
关于海外出口车前大灯漆皮脱落问题浅析
2016-05-30 20:54黄薇王鸣一
企业科技与发展 2016年7期
关键词:前大灯
黄薇 王鸣一


(上汽通用五菱汽车股份有限公司 青岛分公司,山东 青岛 266000)
【摘 要】汽车大灯灯玻起皮、漆皮脱落现象,是汽车售后反馈中最为常见的质量问题之一。出口至多雨高温、高湿地区的海外出口车因受到长期的海上运输过程及海外客户当地气候条件的影响,大灯灯玻起皮、漆皮脱落问题显得更为常见。文章结合某出口车型出现的前大灯漆皮问题,从导致大灯漆皮脱落的因素入手并进行分析,为解决大灯灯玻漆皮类问题提供参考和借鉴。
【关键词】海外出口车;前大灯;漆皮脱落;油漆耐候性
【中图分类号】U463.65 【文献标识码】A 【文章编号】1674-0688(2016)07-0116-03
0 引言
近年来,我国汽车工业呈现突飞猛进的发展态势,汽车产业也日渐成为国民经济发展的重要组成部分,而汽车出口恰恰是汽车产业未来发展的重点,是汽车企业寻求利润最大化的必然之路。经过近年来的快速发展,汽车产品出口已成为我国汽车产业的重要组成部分和转变外贸增长方式的重要载体。但面对海外出口这种新的产业模式,随之而来的是新模式下因长途运输及海外客户当地气候条件而产生的质量问题。
某微型车企业海外出口的主要目的地为哥伦比亚、智利、厄瓜多尔和秘鲁等中南美洲国家,大灯漆皮脱落问题在国内售后市场是比较普遍的问题,因受到长途的海运过程及海外客户当地高温、高紫外线等气候条件的影响,其产生的问题在海外市场被急剧放大。本文通过对大灯漆皮故障模式进行分析,从过程控制、工艺参数优化及油漆材料耐候性等方面入手,寻找降低前大灯漆皮脱落发生频次的方法,消除海外客户抱怨。
1 海外出口车前大灯漆皮脱落问题定义
通过对海外客户抱怨的前大灯漆皮脱落问题进行信息收集,结合故障件分析发现,大灯漆皮脱落主要分布在大灯表面,灯玻表面整体起皮且皮膜成片脱离。根据前大灯生产工艺,结合经验分析,将主要原因定义为灯玻漆膜附着力不足;漆膜光固化工艺过程存在风险;灯玻性能退化(耐燃油和耐清洗液试验及光源辐照试验不满足设计要求)。大灯灯玻漆皮脱落故障模式如图1所示。
2 海外出口车前大灯漆皮脱落问题分析与解决
针对定义的海外出口车前大灯漆皮脱落问题影响因素的分析,通过收集海外故障件及车辆信息,在国内及供应商处开展故障件分析,并制定有效的解决措施。
2.1 灯玻漆膜附着力不足
目前的设计要求如下。
(1)灯玻外观硬化要求:基体无裂纹,严重发黄和出现其他色斑,无杂质和明显划伤。
(2)灯玻漆膜性能要求执行GB/T 10485—2007:经过耐润滑油、耐燃油和耐清洗液试验及光源辐照试验。
针对灯玻外观硬化要求,组织进行多项试验验证,具体检测项目见表1。
目前,供应商每班次都对前照灯灯玻进行硬度测试、漆膜附着力测试、内应力测试及高温实验,均未发现异常;针对灯玻漆膜性能要求,供应商在年度强检项目中统一进行试验,试验结果均合格,基本可排除产品漆膜附着力不足的影响。
2.2 漆膜光固化工艺过程风险
