋弧焊与手工焊接相比,同样具有埋弧焊相同的缺点既灵活性差,只适用于长直焊缝的焊接。
4 结论
通过一段时间的焊接试验,确定了焊接参数U、v、I和焊枪、双丝与工件的最佳位置,焊缝成形稳定在(8~8.5×11~12),a=4.5~5 mm,咬边小于0.5 mm,焊缝成下凹型,焊缝成形满足焊接要求且整体焊缝成型均匀一致。
Application of double wire and single power supply single arc process in the large fillet welding dimension and horizontal fillet welding
ZHAI Weidong,SHEN Weijie
(Xi'an XD Transformer Co.,Ltd.,Xi'an 710077,China)
The main content of this article includes the selection for submerged-arc welding device of twin-wire single power during the welding process of transformer stiffeners and the welding situation under the different parameters.The article also indicates the structure configuration and main technical parameters of the device.The welding parameters shall be preferred to select the weld's appearance,molding,undercutting and sediment separation effects etc.other different aspects.Comparing the welding time,height of welding leg and the weld's external quality of the submerged-arc welding device and gas shielded welding under the equal welding strength,it reflects the superiority for the welding efficiency,welding quality,weld appearance and welding material saving of the twin-wire single power submerged-arc welding.Besides,it also expatiates the limitation and lack for using aspects of twin-wire single power submerged-arc welding.The optimum position of the welding current,welding voltage,welding speed,welding gun,twin-wire and work piece shall be concluded by the large number of welding tests.It is beneficial to improve the working efficiency through confirming the submerged-arc automatic weldingprocess suitable for stiffeners oflarge transformer tank.
double wire and single power supply;submerged are welding;horizontal fillet welding
TG445
A
1001-2303(2016)10-0118-03
10.7512/j.issn.1001-2303.2016.10.24
献
翟卫东,沈维洁.双丝单电源单弧工艺在大焊角尺寸平角焊中的应用[J].电焊机,2016,46(10):118-120.
2016-05-31
翟卫东(1969—),男,江苏常州人,高级工程师,学士,主要从事变压器油箱及冷作件焊接工艺的研究工作。
猜你喜欢
汽车实用技术(2022年12期)2022-07-05
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
小学生学习指导(中年级)(2020年4期)2020-05-19
学校教育研究(2020年4期)2020-04-10
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
建材发展导向(2019年11期)2019-08-24
新课程·上旬(2019年1期)2019-03-18
制造技术与机床(2018年9期)2018-09-19
数学学习与研究(2018年8期)2018-05-15
