TC11钛合金空气导管凸台激光熔覆修复工艺
2016-09-18 08:07王辉明朱红钢耿军儒
电加工与模具 2016年4期
王辉明,朱红钢,耿军儒,魏 颖,陈 阳
(中航工业西安航空发动机(集团)有限公司,陕西西安710021)
TC11钛合金空气导管凸台激光熔覆修复工艺
王辉明,朱红钢,耿军儒,魏颖,陈阳
(中航工业西安航空发动机(集团)有限公司,陕西西安710021)
采用激光熔覆工艺对航空发动机TC11钛合金空气导管磨损件进行修复工艺实验。通过分析熔覆层表面成形、显微硬度及微观组织形貌,选出合适的工艺参数,制定合理的工艺流程,完成了空气导管的修复。结果表明:修复区组织细密,机械加工后的外形尺寸满足图纸要求。因此,采用激光熔覆技术对TC11钛合金空气导管磨损件进行修复是可行的。
激光熔覆修复;TC11钛合金;空气导管凸台
某型航空发动机大修时发现,空气导管凸台配合面在使用过程中造成磨损,其长度约6 mm,深度0.26~0.4 mm。采用氩弧焊工艺修理易使零件产生变形、咬边等缺陷。激光熔覆技术具有能量密度集中、热输入量小等优点,修复时熔化工件表层很薄的金属而形成熔池,并用同步送粉装置将金属粉末以一定的供粉速度送入熔池;当激光束扫描后,在基材表面形成与其为冶金结合的熔覆层,从而达到恢复几何尺寸、强化表面的修复目的。由于熔覆层和基体材料形成良好的冶金结合,结合强度高,且可获得细小均匀的显微组织,熔覆区微观组织优良,故可获得具有极优异力学性能的耐磨表面。
1 实验设备、材料及方法
1.1实验设备与材料
实验设备采用LSF-IIIC型激光立体成形设备,其由2.5 kW Slab CO2激光器、数控机床、气氛保护箱、送粉系统(载气式送粉器及同轴送粉喷嘴)及监视系统等组成。工作时,气氛保护箱的氧含量可长期保持在50 mg/L以下、水含量保持在10 mg/L以下,有效保证零件在修复时不被氧化。
实验选用的基体材料为TC11钛合金,尺寸为60 mm×30 mm×15 mm。熔覆材料为TC11合金球形粉末,粒度为-80~+320目,化学成分见表1。实验前,需对合金粉末进行120℃真空烘干处理,减少粉末吸潮对修复质量带来的不良影响。以氩气作为载粉气流控制送粉量,载气流量为1.0~2.5 cm3/s。

表1 TC11钛合金主要合金元素的化学成分
1.2实验方法
实验前,对TC11钛合金基材表面进行吹砂处理,并用丙酮擦拭干净。在清理好的试样上进行激光熔覆工艺实验,然后对TC11试板线切割并进行金相组织观察和硬度测试。通过研究修复区冶金缺陷的形成机理和影响因素的作用机制,结合性能测试结果对激光熔覆修复工艺参数进行优化,最后用优化后的工艺参数完成空气导管磨损件的修复。
激光熔覆修复的基本工艺流程为:损伤评估-清理-激光熔覆修复-热处理-机械加工零件外形-目视检查-荧光检查-X光检查。具体步骤如下:
(1)空气导管有4处凸台,起角向定位的作用。使用过程中造成凸台配合面的磨损,需在激光熔覆修复前用棉布蘸丙酮擦拭修复区,去除污物。
(2)采用合适的激光熔覆工艺参数对缺陷部位进行修复,使其和零件基体结合良好。
