粉末高温合金FGH96线性摩擦焊接头组织与力学性能
2014-11-30 09:45马铁军王为李文亚
材料工程 2014年10期
马铁军,王为,李文亚,张 勇
(西北工业大学 凝固技术国家重点实验室 摩擦焊接陕西省重点实验室,西安710072)
线性摩擦焊(LFW)以其优质、高效、节能、环保等优点,已逐渐成为高推重比航空发动机整体叶盘制造与维修的关键核心技术之一。目前,线性摩擦焊的研究与应用主要是针对风扇及低压压气机的钛合金整体叶盘进行。Vairis和Frost[1,2]系统研究了Ti-6Al-4V(TC4)的线性摩擦焊工艺,分析了焊接过程并进行了参数优化。马铁军等[3,4]针对多种钛合金进行了线性摩擦焊实验,揭示了接头组织特征、力学性能和工艺参数之间的关系。张田仓等[5,6]也对多种钛合金进行了同质或异质线性摩擦焊,揭示了其组织演变规律与性能特征。
随着线性摩擦焊技术的进一步发展,必将在高温合金高压压气机及涡轮转子整体部件的制造与维修中得到应用。由于国内外针对高温合金的线性摩擦焊研究均处于起步阶段,因此文献报道较少。陈曦等[7]进行了GH4169线性摩擦焊工艺研究,揭示了GH4169线性摩擦焊接头的组织特征、形成机理,以及摩擦压力、振幅、焊接时间等主要焊接参数对接头组织性能的影响。Mary等[8,9]研究了In718合金的线性摩擦焊工艺参数,并对接头的微观组织进行了研究和分析,发现再结晶区域处晶粒尺寸约为母材的67%,而TMAZ处晶粒尺寸与母材相当。
FGH96合金是第二代损伤容限型粉末高温金,其以面心立方(FCC)的奥氏体为基体,以FCC结构的γ′为主要强化相,是当前750℃工作条件下满足高推比、高燃效发动机使用要求的涡轮盘、环形件和其他热端部件的关键材料[10,11]。研究FGH96的线性摩擦焊接头组织及性能特征,将为未来高温合金线性摩擦焊工艺研究及整体叶盘的制造奠定基础。
本研究进行了FGH96高温合金线性摩擦焊的初步实验研究,分析了接头组织与力学性能。
1 实验材料与方法
1.1 试件
FGH96粉末高温合金的化学成分如表1所示,图1为母材的金相组织照片。由图1可以看出母材状态是原始粉末经过热等静压成型后再经过“固溶+时效”处理后得到的等轴奥氏体晶粒+部分淬火孪晶组织,晶粒度为6级,原始粉末颗粒边界已溶入基体中。

表1 FGH96的名义化学成分(质量分数/%)[12]Table1 Nominal chemical composition of FGH96(mass fraction/%)[12]
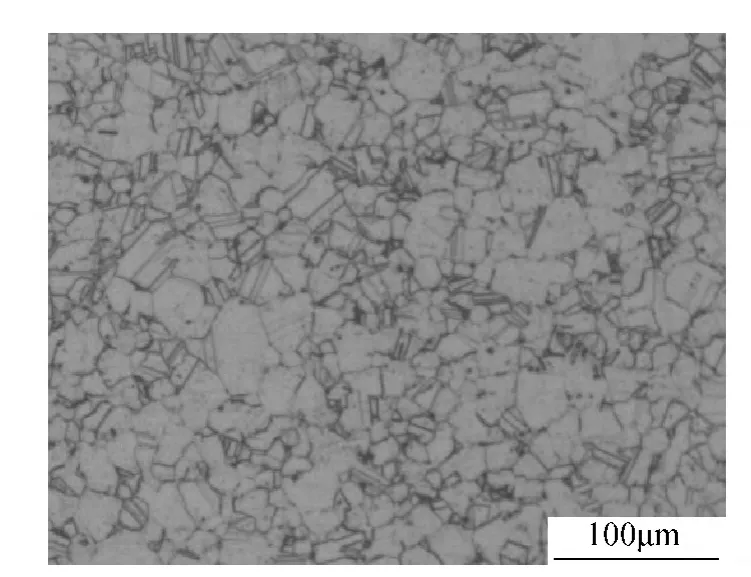
图1 FGH96合金母材截面组织Fig.1 Microstructure of base FGH96superalloy
1.2 实验方法
进行线性摩擦焊实验的试件尺寸为14mm×7.5mm×38.2mm,焊接面积为14mm×7.5mm,摩擦方向为长度14mm的方向。实验设备为实验室自行研制的XMH-160型线性摩擦焊机,实验所用的焊接参数为:振幅3mm,频率35Hz,摩擦压力160MPa。
金相试样表面垂直于焊缝界面。将抛光后的金相试样进行腐蚀,腐蚀液为24mL CH3OH+16mL HCl+10mL H2O2。所用的显微镜分别为OLYMPUS QX71型光学显微镜和SUPRA 55型扫描电镜。
拉伸试样是从同一规范下的试样中取出的5个标距26mm、宽度3mm、厚度1mm的非标准拉伸试样;另以同样规格制得3件母材拉伸试样进行对比。拉伸试验机型号为Shimadzu AG-X型,拉伸速率为1mm·min-1。显微硬度是从焊缝中心开始,沿着与焊缝垂直的方向每隔100μm测量一次,直到母材区,所用仪器为Duramin-A300。
2 接头组织特征及形成过程分析
2.1 接头宏观组织特征
接头的宏观组织如图2所示。图2(a)是接头界面及周围区域的宏观剖面金相照片,水平方向是试样的摩擦方向。可以看到,接头中心区域组织的颜色比两侧区域深,深色区域的晶粒不能明显分辨,而此区域外母材中的晶粒比较明显,初步说明此区域的晶粒十分细小;还可以看出中心区域颜色深浅不一,说明此区域组织不均匀,原因可能是由于FGH96合金具有较高的高温变形抗力,在高温时塑性金属流动性仍然较差,因而在焊接结束时界面周围塑性金属难以均匀挤出,这些金属温度较高,其晶粒的形变程度及与周围金属的动态再结晶程度不同,所以表现出图中颜色不均匀的现象。

