
汽车用5754铝合金温拉深成形性能的研究
2016-05-10 05:27胡静远王孟君李继林陈新欢
材料研究与应用 2016年1期
胡静远,王孟君,李继林,陈新欢,张 放
1.中南大学有色金属材料科学与工程教育部重点实验室,湖南 长沙 410083;
2.广东省材料与加工研究所,广东 广州 510610
汽车用5754铝合金温拉深成形性能的研究
胡静远1,王孟君1,李继林2,陈新欢1,张放1
1.中南大学有色金属材料科学与工程教育部重点实验室,湖南 长沙 410083;
2.广东省材料与加工研究所,广东 广州 510610
摘要:通过筒形件拉深试验,研究了压边力、变形速率及变形温度等因素,对5754铝合金板材拉深成形过程的影响规律,并通过扫描电子显微镜(SEM)观察分析了不同条件下筒形件拉裂断口形貌.研究结果表明:在压边力为1.0 N/mm2时,筒形件成形质量较高;在以低于0.5 mm/s的速率拉深时,5754铝合金板的成形性能比高速拉深时的成形性能好;当变形温度低于523 K时,5754铝合金板的极限拉深比随温度的升高而增大,在523 K时达到最大极限,拉深比为2.30,之后随着温度的继续升高,拉深比反而降低;从断口形貌上看,随着温度的升高,板材塑性成形性能逐渐改善.
关键词:5754铝合金;成形性能;极限拉深比;断口形貌
随着汽车产业的不断发展,汽车成为了必不可少的生活用品,同时也带来了能源短缺及环境污染等问题,汽车生产商们必须把汽车产业成长的重心着力于节约能源和环境保护方面[1-2].在现阶段,汽车轻量化是达到节能环保较理想的方法,这使轻质材料的应用受到了汽车生产商们的广泛关注.在众多轻质材料中,铝合金以其密度低、刚强比高、抗冲击性能良好、可回收性好、易加工及表面质量优良等一系列优点,而受到了人们的广泛关注[3-4].车身用铝合金板的成形性能与钢板存在一定的差距,其弹性系数不足钢板的1/3,室温下延伸率不高,冲压成形性能不佳,容易产生裂纹与起皱等问题[5].有关研究表明[6-8],铝合金在温成形状态时,塑性有所上升,成形性能有所加强.
本文通过筒形件温拉深试验,对压边力、变形速率及变形温度等因素,对5754铝合金板材拉深成形性能的影响进行了研究,以期为开发汽车用5000系铝合金板的成形技术提供理论参考.
1试验部分
1.1试验材料
试验材料为汽车用5754铝合金冷轧板,其厚度为1.10 mm,合金成分列于表1.

表1 5754铝合金化学成分
1.2试验方法
试验用板材的生产工艺流程为熔铸→铸造→铣面→均匀化→冷轧,板材厚度由4.60 mm→3.60 mm→2.50 mm→1.85 mm→1.40 mm→1.10mm.试验时首先将板材切边,然后拉矫清洗切边,最后退火(条件为587 K,3 h)[9].图1所示为拉深试验装置简图.模具尺寸参数如下:凸模直径为50.00 mm,圆角半径为5.00 mm;凹模直径为53.64 mm,圆角半径为13.00 mm.
