海上平台栈桥输油管线腐蚀失效原因
2015-11-19 02:58马晓勇赵大伟杨皓洁
腐蚀与防护 2015年3期
马晓勇,杨 明,龙 云,赵大伟,陈 超,杨皓洁
(中海油能源发展股份有限公司,上海环境工程技术分公司,上海 200032)
海上平台栈桥输油管线腐蚀失效原因
马晓勇,杨 明,龙 云,赵大伟,陈 超,杨皓洁
(中海油能源发展股份有限公司,上海环境工程技术分公司,上海 200032)
某海上平台栈桥输油管线在投产不到2 a时间内即发生局部腐蚀泄漏,泄漏部位处于管道底部焊缝连接位置。为了研究其腐蚀原因及对今后腐蚀控制提供参考,对发生腐蚀泄漏部位进行材质理化检验、腐蚀部位宏观形貌及SEM观察、能谱分析、腐蚀产物X射线衍射分析及电化学分析。结果表明,CO2腐蚀是造成该输油管线泄漏的原因,而导致焊接处优先发生泄漏的主要原因是焊缝和母材材质不匹配及焊接工艺不当引起焊缝自腐蚀电位低以及沟槽敏感性高。
海上平台;输油管线;CO2腐蚀;自腐蚀电位;沟槽腐蚀
近年来由焊缝腐蚀失效而导致的泄漏事件成为海上油气田管线及设备在服役过程中的常见问题,而这种问题的出现多为焊接工艺控制不当所致,焊接工艺不仅对焊材提出要求,对被焊管线、焊后热处理也提出相应要求[1-3],为研究海上某平台栈桥输油管线的腐蚀泄漏原因,避免今后类似失效事件的发生,同时为未来开展腐蚀控制工作提供参考,本工作对该输油管线的腐蚀失效原因进行了分析。
1 工况分析
某油田栈桥输油管线于2011年7月投入使用,2012年5月发生局部管线泄漏,失效的管线是从A平台经栈桥至B平台分离器入口管汇的8″原油管线,管材材质为C.S.,标准牌号为ASTM A106 Cr.
B无缝管,考虑到腐蚀余量,选择标准壁厚8.18 mm。管子对接时采用钨极氩弧焊(GTAW)进行焊接,焊接填充丝为φ2.4 mm和φ3.2 mm的JG-50焊丝,其生产规范为AWS A5.18,保护氩气流速为13~17 L/min,纯度99.99%;焊接工艺设计要求预热温度为34 ℃,未要求焊后热处理。现场实测数据显示,管线日输液量923 m3/d,输气量1 749 sm3/d,管内压力0.64 MPa,温度93 ℃,含水量62.34%,CO2分压为0.046 5 MPa。
2 理化检验
2.1 宏观分析
图1为失效管的宏观形貌。由图1可见,管外壁除靠近泄漏点附近有少量腐蚀外,其他位置基本没有发生腐蚀,泄漏点在焊缝6点钟方向,穿孔直径约9 mm,如图1(a)及1(b)所示。由图1(c)可见,管体内壁总体表现为均匀腐蚀,整个管体内壁附着

