
紫铜感应钎焊接头组织及性能
2016-12-07 07:21李栋梁张尧成蒋立成
电焊机 2016年10期
孟 涛,戴 军,李栋梁,张尧成,杨 莉,蒋立成
(常熟理工学院汽车工程学院,江苏常熟215500)
紫铜感应钎焊接头组织及性能
孟 涛,戴 军,李栋梁,张尧成,杨 莉,蒋立成
(常熟理工学院汽车工程学院,江苏常熟215500)
以紫铜板材为对象,利用Sn-58Bi和Sn-0.7Cu钎料对紫铜进行感应钎焊实验,保温不同的时间,采用光学显微镜、显微硬度计、接合强度测试仪等方法对钎焊接头进行组织分析和性能测试。结果表明,利用Sn-58Bi和Sn-0.7Cu钎料和感应钎焊技术可以实现紫铜的连接。Sn-58Bi感应钎焊接头界面处均形成了一层薄而连续的金属间化合物Cu6Sn5。随着保温时间的增加,焊缝中富Bi相逐渐减少。Sn-0.7Cu钎料接头的显微硬度在保温时间为10 s时最大。随着保温时间的增加,金属间化合物层厚度逐渐增加,接头强度随之降低。
感应钎焊;Sn-58Bi钎料;Sn-0.7Cu钎料;微观组织
0 前言
随着人类环保意识的增强,无铅钎料必将取代有铅钎料,根据国际公约规定,含铅钎料应用日期截止至2006年6月底,因此无铅钎料在2006年下半年开始得到广泛应用。无铅钎料的开发以Sn为主体金属,添加其他金属,使用多元合金,以代替在电子工业中应用最广泛的63Sn-Pb37共晶合金钎料。目前主流无铅钎料为96.5Sn3.0Ag0.5Cu、96.5Sn3. 5Ag、99.3Sn0.7Cu、42Sn58Bi等,屈服强度、抗拉强度、断裂塑性、弹性模量等机械性能指标接近甚至远超63Sn37Pb。不足的是:除Sn-Bi外,大部分合金熔点高于63Sn37Pb;比热容也增加20%~30%[1-6]。另外,新型复合钎料不断研发,相对普通钎料性能有所提升,对于钎料的应用有一定程度的扩展[7]。针对紫铜材料而言,钎焊方法较多,包括火焰钎焊、激光钎焊、搅拌摩擦焊等[8-10],但是采用合适SnBi和SnCu钎料对紫铜进行感应钎焊的分析未见报道。本研究利用Sn-58Bi钎料和Sn-0.7Cu钎料,研究不同保温时间感应钎焊紫铜获得的接头组织及性能。
1 实验材料和方法
1.1 实验材料
实验用基体材料为紫铜板材、Sn-58Bi钎料膏
和Sn-0.7Cu钎料膏,紫铜板材尺寸50 mm×30 mm× 1 mm,搭接宽度5 mm。
1.2 实验方法
利用高频感应钎焊设备分别制作4组钎焊试样。设备频率40 kHz,将Sn-58Bi和Sn-0.7Cu钎料膏均匀涂抹在基体上,选择电流为80 A,加热到钎料熔化,将四组试样分别保温10 s、20 s、30 s、40 s。采用金属切割机将钎焊好的4组试样切成小块,使用A、B胶混合冷镶嵌后,经不同型号的金相砂纸磨平和金相试样抛光机抛光以及5%硝酸酒精溶液腐蚀。在Olympus光学显微镜下观察其金相组织,采用HXD-1000TC型显微硬度计测量显微硬度,加载100g,保持时间10 s,利用PTR-1200结合强度测试仪测试接头强度。
2 SnBi钎料实验结果及分析
2.1 显微组织
不同保温时间下的钎焊接头组织如图1所示,图中上部深色区域均为焊缝,下部区域为母材。当保温时间为10 s和20 s时(见图1a和1b),母材与焊缝界面处IMC不明显;当保温时间增加到30 s时(见图1c),IMC较为明显,形成连续的IMC层,并且焊缝区域有明显的大块Bi相聚集;当保温时间为40 s时,Bi相聚集现象消失,焊缝组织均匀,同时IMC层厚度也较均匀,如图1d所示。根据相图可以确定此处的金属间化合物(IMC)主要是Cu6Sn5[11]。
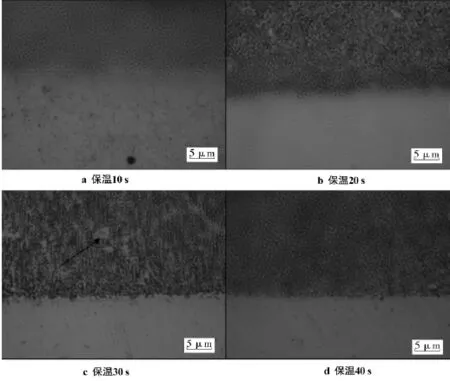
图1 SnBi钎料钎焊紫铜的焊缝组织
2.2 焊缝硬度
Sn-58Bi钎料钎焊紫铜不同保温时间下的焊缝硬度如图2所示。保温时间10 s时硬度值最高,保温时间20 s以上的硬度值均低于保温时间10 s的硬度值,这是因为随着保温时间的延长,钎料组织发生一定程度的粗化。
3 SnCu钎料实验结果及分析
3.1 显微组织
实验所得接头组织如图3所示。由图3可知,在焊料和铜基板之间形成了一层金属间化合物。金属间化合物层两侧形貌不同,靠近铜基板一侧的化合物平整,而与钎料相接的界面凸凹不平,形成了扇贝状的金属间化合物层。当保温时间为10 s时,界面金属间化合物层较细小,当保温时间为30s时,金属间化合物层形成明显的扇贝状,偶尔有大柱状金属间化合物的生成,并且IMC尺寸明显增加。随着保温时间的增加,IMC层厚度增加。