图2 接头截面光镜组织(a)接头全貌;(b)图(a)中B区Fig.2 OM micrographs of joint cross-section(a)full view;(b)zone B in fig.(a)
图2(b)为图2(a)中矩形框B位置的局部放大图,可以看出接头中部深色区域的晶粒非常细小,与两侧组织的晶粒大小差异很大,这个区域为焊缝区,焊缝区两侧组织不均匀的区域则为热力影响区。焊缝区与热力影响区的界面非常明显,这是由于FGH96合金有着优良的高温性能,即使在很高的温度下其力学性能仍然保持在较高状态,故两侧组织变形量与焊缝区相比很小,导致动态再结晶程度差异很大,因此两个区域的组织形貌差异也很大。
2.2 焊缝区微观组织
图3为焊缝区中部微观组织。由图3(a)可以看出焊缝区组织为非常细小均匀的等轴晶粒,与母材组织的晶粒大小差异较大。

图3 焊缝区SEM组织形貌(a)焊缝区中部;(b)图(a)中B区Fig.3 SEM micrographs of weld zone(a)middle part of weld zone;(b)zone B in fig.(a)
焊缝细晶的晶粒度约为9级,该组织的形成是由于摩擦焊形变过程的工艺特点和FGH96粉末高温合金材料本身的性质所共同决定的。线性摩擦焊的特点是加热升温快,时间短,更重要的是,运动端的高速线性运动与移动端轴向压力的共同作用使摩擦界面及其近区产生了高的剪切变形速率、大的剪切变形量以及一定的轴向缩短变形速度和程度。高的焊接温度达到了合金的强化相γ′的固溶温度,使γ′相溶于基体,而FGH96合金主要是γ′相的沉淀强化作用,当γ′溶于基体,合金失去了强化作用,强度便迅速下降,达到热塑性状态,流动性显著增强向四周流动,这样有利于氧化物和杂质的自清理,也有利于分子间的扩散和再结晶。
从焊缝附近区域即将进入焊缝的金属,由于发生了较大的塑性变形会产生大量的亚晶粒,这些亚晶粒会成为再结晶的晶核,在焊缝区高温的作用下,进一步促进了焊缝区及周围组织的再结晶。然而,焊缝金属的再结晶是在快速变形的过程中进行的,再结晶晶粒处在不断滑移和变形的过程中,新晶核大量形成,晶粒不断长大,又不断被挤出。另外,摩擦焊过程的加热时间很短,冷却速度很快,晶粒的长大受到很大程度的制约,因此,焊缝中再结晶晶粒十分细小。在图3(b)中虚线内侧是接头两边在焊缝区的分界区域,可以看出这个区域非常窄,晶粒极小,基本是未长大的再结晶晶粒。
在线性摩擦焊过程中,由于接头中心区域的温度远高于γ′的固溶温度,使γ′溶于基体中。而在摩擦停止以后,接头热量迅速通过工件热传导散失,使接头温度迅速降到强化相析出温度以下,所以在接头中心区的细晶组织中基本上没有强化相[13,14]。
焊缝界面上还存在一些微观孔洞,这些微观孔洞可能是由于接头温度不均匀导致应力不均而形成的缩孔,还有可能是少量杂质被腐蚀后形成的孔洞。
2.3 热力影响区微观组织
接头热力影响区的微观组织如图4所示,图4(a)为TMAZ靠近焊缝区低倍照片,图4(b)为TMAZ中部低倍照片,图4(c)为TMAZ靠近焊缝区SEM照片。由图4可以看出整个热力影响区的微观组织呈粗晶和细晶共存的特征,而且与焊缝距离的不同,热力影响区中粗晶和细晶的比例也不同,近缝区中粗晶较多,中部粗晶则较少。
以上微观组织形貌特征的形成是接头不同区域组织在线性摩擦焊过程中的热力历程不同导致的。热力影响区的近缝区受到力和热的作用仅次于焊缝区,部分变形晶粒在热的作用下会发生再结晶,但此区域晶粒的变形量远小于焊缝区,所以该区域组织的再结晶程度及再结晶晶粒的数量相对较少。另外,此区域的热量是通过焊缝区热传递和自身变形产热形成的,温度高于强化相的固溶温度,使部分强化相溶于基体,减小了对晶粒长大的阻碍,而此区域的热量不会通过飞边大量快速散失,使高温保留时间相对较长,故部分晶粒长大明显。

