
大热输入条件下焊接材料熔敷金属韧性的变化及其控制
2016-12-07 07:21孙咸
电焊机 2016年10期
孙 咸
(太原理工大学焊接材料研究所,山西太原030024)
大热输入条件下焊接材料熔敷金属韧性的变化及其控制
孙 咸
(太原理工大学焊接材料研究所,山西太原030024)
分析焊接热输入与熔敷金属韧性间的关系,探讨大热输入条件下熔敷金属韧性的影响因素及控制方法。研究表明,常规热输入与焊接材料熔敷金属间的关系取决于焊缝中针状铁素体AF含量,AF含量高韧性好,否则韧性差。焊缝中一定量的Ti、B、Ce、N、O、H等元素在焊接过程中的冶金作用是获得大热输入条件下满意熔敷金属低温韧性的重要影响因素。从选择添加元素、探讨韧化机理、试验确定焊缝中元素精准含量等方面入手的控制熔敷金属韧性原理,其终极目标是使焊缝金属获得85%以上AF组织。
熔敷金属韧性;焊接材料;大热输入;控制
0 前言
随着高效、自动化焊接方法(多丝埋弧焊、多丝气体保护焊、气电立焊、电渣焊等)的推广应用,大热输入概念不可避免被提上议事日程。此处的大热输入在数量级方面与过去的大热输入有所不同。以往在焊条电弧焊、药芯焊丝电弧焊中所说的大热输入只有17~20 kJ/cm,本研究的大热输入量通常大于50 kJ/cm,甚至更高如1 000 kJ/cm。在如此大的热输入条件下,以往的焊接材料肯定不行,焊接材料熔敷金属的韧性一定很差,难以满足接头的使用性能要求。迄今为止,涉及热输入和焊缝韧性的文献不少[1-2],但深入探讨如此大热输入(大于50 kJ/cm)条件下熔敷金属韧性的有限[3]。为此,本研究特意将大热输入条件下焊接材料熔敷金属韧性与显微组织相联系,探讨熔敷金属韧性与大热输入的关系、熔敷金属韧性的影响因素及其控制方法。该项研究对进一步认清大热输入条件下获得熔敷金属高韧性机理、研制新一代大热输入焊接材料、提高产品竞争力,具有一定的实用价值和参考意义。
1 热输入与焊接材料熔敷金属韧性的关系
热输入与焊接材料熔敷金属韧性的关系如图1所示。与中小热输入相比,大热输入必然使熔池高温停留时间变长、冷却速度变慢,晶粒不可避免要长大,同时先共析铁素体PF增多,而针状铁素体AF数量减少,这就意味着焊缝韧性必然下降。如果是小的热输入,则是熔池高温停留时间短、冷却速度加快,焊缝中可能出现恶化韧性的M-A组织,在有的情况下,甚至出现可能导致裂纹的贝氏体或马氏体,焊缝低温韧性很差。只有在中等热输入情况下,熔池高温停留时间和冷却速度适中,晶粒细小,先共析铁素体PF较少,针状铁素体AF含量大于85%,焊缝低温韧性优良。

图1 热输入与焊接材料熔敷金属韧性的关系