大灯灯玻生产过程中主要有前处理、喷涂、固化及例行检查等过程,研究小组共同对各工艺过程进行评估,就风险点进行识别并优化。
2.2.1 前处理工艺过程
工艺要求:无纺布折4折用一面干擦至灯玻表面无可视痕迹;布面颜色加深就换面使用;第二干擦人要保持使用清洁的布面。
此工艺要求按规定从灯玻上角开始擦拭,员工擦拭部位没统一,在擦拭的过程中可能存在有漏擦的部位,可能影响漆膜附着力。对此,精处理在原要求的基础上增加“擦拭起点为灯玻上角,一只灯玻擦4下”。
2.2.2 喷涂工艺过程
工艺要求:涂料牌号为“科翀UV#60000”,油壓为0.1~0.3 MPa,喷枪气压为0.4~0.6 MPa,喷枪扇面为10~15 cm,喷涂间距为15~20 cm,环境温度为10~32 ℃,湿度为35%~80%。
此工艺要求中未定期评估涂料的性能符合性,有可能存在涂料性能不满足要求的质量风险。对此,增加“涂料供应商每批次来料需附带自检报告、每年提供委外检测报告及更新涂料进货检验指导书”的规定。
2.2.3 固化工艺过程
工艺要求:流平温度1段为40~45 ℃,2段为45~50 ℃;固化链速为20~23 Hz;UV灯源为左上/右上/左下/右下/顶横1/顶横2 /底1开启全功率,光能量为800 mJ/cm2以上,UV灯管使用寿命≤800 h,UV灯距为25~30 cm。其中,灯光布置示意及现场如图2所示。
此工艺作业指导书虽有UV灯管使用寿命≤800 h的要求,但灯管使用过程未精确检测灯管使用寿命,通过现场模拟实验,在光能量减半的情况下进行固化试验,结果灯玻附着力虽然符合要求,但硬度下降为1 HB(要求不小于2 HB)。对此,增加检测灯管使用时间检测,超时更换新灯管。
2.2.4 例行检查过程
目前,在供应商产品监测方面,主要从应力检测、耐温、耐变形、硬度及附着力方面进行检查,主要检查标准和方法如下。
(1)应力检测:退火后用四氯化碳刷内表面5~10 min,灯玻无碎裂现象。
(2)耐温、热变形:130 ℃恒温1 h后灯玻无变形,漆膜无七彩、发蓝、裂纹、起皮、起泡现象。
(3)硬度:用铅笔划痕试验仪检测灯玻漆膜硬度,膜层经2 H铅笔划过后无明显划痕。
(4)附着力:用QFH漆膜划格仪(2 m)划格,用3M胶带粘贴,与粘贴面垂直方向迅速地把胶带撕下,95%漆膜无脱落。
通过对各项目检查效果及工具评估发现,存在检测工具不专业、首件检测数量少的现象;对此,由“用手动铅笔检测法,首件检验1件,位置2处”优化为“现用QFH漆膜划格仪(2 m)划格检测,首件检验2件,位置5处”。
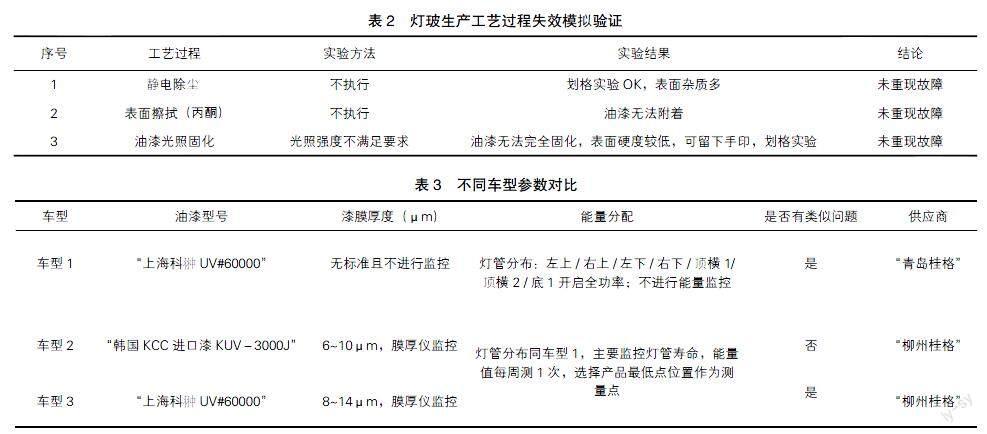
2.2.5 工艺过程失效模拟实验
通过对工艺过程中可能存在的风险进行模拟验证,观察产品是否会出现漆膜漆皮脱落现象,通过更改现有工艺的执行情况,结果故障未重现。灯玻生产工艺过程失效模拟验证见表2。
2.3 灯玻性能退化
针对灯玻漆皮脱落问题,经过前期产品的符合性和工艺过程等方面的优化和改进,对问题表现有一定贡献,但是问题仍然得不到彻底解决。对此,我们继续进行某微车与其他车型的横向对比,主要从影响灯玻性能的光固化漆型号、漆膜厚度及灯光能量分配等方面查找原因,评估灯玻性能退化的可能性。