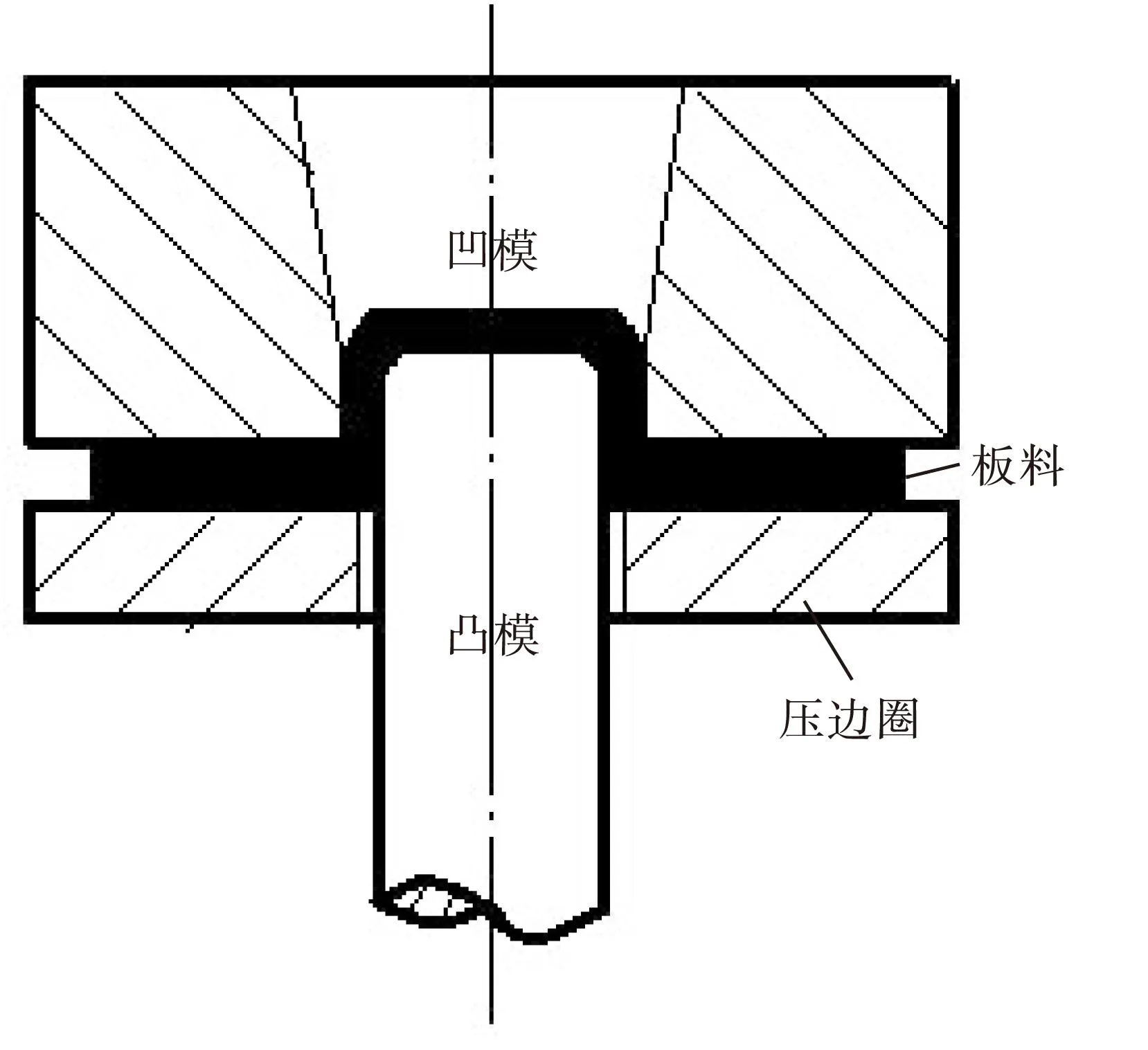
图1 拉深试验装置示意图Fig.1 Schematic diagram of drawing experiment equipment
用线切割切法取直径85.00~125.00 mm的圆板,板厚为1.10 mm,将切割的试样放到板材试验机上进行拉深,确定出不同试验状态下不破裂而能够成形的最大板坯直径Dmax和冲头直径dp的比值,该值就为板材的极限冲深比值(LDR),用公式表示为:
LDR=Dmax/dp.
采用双十字法使板材坯料准确对中.将抹好机油的坯料平放于凹模之上,并用压边圈预紧,调节压边力、变形速率及温度,以研究汽车用5754铝合金板的成形性能.试验过程中,计算机系统自动采集拉深载荷、冲头行程等相关数据.