(a) 外壁整体形貌 (b) 外壁穿孔形貌 (c) 内壁穿孔形貌图1 失效管宏观形貌图Fig. 1 Macro-corrosion morphology of failed pipeline(a) overall morphology of the outer wall (b) perforation morphology of the outer wall(c) perforation morphology of the inner wall
一层棕红色腐蚀产物,除泄漏位置外内壁未见明显的局部腐蚀。
2.2 壁厚测量
使用超声波测厚仪按照来液顺时针方向每隔45°进行测量,同时沿8条轴线方向每隔10 cm测量一点壁厚,根据测量数据绘制壁厚分布图,结果见图2。
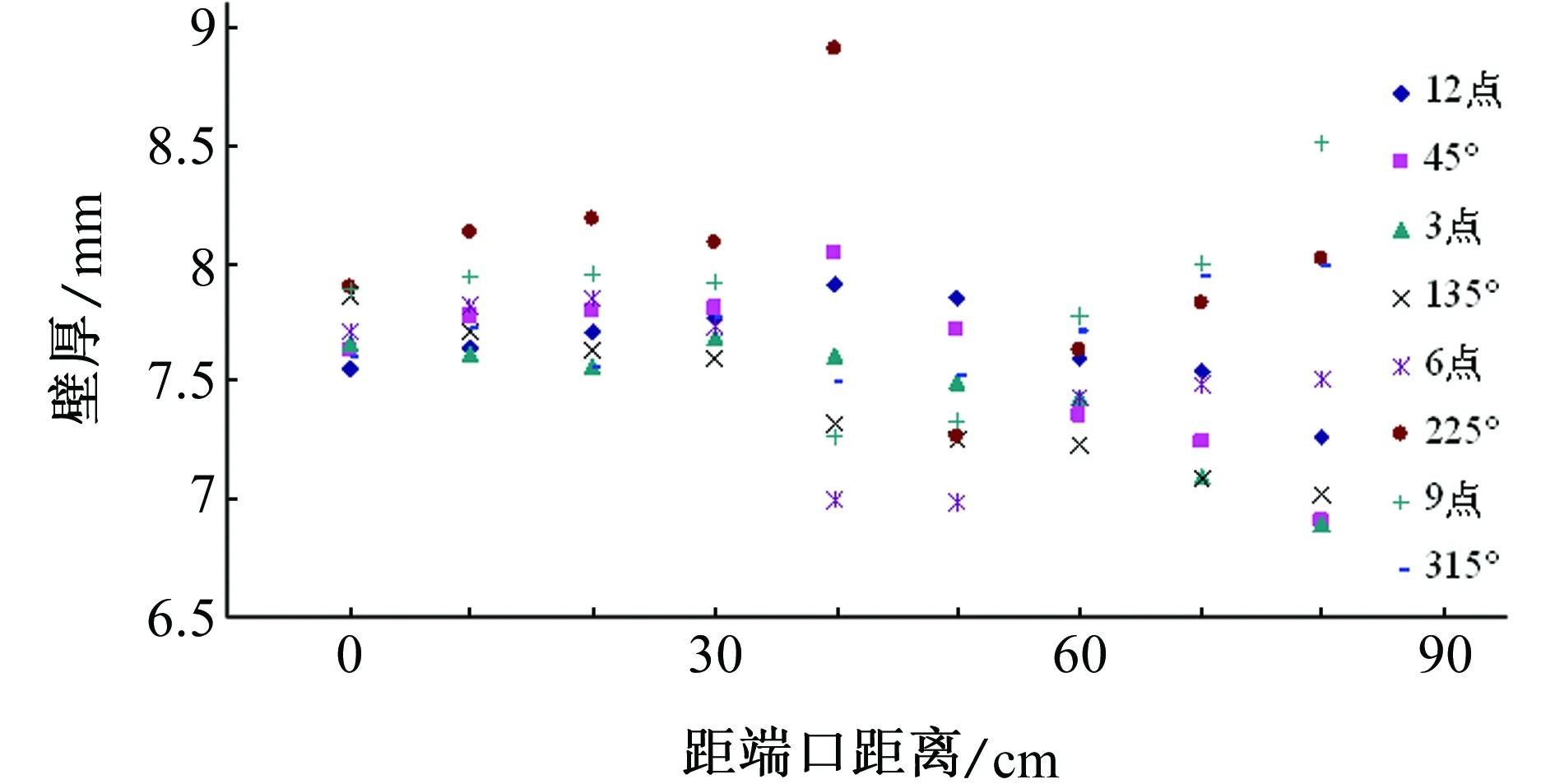
图2 失效管壁厚分布图Fig. 2 Wall thickness distribution of failed pipeline
由图2可见,相对于标准壁厚8.18 mm,失效管整个管体均发生了不同程度的减薄,减薄厚度大约在0.2~1 mm范围,且在穿孔所在的轴线附近,减薄较为明显。
2.3 材质分析
分别取焊缝及母材区样品进行化学成分,拉伸性能、冲击韧性及硬度测试。结果表明,母材及焊缝使用材质均符合标准要求。表1为在直管及焊缝中心位置取样化学成分分析结果,可以看出,母材与焊缝两者碳、硅、锰、硫、铬、铜元素含量存在差异,当碳、锰、铬元素含量不同时会导致母材与焊缝抗腐蚀能力不同,硅元素的存在易造成焊缝金属夹杂[4]。