热输入与熔敷金属的关系取决于焊缝中针状铁素体AF含量,AF含量高韧性好,否则韧性差。换言之,它们之间的关系就是焊缝韧性对热输入敏感,热输入过大或太小韧性都不好,只有中等热输入才好。维持这样的关系使得焊接工艺条件变得比较严苛,对于工程应用造成诸多不方便。
为什么市场上有的焊接材料如DW-100这样的药芯焊丝对热输入不敏感?即使提高热输入(比同类焊丝高),焊缝中针状铁素体仍不减少,当然熔敷金属韧性数值也不减。该类焊丝韧性对热输入的敏感性说到底仍然是由焊丝具有的品质特性所决定,也就是药芯组成(含制造技术)决定的。药芯成分中某些元素的细化作用比较强烈,能有效控制焊缝中针状铁素体含量不减。进一步探讨,涉及焊接冶金学问题。配方及生产工艺的先进性,不仅带来焊接操作参数宽松化,而且焊接热输入的大小变化不再是制约熔敷金属韧性的羁绊。
2 大热输入条件下焊接材料熔敷金属韧性的影响因素
2.1 硼的影响
为了研究硼对低合金高强钢大热输入焊缝韧性的影响,文献[4]采用气电立焊焊接方法对ABS EH36船板进行对接立焊,焊接材料为含Ti、B的直径1.6 mm配套用药芯焊丝。在w(Ti)含量约0.03%药芯焊丝中添加不同质量分数的B元素,进行对比试验。采用配有自动向上行走小车的PANA-K600Ⅱ型焊机,在焊接电流330~350 A、电压34~36 V、焊接速度约7.8 cm/min、焊接热输入约85 kJ/cm、保护气为100%CO2、水循环冷却条件下进行焊接,截取试样开展各项试验。
焊缝中B元素含量与焊缝组织中针状铁素体含量关系曲线如图2所示,变化趋势为一抛物线形。随着焊缝中B含量增加,晶界处的先共析铁素体大幅度减少,针状铁素体增多,组织趋于细化;当焊缝中B含量为0.005 2%时,焊缝中先共析铁素体基本消失,针状铁素体含量达最高,约为85%;当焊缝中B含量进一步增至0.008 8%时,针状铁素体含量减小。可以看出,B对焊缝中先共析铁素体具有明显的抑制作用,焊缝中适量的B元素含量能有效提高针状铁素体含量。
焊缝中B元素含量与焊缝中M-A组元总量和尺寸关系曲线如图3所示,曲线呈波浪上坡形。随焊缝中B含量增加,焊缝中M-A组元总量和尺寸
升高。这是因为随着B含量增加,B元素偏析于奥氏体境界上,有效降低了界面能,抑制了先共析铁素体的产生;另一方面,B元素在夹杂物/基体界面上偏析,影响了针状铁素体的形成(B元素在夹杂物/基体界面上偏析既有利针状铁素体的形核,促进针状铁素体形成;但随B元素含量进一步提高,B原子使珠光体转变被抑制,促进M-A组元生成,从而使针状铁素体含量下降)。
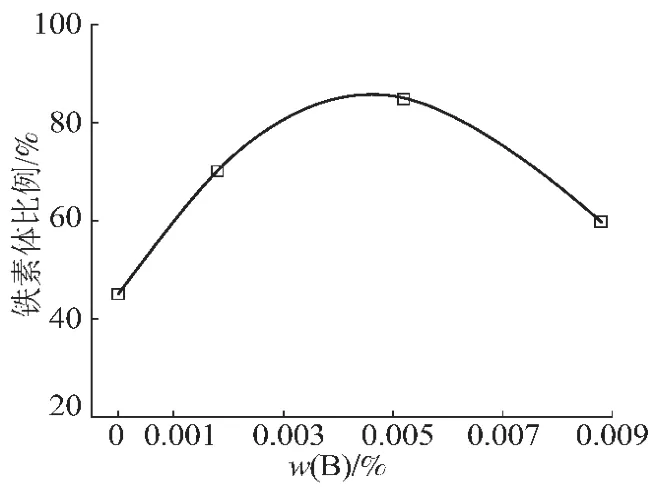
图2 B含量对焊缝中针状铁素体含量的影响
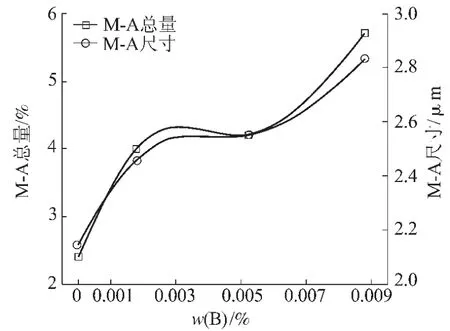
图3 B含量对焊缝中M-A组元总量和尺寸的影响
