
航天炉粉煤加压气化装置运行及改进总结
2015-05-25 02:25孟广银吴文慧王志勇林翠华陈振伟王爱云
氮肥与合成气 2015年3期
孟广银 吴文慧 王志勇 林翠华 陈振伟 王爱云
(瑞星集团股份有限公司山东东平271500)
航天炉粉煤加压气化装置运行及改进总结
孟广银 吴文慧 王志勇 林翠华 陈振伟 王爱云
(瑞星集团股份有限公司山东东平271500)
1 气化装置总体运行情况
瑞星集团股份有限公司(以下简称瑞星集团)航天炉粉煤加压气化装置于2009年11月开工建设;2012年12月18日气化炉一次点火成功;2013年3月6日一次顺利联动开车,实现了煤气化和净化生产工艺流程全线贯通。2012年气化炉合计运行13d;2013年气化炉运行时间总计300d,有效运行天数285d(停车影响15d),连续运行最长时间37d;2014年至今,连续运行最长时间160d。
根据煤种、磨煤颗粒、炉温、合成气灰分的测试与分析,对航天炉粉煤加压气化装置部分工艺进行了优化及改进,提高了装置对煤种的适应性,延长了装置的稳定运行周期。目前,该装置日处理煤量2000t,每小时产气量97000m3(标态),可生产合成氨50t;按年运行330d计算,每年可生产合成氨约400kt。2013年气化炉装置停车因素统计分析见表1。
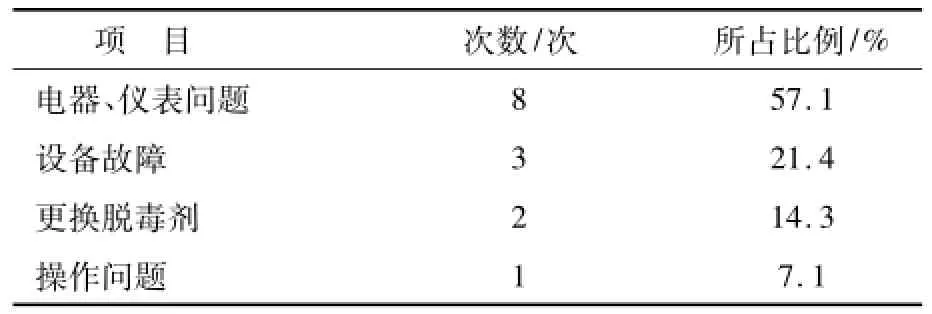
表1 2013年气化炉装置停车因素统计分析
由表1可知:因电器、仪表问题造成停车8次,所占停车总数的比例最大,为57.1%,其是造成停车的主要因素;因设备故障停车3次,占21.4%,随着装置的适应性、操作经验的提高,此类停车因素将会减少、可控;因更换脱毒剂计划停车2次,占14.3%,随着改造及控制方式的优化,年更换脱毒剂可不超过2次,备用脱毒槽投用后,可实现不因更换脱毒剂而停车;误操作停车1次,占7.1%,通过提高操作技能和生产管理,误操作造成的停车可以避免。因此,今后延长气化炉运行周期的关键仍是电器仪表。
2 存在问题及改进措施
2.1 合成气带灰
合成气带灰严重造成的影响:由于合成气带灰较严重,致使系统阻力上升较快,脱毒槽压差在75d内从15kPa升至280kPa,严重威胁系统长周期运行。
改进措施:更换文丘里洗涤器内件,将文丘里洗涤器喷淋水改为洗涤塔给料泵提供,抽取汽提塔的水对合成气进行洗涤。增大系统黑水排放量,洗涤塔黑水排放量由原来的30m3/h提高至80m3/h,将激冷室外排水量由200m3/h增加至230m3/h,加大系统水循环量。
效果:将文丘里洗涤器喷淋水改为洗涤塔给料泵提供,取得一定效果,但不明显;通过增大系统水循环量,进一步提高了对合成气的洗涤效果,脱毒槽压差在75d内升高较慢,目前可稳定在30kPa左右。合成气带灰问题得到了解决,提高了装置的运行稳定性。
2.2 渣池渣锁斗排渣现场溢水
原因:渣池泵的容积太小,流量不能满足实际生产的需求。
改进措施:将渣池泵改换为大泵,其流量为70m3/h。
效果:更换渣池泵后,满足了生产需求,且投用后单台泵流量即可满足生产,解决了渣锁斗排渣现场溢水的问题。
2.3 磨煤机液压油站油温过高
原因:由于磨煤机液压油站是单台泵运行,油循环管路中没有设计用冷却水对液压油进行冷却,导致运行过程中液压油温度持续偏高,甚至高达80℃。
改进措施:在磨煤机液压油站增加冷却器,用循环冷却水对液压油进行持续冷却。
效果:增设冷却器后,液压油站油温由80℃降至45℃,保证了磨煤机长周期安全稳定运行。
2.4 低温甲醇洗系统换热器换热效率偏低
原因:在系统中发现许多细小的渣质(粉尘及腐蚀产物)污染了甲醇溶液,并这些渣质沉积在换热器管程、壳程,直接影响传热效果和堵塞换热器通道,增加甲醇循环的阻力,导致全系统冷却量严重不足。
改进措施:低温甲醇洗系统换热器循环水上水管线上加设过滤器,并对换热器进行清洗,去除循环水中细小渣质。
效果:加设过滤器后,系统阻力大大降低,提高了全系统的冷却量,使换热器冷却效率提高,降温效果明显,也延长了设备运行周期。
3 有待进一步解决的问题
(1)消耗不稳定,滤饼生成量较多,外排水较高。航天炉粉煤加压气化装置自联动开车至今已有近1年半的时间,每月合成氨产量基本能完成任务,但是各项消耗得不到较好的保证。2013年10月和11月,吨氨煤耗较高,分别为1.41t和1.43t,均没有达到指标。水处理系统负荷较大,滤饼生成量较多,日滤饼车数最高达33车,外排水量平均为75m3/h。
(2)设备管理计划性差。由于现场运转设备较多,大型机组运行时间较长,暴露了较多设备问题。一些大型设备、重点设备、高速泵等没有制定相应的计划性检修工作规章制度。
(3)培训工作有待加强。经检查发现,年轻操作人员知识掌握不够全面,操作技能较差,对现场设备、阀门、管道等不熟悉,调节经验不足。
4 结语
航天炉粉煤加压气化技术具有煤种适应范围广、能耗低等优点。目前,瑞星集团航天炉粉煤加压气化装置总体运行情况良好,连续运行最长时间达160d,取得了良好的经济和社会效益。
2014-10-27)
猜你喜欢
氮肥与合成气(2022年7期)2023-01-15
分子催化(2022年1期)2022-11-02
氮肥与合成气(2022年6期)2022-06-20
老年博览·上半月(2022年4期)2022-05-13
环境卫生工程(2021年2期)2021-06-09
中国特种设备安全(2019年5期)2019-07-16
中氮肥(2018年4期)2018-01-30
财经天下周刊(2016年5期)2016-06-08
商界评论(2016年5期)2016-06-01
中国信息化周报(2015年18期)2015-11-06