2结果与分析
2.1压边力对成形性能的影响
压边力对板材成形质量的影响较大,压边力过小时,进料阻力减小,板材容易起皱;而压边力大于一定值后,板材容易在危险断面处出现拉裂等缺陷.图2为室温下(303 K),直径为90.00 mm的5754铝合金板坯,在冲压速率为0.5 mm/s、机油润滑、单位压边力分别为0,0.5,1.0和2.0 N/mm2条件下,筒形件拉深实物图.从图1可以看出:不加载压边力时,板材出现较严重的起皱现象;当压边力为0.5 N/mm2时,板材有轻微的起皱;压边力提高至1.0 N/mm2时,筒形件口部较平整,成形质量较高;当压边力继续增大至2.0 N/mm2时,拉深成形开始不久就在筒形件危险断面处发生破裂.由此可知,当压边力为1.0 N/mm2时,筒形件成形质量较高.

图2 不同压边力时筒形件实物图Fig.2 Drawing cylinder at different blank holder forces
2.2成形速度对成形性能的影响
为了得出合适的凸模速度,在室温、单位压边力为1.0 N/mm2、润滑条件为机油润滑、凸模速度分别为0.1,0.5和1.5 mm/s的条件下,对试样进行拉深.图3为试样拉深载荷-凸模行程曲线.从图3可见,当凸模速度由0.1 mm/s提高至0.5 mm/s时,拉深载荷上升幅度不大;而当速度继续增大至1.5 mm/s时,拉深载荷增幅较大超出一定范围,拉深成形还没来得及完成就在筒形件危险断面处发生了破裂.这是由于随着凸模速度的增加,法兰区板材加速变厚,维持拉深变形继续所需的拉力增大过快,以致超过了筒形件危险断面处板材所能承载的变形抗力,导致该区域板料较早地发生了局部流动,使得板材拉裂[5].图4为筒形件拉深破裂的实物图.
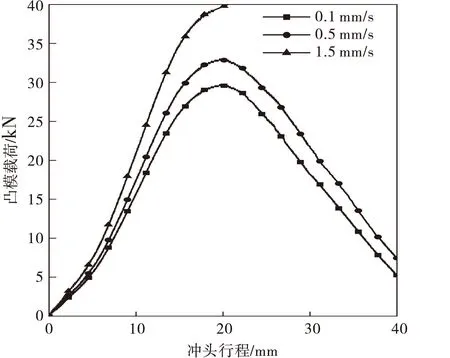
图3 拉深载荷—凸模行程曲线Fig.3 Punch stroke-punch load curves

图4 5754铝合金板材断裂形貌Fig.4 Fracture morphology of 5754 aluminum alloy
2.3成形温度对成形性能的影响
成形温度对冲压成形性能影响较大,室温下5754铝合金板材的塑性成形性能不是很好,故需要对板材进行温成形加工.为了确定5754铝合金板合适的冲压温度,在冲压速率为0.5 mm/s、单位压边力为1.0 N/mm2、机油润滑及冲压温度分别为303,373,448,523和573 K的条件下,对试样进行温成形加工.图5和图6分别为不同成形温度下5754板材的LDR值变化曲线及筒形件拉深成形实物图.
从图5可以看出,温度为303 K时5754铝合金板材的LDR值为1.90,温度为523 K时所对应的板材LDR值为2.30,随着温度继续升高板材的LDR值开始下降,当温度为573 K时板材的LDR值降至2.18.这表明,5754铝合金板材的LDR值并不是随着成形温度的升高而一直增大的.当温度升高后,试样拉深性能有较大的提升,但板材的抗拉强度却逐步下降,如果板材温度升高过大(大于523 K时),会使得5754铝合金板材危险断面处的抗拉强度下降过大,当抗拉强度下降幅度大于塑性变形增大幅度时,板材危险断面处拉裂的概率就会随之升高[10-11],这时板材的LDR值开始下降.由此可以看出,在上述试验条件下,5754铝合金板材的适宜成形温度为523 K,此时拉深成形效果较理想.