焊缝中B元素含量与焊缝韧性关系曲线如图4所示,呈抛物线型变化。随焊缝中B元素含量增大,焊缝低温韧性先升后降,存在一个韧性最大值。当B含量达到0.005 2%时,最高冲击吸收能量分别为142 J(-20℃)和120 J(-40℃)。过量的B含量使得焊缝韧性陡降。

图4 B含量对焊缝低温冲击吸收功的影响
2.2 钛的影响
在研究Ti对低合金高强钢大热输入焊缝夹杂物的影响时[5],采用ABS EH36船板气电立焊(800 mm× 200 mm×20 mm对接试板、热输入85 kJ/cm)工艺方法,对不同Ti含量的焊缝夹杂物进行对比分析。焊缝中Ti含量从0%增加到0.028%~0.038%范围内时,焊缝中夹杂物数量密度增加明显,尺寸小于2 μm的夹杂物含量提高至85%以上,促进了针状铁素体的形成;当Ti含量过量时,焊缝中尺寸小于2 μm的夹杂物含量急剧下降,促进了贝氏体转变。
2.3 铈的影响
为了研究稀土Ce在大热输入焊缝金属中的作用[6],采用双丝埋弧自动焊焊接方法对ABS EH36船板进行对接接头水平位焊接,焊接材料为自制的、分别加入1%、3%、5%CeO2,直径4 mm配套用药芯焊丝,焊剂为SJ101。采用MZ-1500型焊机、焊接电流550 A、电压32 V、焊接速度约17 m/h、双丝焊接,焊接热输入为74.5 kJ/cm,焊后在距离试件表面2 mm的焊缝部位截取试样开展各项试验。
Ce对大热输入焊缝组织和韧性的影响如表1所示。由表1可知,随焊缝中Ce元素的添加,焊缝金属中直径小于2 μm的夹杂物比例提到90%以上,有效细化了焊缝中的非金属夹杂物,对诱导针状铁素体形核有利。尤其Ce元素含量0.032%时,焊缝中小于2 μm的夹杂物比例达95%以上,对针状铁素体形核贡献更大。

表1 Ce对大热输入焊缝组织和韧性的影响
从焊缝显微组织变化看,随焊缝中Ce元素的
添加,先共析铁素体PF明显减少,细小针状铁素体明显增多。当Ce元素含量0.032%时,焊缝中针状铁素体AF比例已经高达85%以上。这表明在大热输入焊缝中加稀土Ce不仅细化了夹杂物,更抑制了先共析铁素体PF和粒状贝氏体BG的形成,促进了针状铁素体AF形成。在低于或高于最佳Ce元素含量0.032%时,均有5%以上直径大于2.0 μm的非金属夹杂物,降低了直径小于1.0 μm的夹杂物含量,减少了针状铁素体形核质点数量。
从焊缝韧性(-40℃冲击吸收能量)变化看,未加Ce的焊缝均在24 J以下,不能满足使用要求。加入Ce的焊缝,韧性大幅提升,Ce含量0.032%的焊缝大于82 J。这是Ce元素促进针状铁素体AF含量增加,显著细化焊缝金属晶粒的结果。针状铁素体AF大幅度提升焊缝金属低温韧性的原因是:针状铁素体AF在原奥氏体晶内放射性成长的性质,造成针状铁素体AF大角度晶界,且晶内有高密度位错,致使微裂纹跨越需要消耗更高的能量。