(3)对零件进行热处理。
(4)对激光熔覆修复区域进行机械加工,使零件外形尺寸恢复至图纸尺寸。
(5)对激光熔覆修复区域进行目视检查,修复区外表面应和零件基体平滑转接。
汤翠准备离开,她不忍亲眼目睹铲掘机的魔爪伸向无花果。有人拉住她,手指着她家的废墟,嘴里呜里哇啦的。是哑巴。哑巴拉着她朝里面钻。谁不恋旧?连不会说话的哑巴都这样。
(6)对激光熔覆修复区域进行局部荧光检查,不允许存在裂纹等缺陷。
(7)对激光熔覆修复区域进行局部X光检查,不允许存在裂纹等缺陷。
2 实验结果及分析
2.1表面成形观察
从表面成形来看,空气导管凸台的修复区成形表面光滑。经机械加工后,外形尺寸符合图纸要求,荧光检测未发现裂纹等缺陷,修复结果理想(图1)。
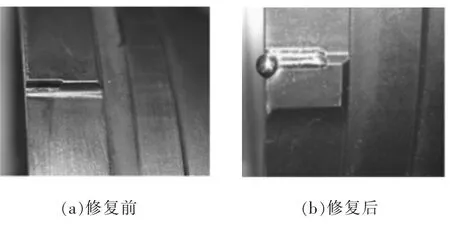
图1 空气导管凸台激光熔覆修复前后对比
2.2显微硬度
表2是激光熔覆修复试样的维氏硬度分布测量结果。施加载荷为200 g,预加载时间为5 s,主加载时间为15 s,测量点的间隔为0.1 mm。从硬度分布可看出,熔覆区的平均硬度最高,过渡区的平均硬度略高于基材区。
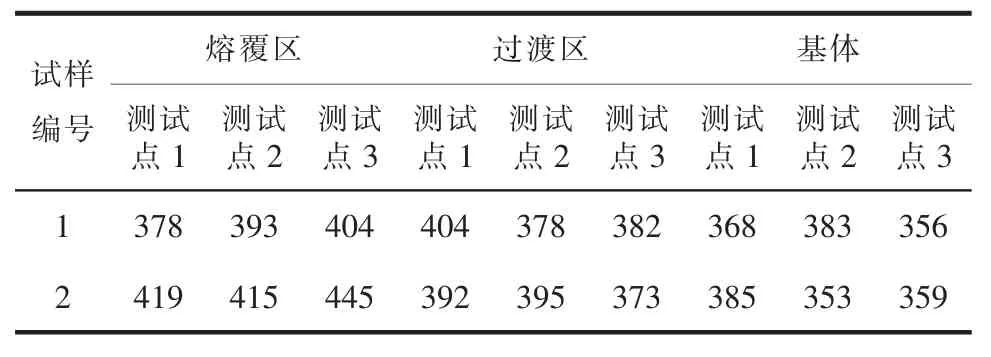
表2 激光熔覆TC11钛合金显微硬度 HV0.1
激光熔覆后,TC11钛合金的金相组织无气孔、夹渣和裂纹等缺陷,不同区域亮暗程度不同、界限分明。激光熔覆层的横截面组织由熔覆区、过渡区和基体三部分组成,其形貌分别见图2a~图2d。
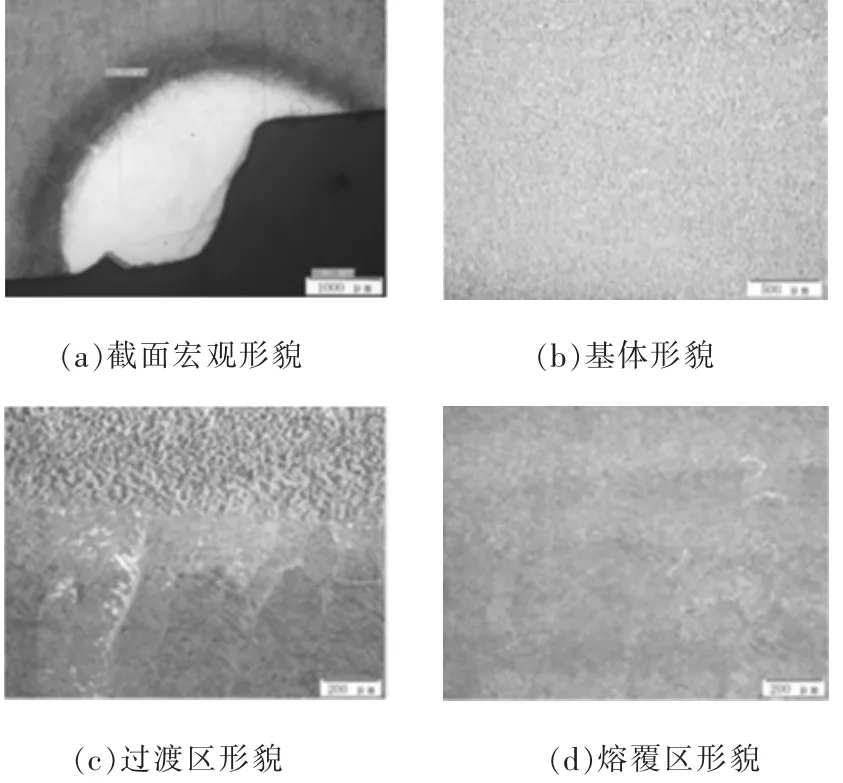
图2 空气导管凸台激光熔覆显微组织
从图2a可看出,熔覆区组织呈带状特征,这是由于多次沉积受热循环而引起的。从图2d可看出,贯穿多个熔覆层的定向生长的柱状品结构明显。这是因为在激光熔覆过程中,越靠近熔覆层底部位置热量输入越高,其沿熔覆层高度方向的热量分量也远大于其他方向,熔池中的合金凝固时呈向基板方向散热的趋势。因此,定向凝固使熔覆区凝固后的组织晶粒向上呈柱状晶生长。反复的激光沉积、多次的热循环作用有利于晶粒长大,所以柱状晶沿沉积高度方向的长度较大。但由于组织内部结晶学取向的不同,组织呈明暗交替的现象。图2b是TC11钛合金锻件的显微组织,其内部呈典型的双态组织形貌,由等轴的初生α相和片状β转变组织构成。熔覆区为由大量细小的条状α和β转变组织构成的典型魏氏组织,且原始β品界完整清晰,晶粒内部还存在取向不同、呈粗片状无规则排列的板条α相。在α板条间为细小的β转变组织,这是由于激光熔覆过程冷却速率较快,在冷却凝固过程中晶内α来不及长大,便以细小条状α析出,而未析出的β则被保留了下来。
3 结论
通过对TC11钛合金空气导管磨损件进行修复工艺试验,以及对熔覆区表面成形、硬度分析、微观组织分析,得出以下结论:
(1)从TC11钛合金空气导管激光熔覆修复区宏观形态、显微硬度及金相检测分析结果可知,熔覆层与基体实现了冶金结合,采用激光熔覆技术对TC11钛合金空气导管凸台磨损进行修复是可行的。