图2 SnBi钎料钎焊紫铜焊缝的硬度值

图3 不同保温时间下试样的显微组织
3.2 焊缝硬度
采用显微硬度计测试焊缝接头的显微硬度。当保温时间为10 s时,显微硬度值最大,为24.31 HV;保温40 s时,显微硬度值最小,为16.75 HV。随着保温时间的增加,硬度呈下降趋势,主要原因是组织粗化。
4 钎焊接头强度测试
采用结合强度测试仪测试钎焊搭接接头结合强度,如表1所示。

表1 不同钎料接头抗拉强度测试值MPa
由表1可知,随着保温时间的增加,Sn-58Bi钎料接头强度先降低后增加,在保温10s时强度最大,主要原因是IMC还未形成,晶粒较细小。Sn-0.7Cu钎料接头随着保温时间的增加,接头强度降低,主要是由于IMC层厚度逐渐增加并且晶粒粗化。
5 结论
(1)Sn-58Bi钎料焊接接头界面处均形成了一层薄而连续的金属间化合物Cu6Sn5,且组织中出现Bi相的聚集。
(2)随着保温时间的增加,Sn-58Bi钎料焊接接头接头强度先降低再增加。
(3)Sn-0.7Cu钎料接头随着保温时间的增加,界面IMC层厚度逐渐增加,晶粒随之粗化,接头强度随之降低。
[1]马鑫,董本霞.无铅钎料发展现状[J].电子工艺技术,2002,23(2):47-52.
[2]史耀武,雷永平,夏志东,等.电子组装用SnAgCu系无铅钎料合金与性能[J].有色金属,2005,57(3):8-15.
[3]王阳,胡望宇.SnBi合金系低温无铅钎料研究进展[J].材料导报,1999(3):23-25.
[4]菅沼克昭(日).无铅焊接技术[M].宁晓山译.北京:北京科学出版社,2004:51-53.
[5]张启运,庄鸿寿.钎焊手册[M].北京:机械工业出版社,1998:47-48.
[6]刘桑,涂运骅,李松,等.电子钎料无铅化对电子制造的影响[A].2007中国高端SMT学术论文集[C].张家界:2007.
[7]张亮,Tu KN,孙磊,等.纳米-微米颗粒增强复合钎料研究最新进展[J].中南大学学报(自然科学版),2015,46(1): 49-65.
[8]赵丽玲.紫铜管的火焰钎焊工艺[J].有色矿冶,2012,28(1):33-34.
[9]许为柏,铜激光钎焊研究[J].电焊机,2014,44(6):135-137.
[10]王永健.铜与锡基钎料的异质搅拌摩擦焊工艺研究[J].热加工工艺,2014(21):185-187.
[11]刘春忠,张伟,隋曼龄,等.共晶SnBi/Cu焊点界面处Bi的偏析[J].金属学报,2005(41):847-852.
Microstructure and properties of copper induction soldering joint
MENG Tao,DAI Jun,LI Dongliang,ZHANG Raocheng,YANG Li,JIANG Licheng
(College of Automotive Engineering,Changshu Institute of Technology,Changshu 215500,China)
Soldering experiments of copper are investigated using Sn-58Bi and Sn-0.7Cu solder in this paper.Microstructure and mechanical properties of welding joints are studied.The results show that the copper can be well welded using Sn-58Bi and Sn-0.7Cu solder with induction solderingtechnology.The IMC layer Cu6Sn5 is generated at the interface ofwelding joints using Sn-58Bi solder.The Bi rich phase in the solder decreases gradually with the increase of the holding time.The microhardness of solder is the largest when the holding time is 10 s using Sn-0.7Cu solder.The thickness of IMC layer increases and the tensile strength of welding joints decrease with the increase ofthe holdingtime.
induction soldering;Sn-58Bi solder;Sn-0.7Cu solder;microstructure
TG454
A
1001-2303(2016)10-0031-03
10.7512/j.issn.1001-2303.2016.10.06
献
孟涛,戴军,李栋梁,等.紫铜感应钎焊接头组织及性能[J].电焊机,2016,46(10):31-33.
2015-04-23;
2016-09-07
江苏省自然科学基金项目(SBK2014020827);江苏省大型工程装备检测与控制重点建设实验室开放课题(JSKLEDC201507)
孟涛(1968—),男,江西人,实验师,主要从事金属材料连接技术的研究工作。
猜你喜欢
机械工程材料(2022年1期)2022-03-15
陶瓷学报(2021年3期)2021-07-22
小学生必读(低年级版)(2021年3期)2021-05-12
商品与质量(2020年7期)2020-06-13
流行色(2018年7期)2018-12-17
铜业工程(2018年3期)2018-07-11
中国有色冶金(2018年4期)2018-01-31
电子制作(2017年20期)2017-04-26
中国有色金属学报(2016年11期)2016-12-13