2.4 氮的影响
现以E501T-1型药芯焊丝为例,通过试板试验分析焊缝中N含量对熔敷金属低温韧性的影响[7]。表2是用不同企业生产的两种CO2保护气体(气体纯度不同)、同一种药芯焊丝焊接试样的试验结果。含N量为0.011%的1号试样的冲击吸收功仅有34 J,而含N量为0.004 7%的2号试样的冲击吸收功却高达165 J。后者是前者的4倍还多。

表2 焊缝中N含量对焊缝力学性能的影响
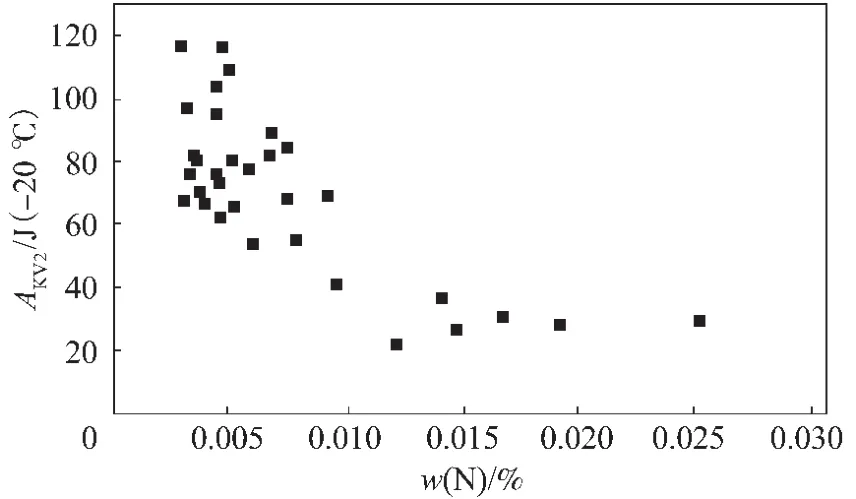
图5 N含量对金红石型药芯焊丝焊缝金属韧性的影响
文献[7]试验结果与文献[8](见图5)一致,焊缝金属中w(N)≤0.005%时,熔敷金属低温韧性较高。分析认为,焊接过程中通过保护气进入熔池较多的氮,由于冷却速度很快,一部分氮以过饱和形态存在于固溶体中,另一部分氮以针状氮化物(Fe4N)形式析出,分布于晶界或晶内,并随着时间的延长,析出的氮化物(Fe4N)量增加,致使焊缝金属的强度、硬度升高,而塑性和韧性特别是低温韧性急剧下降。
2.5 氧的影响
焊缝含氧量对焊缝韧性的影响如表3所示[3,9]。试验用钢为抗拉强度520 MPa、厚度60 mm的低强钢,采用直径1.2 mm实心焊丝,匹配两种焊剂。焊接参数:电流380 A、电压53 V、焊接速度0.20~0.24 mm/s、热输入850~1 000 kJ/cm、焊丝摆动宽度28 mm。
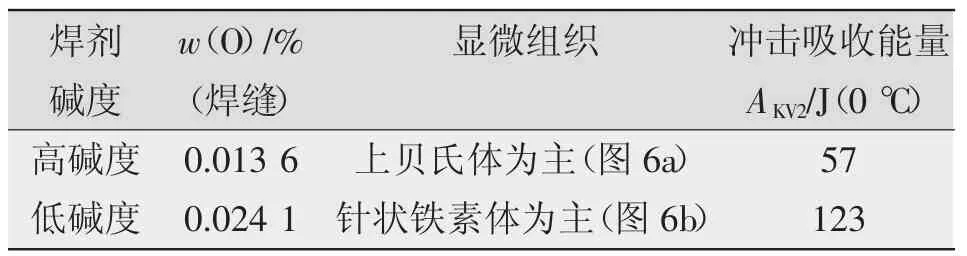
表3 含氧量对焊缝韧性的影响
可以看出,对于500 MPa级的大热输入电渣焊工艺而言,焊缝中氧含量以控制在0.025%左右为宜(而不是太小),此时可以得到均匀细小的弥散氧化物作为形核核心,生成针状铁素体组织(见图6),获得良好的韧性。如果焊缝中氧的含量过低(如0.0136%)则焊缝韧性明显下降,故而应采用低碱度的焊剂。这是一个含氧量对焊缝韧性相左影响的典型案例。
2.5 氢的影响
焊缝中的H可能引起氢脆和氢致裂纹。表4是H含量对熔敷金属韧性影响的一例[10]。试验是在250 mm×100 mm×24 mm、921A钢板(10CiN3MoV)V型对接坡口焊缝进行的。所用焊条是921A钢配套用WE960基础上加入稀土硅铁后自制焊条。稀土硅铁的加入量分别为0、0.5%、1%、2%、3%。焊接参数为:电流170 A、电压25 V、热输入16 kJ/cm。5种试样分别在0℃、-20℃、-40℃、-70℃、-100℃进行标准规定的V型缺口试件冲击试验。采用斜Y型坡口试件进行裂纹试验。用气相色谱法对试样进行扩散氢测试,并对试样进行金相显微观察。