(2)在激光熔覆TC11钛合金过程中,采用CO2激光器,在激光功率700 W、光束扫描速度5 mm/s、加工点光斑直径1.2 mm、送粉率9.5 g/min、搭接率40%、单层熔覆厚度0.15 mm的工艺参数下,可得到组织细密、无冶金缺陷的熔覆层。
(3)激光熔覆TC11钛合金的熔覆区和过渡区的显微硬度高于基体区域。
Laser Cladding Repairing Technology for Convex Plate on the TC11 Titanium Alloy Air Guide Tube
Wang Huiming,Zhu Honggang,Geng Junru,Wei Ying,Chen Yang
(AVIC Xi′an Aero-Engine(Group)Ltd.,Xi′an 710021,China)
Using laser cladding technology for TC11 titanium alloy aeroengine air guide tube wear parts repair process test.Forming on the surface of a cladding layer,microhardness and microstructure morphologyanalysis,toselecttheappropriateprocessparameters,formulatethereasonable technological process,completed the repair of air guide tube.The results show that the repair area close,and machining after the dimensions meet the drawing requirements.Therefore,the laser cladding technology for TC11 titanium alloy air guide tube wear parts repair method is feasible.
laser cladding repair;TC11 titanium alloy;convex plate on the air guide tube
TG665
A
1009-279X(2016)04-0062-02
2016-02-24
王辉明,男,1981年生,工程师。
猜你喜欢
石材(2022年3期)2022-06-01
原道(2022年2期)2022-02-17
矿冶工程(2021年6期)2022-01-06
石材(2020年11期)2021-01-08
航空发动机(2020年3期)2020-07-24
理化检验-化学分册(2020年5期)2020-06-15
热喷涂技术(2019年3期)2019-11-14
中国自行车(2018年8期)2018-09-26
制造技术与机床(2017年3期)2017-06-23
中国石油大学学报(自然科学版)(2015年2期)2015-11-10