表1 化学成分分析结果
2.4 金相组织
分别取穿孔部位附近母材和焊缝进行金相组织观察,如图3所示。由图3(a)可见,基体为F+P组织,且在焊缝区存在大量的魏氏体组织(先共析粗大F组织)。由图3(b)、(c)可见,热影响区有较明显的孔洞,孔最大深达14 μm;并且在焊缝区出现尺寸较大的夹杂物,见3(c)。
3 XRD分析
图4为失效管内壁腐蚀产物的XRD分析结果。由图4可见,腐蚀产物主要成分为FeCO3和FeO(OH)。其中FeCO3是CO2和铁发生腐蚀反应的产物,而FeO(OH)的生成,也和FeCO3密切相关,说明管材发生了CO2腐蚀。

图4 管内壁腐蚀产物XRD分析结果Fig. 4 XRD results of corrosion products on inner wall of the pipeline
4 SEM及EDS分析

(a) 焊缝上腐蚀坑形貌(b) 母材和腐蚀产物界面

(c) 表面腐蚀产物 (d) 穿孔内壁边缘腐蚀产物图5 试样横截面腐蚀形貌图Fig. 5 The corrosion morphology of cross section of the sample(a) pit morphology of the weld(b) interface between parent material and corrosion product(c) surface corrosion products(d) corrosion products on the hole edge
图5为试样横截面方向上的SEM形貌。从图5(a)可以看出,焊缝上腐蚀产物较厚(约为5 mm),且产物呈多层状结构。由图5(b)可见,母材上的腐蚀产物相对较薄,约为0.5 mm,且与基底结合不紧密。表面腐蚀产物与基体结合不紧密见图5(c),穿孔内壁边缘分布着颗粒状腐蚀产物且腐蚀产物覆盖不均匀,对图5(c)及5(d)所示的取点位置腐蚀产物进行能谱(EDS)分析,结果见表2。

表2 试样表面及穿孔位置附近能谱分析结果
由表2可见,腐蚀产物中主要成分为碳、氧和铁,同时还有少量的氯、镁、硅、硫和钙等,分析结果与XRD分析结果吻合。
5 电化学分析
5.1 电化学性能
分别在失效件母材和焊缝上取φ15 mm×3 mm圆片试样。电化学测试设备选用AMETEK公司的M273A恒电位仪,辅助电极选用大面积石墨惰性电极,参比电极为饱和甘汞电极(SCE);腐蚀溶液为3.5% NaCl中性溶液,气氛为CO2,温度为77 ℃,采用开路电位法测定不同部位材料自腐蚀电位,如图6所示。