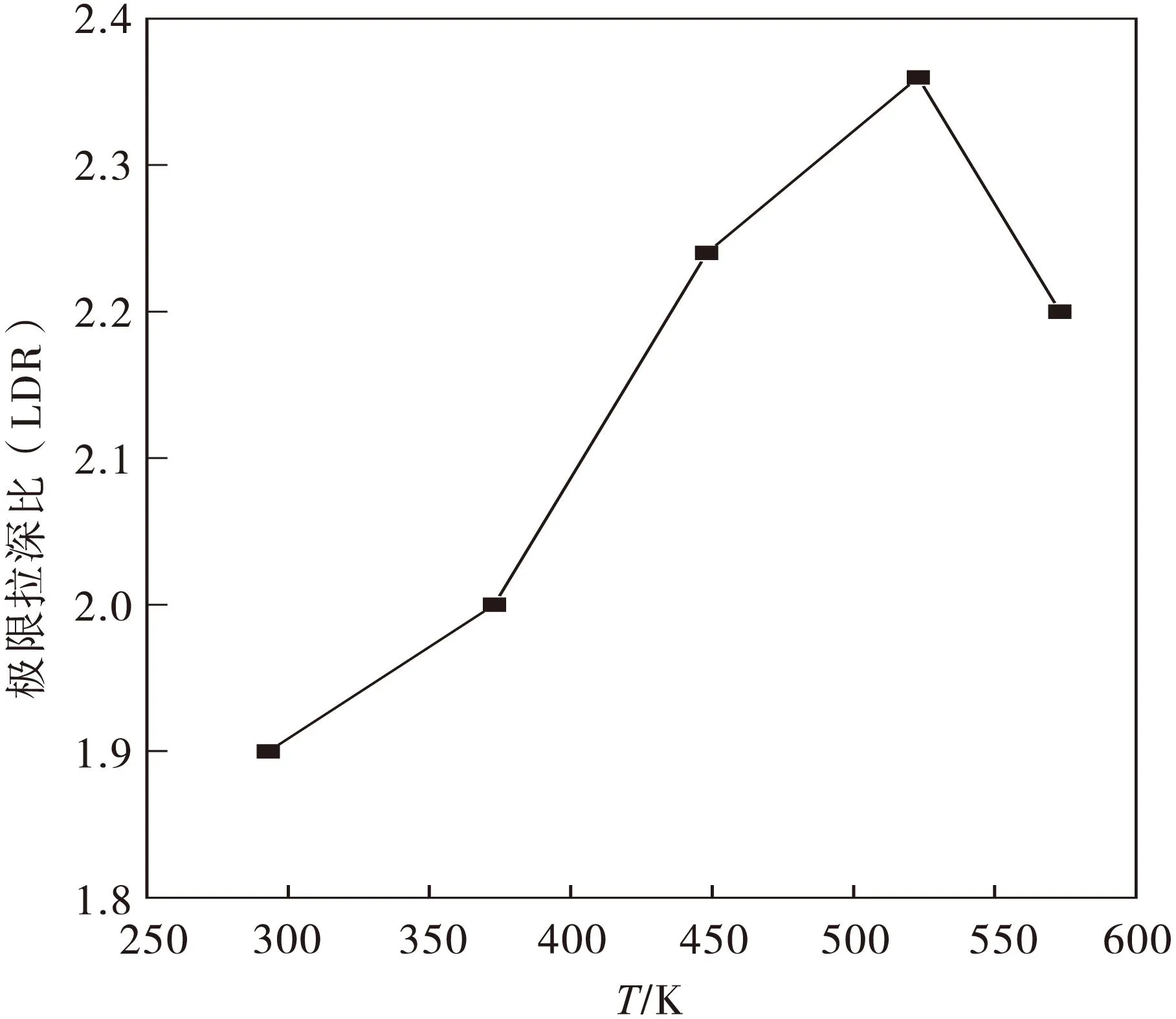
图5 不同成形温度下5754铝合金的极限拉深比Fig.5 Variations of limiting drawing ratio of 5754 aluminum alloy at different forming temperatures
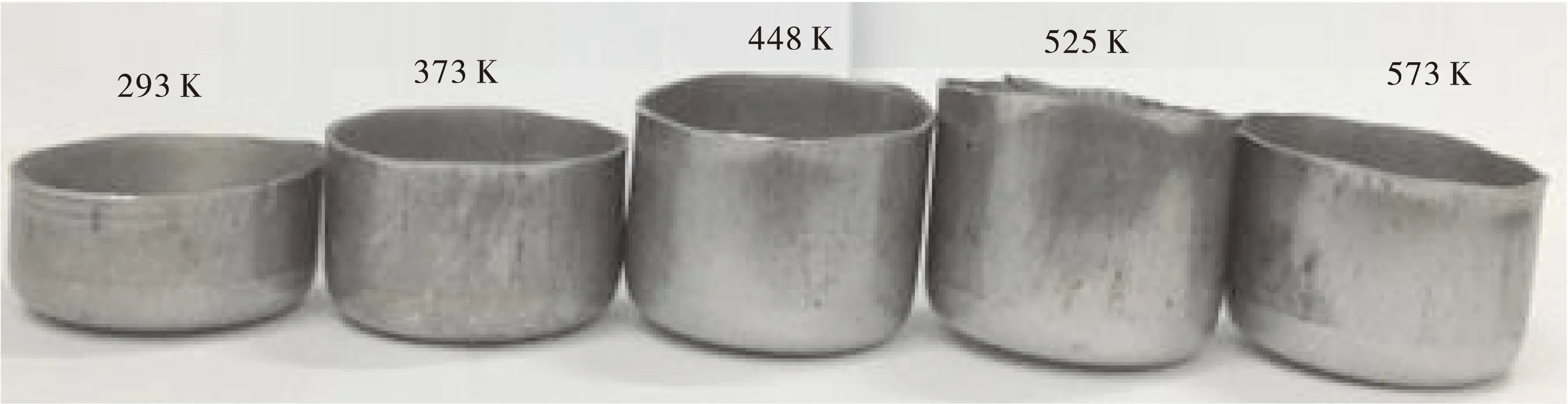
图6 不同成形温度下筒形件拉深实物图Fig.6 Drawing cylinder at different forming temperatures
通过扫描电子显微镜,在凸模速度为0.5 mm/s、成形温度303~573 K的条件下,对5754铝合金板材断口形貌进行观察分析(图7).图7为不同变形温度下5754铝合金断口形貌图.从图7可以发现,室温下(303 K)试样断口处韧窝较少,而孔洞分布较为密集.这主要是由于变形时大量位错运动而使得位错塞积,在颈缩部位形成较多的孔洞,宏观上表现为板材拉裂断口塑性较差.随着温度的升高,5754铝合金板材塑性成形性能有所上升,拉深断口韧窝数量有所增加,而且温度越高,板材断口韧窝的深度及尺寸均有所增加,宏观上表现为拉裂断口塑性较好.这主要是随着温度的升高,在成形过程中出现较为明显的动态再结晶现象,使晶界产生滑动和晶粒发生旋转,这能有效地阻碍孔洞及裂纹的生长,也可以弥补因塑性成形而出现的微观缺陷,使得板材塑性成形性能有所提高.因此,随着温度的升高,5754铝合金板材的LDR值逐渐增大.
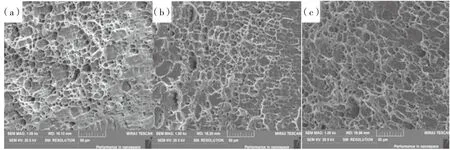
图7 不同变形温度下的5754铝合金断口形貌(a)303 K;(b)448 K;(c)573 KFig.7 Fracture morphology of 5754 aluminum alloy at different forming temperatures
3结论
(1)压边力的大小,对5754铝合金板的成形质量有重要影响,在压边力为1.0 N/mm2时,成形件质量较好.