通过某微车(车型1)与其他车型的对比,从售后信息反馈来看,车型2表现较好,无类似问题反馈,车型3与车型1一样,也存在类似漆皮脱落问题反馈,通过对比光固化漆型号、漆膜厚度及灯光能量分配等可以看出(见表3),车型1与车型3均使用相同的油漆型号,但是车型1无法进行光能量监控;车型2没有类似问题反馈,除油漆型号差异外,在漆膜厚度、能量分配等方面的差异不大。
由此我们可以得出,影响车型1/2/3不同售后表现的主要差异为光固化油漆型号差异。
针对车型1和车型3的光固化油漆性能,我们进行对比和分析。对比2种油漆参数可以看出,其差异主要表现在耐气候性能测试方面,2种油漆虽然都能满足试验要求(GB/T 4599—2007,耐候时间1 160 h),但是国产漆耐候性能上要比进口漆弱,存在设计余量过小的风险,导致存在灯玻局部漆皮脱落风险。
对此,我们从以下2个方面进行了优化:灯玻喷涂、光固化借用车型3生产线,转“桂格”总部生产;申请光固化漆材料变更,由原来的国产漆,“上海科翀UV#60000”改为进口漆“三菱丽阳 F-328”。
通过实施以上2条措施,极大地提高了油漆的耐气候性能,继续跟踪断点后车辆表现,大灯灯玻漆皮脱落问题得到了很好的解决,改进效果明显。
3 总结
海外出口车因其运输方式及海外气候条件的特殊性对整车质量提出了新的要求,通过对大灯灯玻漆皮脱落問题案例的分析,为解决海外出口车质量问题提供了思路。此外,从该案列也可以看出,海外环境的影响主要是从时间上加速了问题表现,很多问题其实也同样在国内车辆中存在,这说明对于整车质量,出口车企业还需要更加注重在设计上充分考虑,夯实基础,不断提升整车质量,争取在国际市场上取得突破。
参 考 文 献
[1]陈拯,宛萍芳,于金鑫.汽车塑料件油漆性能评价[J].涂料工业,2008(10).
[2]金养智.光固化材料性能应用手册[M].第1版.北京:化学工业出版社,2010.
[3]GB/T 4599—2007,汽车用灯丝灯泡前照灯性能[S].
[4]GB/T 10485—2007,道路车辆外部照明和光信号装置环境耐久性[S].
[责任编辑:陈泽琦]
【作者简介】黄薇,女,山东青岛人,本科,上汽通用五菱汽车股份有限公司青岛分公司助理工程师,从事汽车空调电子质量改进提升工作;王鸣一,男,山东青岛人,本科,上汽通用五菱汽车股份有限公司青岛分公司工程师,从事汽车装配质量及工艺改进提升工作。
猜你喜欢
汽车与驾驶维修(维修版)(2021年7期)2021-08-30
机电工程技术(2021年5期)2021-06-24
内燃机与配件(2021年8期)2021-05-28
科技资讯(2020年28期)2020-11-23
时代汽车(2019年8期)2019-08-09
科技资讯(2019年1期)2019-04-27
时代汽车(2018年12期)2018-06-18
北京汽车(2017年6期)2017-12-28
科技资讯(2017年24期)2017-09-15
汽车维修技师(2017年3期)2017-09-03