图6 母材和焊缝自腐蚀电位测试结果Fig. 6 The corrosion potential test results of parent metal and weld
由图6可见,母材的自腐蚀电位约为-700 mV,焊缝区的自腐蚀电位约为-800 mV。一般认为,当相互接触的两种金属电极电位差在50 mV以上时,在腐蚀介质中就有可能发生电偶腐蚀,且电位低的金属首先发生腐蚀[5]。从上述测试结果看,焊缝区的腐蚀电位比母材低大约100 mV,因此在腐蚀环境中,焊缝就比母材优先发生腐蚀。
5.2 沟槽腐蚀试验
在直管焊接处切取试样,加工成30 mm×15 mm×3 mm的试片,焊缝位于试片30 mm长度中心。由于沟槽腐蚀敏感性的评价目前尚无统一标准,参考有关文献资料,试验采用恒电位电化学阳极极化加速腐蚀试验方法进行[6]。试样表面用水磨砂纸逐级打磨至1 200号,用丙酮和无水乙醇清洗。试验采用三电极体系,饱和甘汞电极(SCE)为参比电极,碳棒为辅助电极。腐蚀介质为3.5% NaCl中性水溶液,阳极极化电位为-550 mV(相对于SCE),试验周期为72 h,试验在温度为70 ℃下进行。 采用金相剖面法测量焊缝的腐蚀深度h2和母材的腐蚀深度h1,测量方法见图7。焊缝沟槽腐蚀敏感系数α定义为:α=h2/h1,α数值愈大,沟槽腐蚀敏感性愈高。普遍接受的评价标准是焊缝沟槽腐蚀敏感系数α≥1.3,沟槽腐蚀敏感;焊缝沟槽腐蚀敏感系数α<1.3,沟槽腐蚀不敏感。

图7 焊缝沟槽腐蚀敏感系数计算方法Fig. 7 Colculation method for the sensitive coefficient of the weld trench etching
图8为焊缝沟槽腐蚀敏感率试验前后试样的表面状态。可以看出,试验后在试样表面出现的多条腐蚀沟槽的位置与焊缝和熔合线位置基本对应。

(a) 试验前

(b) 试验后图8 试验前后试样表面状态Fig. 8 Surface state of the sample before (a) and after (b) the test
图9为72 h试验后试样剖面的金相形貌。由图9可见,焊缝处腐蚀严重,厚度明显减小,且整个焊缝部位厚度小于直管,同时可观察到两条明显的腐蚀沟槽,分别对应直管管侧熔合线。测量不同部位试样厚度减薄量并进行计算,表3为焊缝沟槽腐蚀敏感率试验结果。由表3可见,直管左侧与右侧的焊缝沟槽腐蚀敏感系数α值均大于1.3,属于焊缝沟槽腐蚀敏感。焊缝沟槽试验表明,将φ2.4 mm和φ3.2 mm的JG-50作为焊丝,采用钨极氩弧焊对ASTM A106B进行焊接,获得的焊缝具有较高的焊缝沟槽腐蚀敏感性,即焊缝处易优先发生腐蚀。

图9 72 h试验后试样剖面金相形貌Fig. 9 Cross-sectional microstructure morphology of the specimen after 72 h test