(2)随着成形速度的增加,板材的拉深载荷变大,当成形速度大于1.5 mm/s时,在危险断面处板材容易拉裂.
(3)随着温度的升高,板材的LDR值并非一直增大;当温度为523 K时,板材的LDR值升高到2.30;当温度继续升高至573 K,板材的LDR值降至2.18.
参考文献:
[1] MILLER W S,ZHUANG L,BOTTOEMA J,et al.Recent development in aluminum alloys for the automotive industry[J].Materials Science and Engineering:A,2000,280(3):37-49.
[2] 王孟君,黄电源,姜海涛,等.汽车用铝合金的研究进展[J].金属热处理,2006, 31(9):35-39.
[3] MERKLEIM M,GEIGER M.New Material and production technologies for innovative lightweight constructions[J].Journal of Materials Processing Technology,2002,125(126):532-536.
[4] TANG Bingtao,LU Xiaoyang,WANG Zhaoqing,et al.Springback investigation of anisotropic aluminum alloy sheet with a mixed hardening rule and Barlat yield criteria in sheet metal forming[J].Materials & design,2010,31(4):2043-2050.
[5] 王孟君,周威,任杰,等.汽车用5182铝合金的温拉深成形性能[J].中南大学学报,2010,41(3):936-939.
[6] 张超.5754/6016铝合金板温热成形性能研究[D].南京:南京航空航天大学,2013:3-7.
[7] 黄电源.汽车用5182铝合金温变形行为及其拉深成形性能的研究[D].长沙:中南大学,2007:24-53.
[8] 任杰.汽车用5182铝合金温拉深成形行为及其数值模拟的研究[D].长沙:中南大学,2010.
[9] 王孟君,黄电源,姜海涛,等.退火对汽车用5182铝合金板材组织与性能的影响[J].金属热处理,2006,32(9):18-20.
[10] 肖景荣,姜奎华.冲压工艺学[M].北京:机械工业出版社,2000:65-67.
[11] 张辉,彭大暑,杨立斌,等.5182铝合金热轧再结晶模型[J].金属热处理,2000,25(12):21-23.
Forming properties of 5754 aluminum alloy for automotive body sheet during warm deep drawing processes
HU Jingyuan1,WANG Mengjun1,LI Jilin2,CHEN Xinhuan1,ZHANG Fang1
1.TheKeyLaboratoryofNonferrousMetalMaterialsScienceandEngineeringofMinistryofEducation,CentralSouthUniversity,Changsha410083,China;2.GuandongInstituteofMaterialsandProcessing,Guangzhou510650,China
Abstract:By cylindrical workpieces drawing test,the paper had researched the influence of blank holder force,strain rate and temperature on 5754 aluminum alloy,and analyzed the fracture morphology of cylinder under different conditions by SEM. It is found that under the blank holder force is 1.0 N/mm2,aluminum alloy could gain optimum drawing performance. The forming properties of 5754 aluminum alloy sheet are better when the drawing speed is lower than 0.5 mm/s. LDR increases while the forming temperature increases before it gets to the maximum value 2.30 at 523K,and LDR value decreases after that. By analyzed the fracture morphology,it is found that the forming properties of the sheet can be improved gradually with the temperature increasing.
Key words:5754 aluminum alloy;forming properties;limiting drawing ratio;fracture morphology
中图分类号:TG386.3
文献标识码:A
文章编号:1673-9981(2016)01-0039-05
作者简介:胡静远(1993-),女,湖北省孝昌县人,硕士研究生.
收稿日期:2015-12-02
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23
模具制造(2021年8期)2021-10-20
航空材料学报(2019年3期)2019-06-05
制造技术与机床(2018年8期)2018-10-09
锻造与冲压(2017年14期)2017-08-01
浙江科技学院学报(2017年1期)2017-06-01
锻压装备与制造技术(2016年3期)2016-06-05
工业设计(2016年12期)2016-04-16
锻压装备与制造技术(2015年2期)2015-06-26
锻压装备与制造技术(2015年1期)2015-06-07