可以看出,稀土加入量5%试样的扩散氢含量最
低(3.91 ml/100 g),焊缝冲击韧性最好(-20℃/94 J),焊缝组织为大量针状铁素体AF加粒状贝氏体BG。这可能主要彰显了稀土元素的有利作用,其中亦显示了低氢对韧性的贡献。从焊缝的抗裂性结果看,随着焊缝中扩散氢提高(从5.97 ml/100 g升至6.86 ml/ 100 g和7.75 ml/100 g),试件断面裂纹率也增高(从0增至13.3%和100%)。说明在一定应力状态下氢对裂纹诱导作用十分明显。尽管在大热输入条件下,焊缝冷却速度较慢,t100增大了,但仍不可忽视H对焊缝韧性的不利影响。

图6 不同含氧量条件下的焊缝组织

表4 H含量对熔敷金属韧性的影响
3 大热输入条件下焊接材料熔敷金属韧性控制方法
大热输入热输入条件下焊接材料熔敷金属韧性的控制比较复杂,可以参照图7所列思路开展工作。
(1)正确选用焊接材料添加物。图6所示的多种添加物中,采用较多的是Ti-B联合加入方式,此法可以利用Ti保护B过渡,同时防止B形成氮化物(即所谓的加Ti固N作用)。但是焊缝中Ti、B元素必须严格控制在最佳范围。稀土及其他添加物亦有成功案例[11-12]。
(2)这些添加物元素虽然各不相同,但在焊接冶金过程中应起到以下作用:①细化晶粒;②抑制先共析铁素体FP或其他不利组织(如M-A组织)的形成;③促进针状AF形成;④限制有害元素的作用。
(3)为了获得添加物良好效果,加入量必须精准控制。有益元素的加入具有最佳加入量或范围,过量或不足都会影响性能。有害元素的范围绝不可超越。表5是几种大热输入焊接方法所用焊接材料中添加物加入量实例。可以看出,每种添加物及加入量都是经过严格工艺试验而确定的。
(4)上述原理是比较理想的,实际操作中会遇
到不少技术环节或关键。当解决诸如组织均匀性、冲击数据分散性等困难问题后,若能获得稳定的焊缝中85%以上的针状铁素体AF组织,控制大热输入条件下焊接材料熔敷金属低温韧性的终极目标可望达到。

图7 熔敷金属韧性控制原理

表5 焊接材料中添加物加入量实例
4 结论
(1)常规热输入与焊接材料熔敷金属间的关系取决于焊缝中针状铁素体AF含量,AF含量高韧性好,否则韧性差。
(2)焊缝中一定量的Ti、B、Ce、N、O、H等元素在焊接过程中有细化晶粒、抑制PF、促进AF、限制有害因素等冶金作用,是获得大热输入条件下满意熔敷金属低温韧性的重要影响因素。
(3)从选择添加元素、探讨韧化机理、试验确定焊缝中元素精准含量等方面入手的控制熔敷金属韧性原理,在克服一系列技术难关后,其终极目标是使焊缝金属获得85%以上AF组织。
[1]尹士科,吴智武.硼和钛对焊缝韧性的影响概述[J].机械制造文摘焊接分册,2012(6):1-5.