位置h1h2α直管左侧0.310.551.77直管右侧0.320.471.46
6 分析与讨论
6.1 CO2腐蚀
对失效管线表面腐蚀产物进行能谱分析(EDS)和X射线衍射分析(XRD)结果表明,腐蚀产物主要为FeCO3,同时含有少量FeO(OH)。一般认为,FeCO3在运输过程中与空气中H2O及O2反应,会生成FeO(OH)[7]。进一步观察腐蚀产物微观形貌发现,表面腐蚀产物较为疏松与基体结合不紧密,保护效果差,且焊缝位置生成的腐蚀产物比母材厚。
6.2 焊接材料
本试验采用JG-50作为焊丝,采用钨极氩弧焊对ASTM A106B进行焊接,由于焊丝与母材两者化学成分差异较大,易导致焊缝和母材形成腐蚀性电偶对而出现沟槽选择性腐蚀[8]。焊缝区的自腐蚀电位比母材低大约100 mV,导致焊缝区优先发生腐蚀,而两者成分差异易造成在焊缝与母材熔合线位置发生选择性局部腐蚀,形成腐蚀沟槽,焊缝沟槽试验证实了这一结论。
6.3 焊接质量
从金相组织上来看,在焊缝区存在大量的魏氏体组织(先共析粗大F组织),造成焊缝区微观电化学的不均匀性,促进局部腐蚀的发生,而热影响区形成孔洞及焊缝夹杂物存在同样为局部腐蚀的发生提供了条件,在焊缝有缺陷的部位优先发生腐蚀,最终导致输油管线局部腐蚀穿孔。
7 结论与建议
输油管线及焊缝材质符合ASTM A106B和ISO 15590-1-2001标准要求。环境中CO2及H2O的存在会使管线整体发生CO2腐蚀,由于使用焊接材料与母材不匹配致使焊缝处优先发生腐蚀,而焊接工艺不当造成焊缝局部区域形成粗大魏氏体组织,引起局部腐蚀的发生,焊缝区孔洞及夹杂物的存在进一步加速了局部腐蚀,最终在焊缝缺陷区域穿孔。建议选用与母材电位差小焊丝如TIG-J50,并提高焊接质量以减少焊接缺陷,同时针对该区块集输腐蚀环境,进一步优化焊接工艺(焊接工艺评定应证明焊缝的腐蚀倾向性要低于母材),避免焊缝优先发生腐蚀的倾向。
[1] 陈圣乾,赵大伟,张炜强,等. 某油田井口输油管线焊缝腐蚀失效分析[J]. 腐蚀与防护,2012,33(10):920-923.
[2] 赵国仙,吕祥鸿,韩勇. 某井油管腐蚀原因分析[J]. 材料工程,2010,3:51-55.
[3] 方可伟,白荣国,刘晓军,等. 核岛容器地脚螺栓的失效分析[J]. 腐蚀与防护,2012,33(12):1123-1126.
[4] 刘东,艾俊哲,郭兴蓬. 二氧化碳环境中碳钢电偶腐蚀行为研究[J]. 天然气工业,2007,28(10):11-13.
[5] WANG W,QI H B,LIU C S,et al. Methods of assessing the grooving corrosion of high frequency electric resistance welded pipe[J]. Baosteel Technical Research,2010,4(3):27-31.
[6] HEUER J K,STUBBINS J F. An XPS characterization of FeCO3films from CO2corrosion[J]. Corrosion Science,1999,41:1231-1243.
[7] 毕宗岳,井晓天,鲜林云,等. 热处理对连续油管焊缝沟槽腐蚀行为的影响[J]. 材料热处理技术,2011,40(8):150-153.
Corrosion Failure Reason of Transport Pipeline on Offshore Platform
MA Xiao-yong, YANG Ming, LONG Yun, ZHAO Da-wei, CHEN Chao, YANG Hao-jie
(Shanghai Environmental Engineering Branch, CNOOC Energy Technology & Services-Oilfield Technology Services Co., Ltd., Shanghai 200032, China)
Serious damage occurred on offshore platform pipeline in the production only after its service for only 2 years, the leak position was found in the pipe weld connections at the bottom of the pipe. The failed pipe was analyzed by means of chemical and mechanical properties tests, microstructure examination, XRD and energy-dispersive spectroscopy (EDS) to find out the corrosion and leakage reasons. The results showed that the reason of the pipeline corrosion was CO2corrosion. The priority leakage reasons of welding were improper welding seam and high sensitivity of groove.
offshore platform; transport pipeline; CO2corrosion; self corrosion potential; grooving corrosion
2013-04-09
马晓勇(1986-),助理工程师,硕士,从事油田腐蚀管理工作,18681526786,fsfh_maxiaoyong@126.com
TG172
B
1005-748X(2015)03-0230-04
猜你喜欢
全面腐蚀控制(2022年2期)2022-11-28
轮胎工业(2021年10期)2021-12-24
轮胎工业(2020年9期)2020-03-01
当代化工(2017年2期)2017-03-13
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
江西理工大学学报(2015年3期)2015-12-22
山东冶金(2015年5期)2015-12-10
机床与液压(2015年3期)2015-11-03
电子设计工程(2015年8期)2015-02-27