[2]孙咸.气保护药芯焊丝熔敷金属组织的选择与控制[J].电焊机,2014,44(6):1-6.
[3]宋峰雨,张朋彦,王平,等.大热输入焊接材料的研究开发现状[J].中国冶金,2015,25(12):7-11.
[4]阿荣,赵琳,潘川,等.硼对低合金高强钢大热输入焊缝韧性的影响[J].机械工程学报,2014,50(24):100-105.
[5]阿荣,乔建设,李建萍,等.Ti对低合金高强钢大热输入焊缝夹杂物的影响[J].机械工程学报,2014,50(8):34-39.
[6]余圣甫,邓宇,黄安国,等.稀土Ce在大热输入焊缝金属中的作用[J].中国科技论文,2012(8):612-615.
[7]彭丽红,安静,吕春艳.氮对E501T1型药芯焊丝熔敷金属韧性的影响[J].焊接技术,2014(12):49-51.
[8]田志凌,潘川,梁东图.药芯焊丝[M].北京:冶金工业出版社,1999:96-97.
[9]尹士科.含氧量对低合金钢焊缝组织和韧性的影响[J].焊接,2013(6):10-15.
[10]王晓东.熔敷金属成分和组织对扩散氢逸出特性及焊接性能的影响[D].洛阳:河南科技大学,2003:15-26.
[11]李红科,宋波,王利勇,等.冷却速度对La脱氧钢中晶内铁素体形成的影响[J].工程科学学报,2015(2):180-184.
[12]熊丽萍,余国治.一种用于大热输入埋弧焊的高强韧药芯焊丝材料:中国专利,CN201110108484.8[P].2011-04-28.
Change and control of deposited metal toughness of welding consumables under the high heat input conditions
SUN Xian
(Institute of Welding Consumables,Taiyuan University of Technology,Taiyuan 030024,China)
The relationships between welding heat input and deposited metal toughness were analyzed,and the influence factors and control methods of deposited metal toughness under high heat input condition were discussed.The investigation shows that the relationships between the conventional heat input and deposited metal toughness for welding consumables depend on the acicular ferrite content in weld,when the acicular ferrite content is high the toughness is good,otherwise the toughness is poor.The metallurgical effects of a certain amount of Ti,B,Ce,N,O,H and other elements in the weld metal in welding process are an important influence factor to obtain satisfactory low temperature toughness of deposited metal under high heat input condition.The ultimate goal of controlling deposited metal toughness from the choice of adding elements,discuss the toughening mechanism,test to determine the elements accurate content and other aspects is to obtain more than 85%AF microstructure of the weld metal.
deposited metal toughness;welding consumables;high heat input;control
TG421
A
1001-2303(2016)10-0034-06
10.7512/j.issn.1001-2303.2016.10.07
献
孙咸.大热输入条件下焊接材料熔敷金属韧性的变化及其控制[J].电焊机,2016,46(10):34-39.
2016-03-03;
2016-05-18
孙咸(1941—),教授,长期从事焊接材料及金属焊接性方面的研究和教学工作,对焊接材料软件开发具有丰富经验。获国家科技进步二等奖1项(2000年),省(部)级科技进步一等奖2项,二等奖3项,发表学术论文140多篇;1992年获国务院颁发的政府特殊津贴。
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
电焊机(2022年5期)2022-06-01
石油化工技术与经济(2021年6期)2022-01-18
失效分析与预防(2021年6期)2021-02-15
化工管理(2021年25期)2021-01-08
环球市场(2020年24期)2020-11-26
金属加工(热加工)(2020年9期)2020-11-04
中国金属通报(2019年6期)2019-08-20
金属加工(热加工)(2018年2期)2018-03-22