图4 热力影响区的微观组织(a)TMAZ靠近焊缝区;(b)TMAZ中部;(c)靠近焊缝区SEM 照片Fig.4 Microstructure of TMAZ(a)TMAZ near weld;(b)middle part of TMAZ;(c)TMAZ near weld by SEM
热力影响区中部,由于温度相对较低,晶粒的形变也较小,故此区域基本未发生动态再结晶;此外由于温度低于γ′相的固溶温度,大量的γ′相阻碍了晶粒的长大,因此该区域晶粒的平均尺寸小于近缝区[15]。从图4(b)还可以看出,此区域晶界较粗,说明在热的作用下一些杂质和溶质富集在晶界上。
在图4(c)中能明显看到流线组织形貌,流线的方向显示出了在摩擦过程中热塑金属的流动和晶粒的变形方向。流线组织特征是线性往复摩擦过程晶粒被拉长导致的,与钛合金相比FGH96合金晶粒的拉长程度较低,显然是由于FGH96合金具有更高的变形抗力。
3 接头的力学性能
3.1 拉伸实验
图5为拉伸实验后的试样照片,实验结果如表2所示。由图5可以看出试样均在接合面附近处断裂。由表2的结果可以得出接头的拉伸强度达到母材强度的93%以上,而伸长率不到母材值的50%,说明接头的抗拉强度良好而韧性较差。
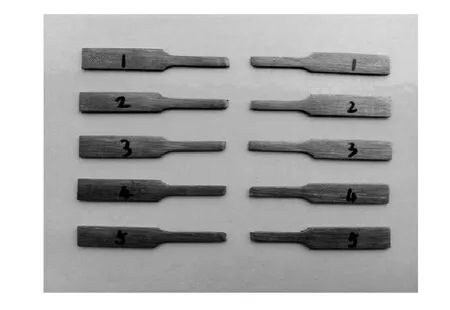
图5 拉伸断裂试样照片Fig.5 Photos of fractured tensile specimens

表2 试样拉伸性能Table2 Tensile properties of specimens
由于FGH96线性摩擦焊接头的焊缝区形成了细小等轴奥氏体晶粒,故获得了较高的综合性能。但焊缝界面存在一些微观孔洞,这些孔洞会对焊缝的质量造成一定的影响,须采取一定的工艺措施予以消除。
靠近焊缝区的热力影响区,由于焊接过程回复与再结晶进行的不够充分,晶粒大小差异较大,容易存在较大的焊后残余应力,热力影响区中部晶粒的晶界明显粗大,而整个区域的强化相部分溶于基体,沉淀强化作用降低。这些因素都可能会影响接头的力学性能,需通过焊后热处理予以改善。
3.2 显微硬度实验

图6 接头截面显微硬度Fig.6 Microhardness of the joint cross-section
显微硬度实验结果如图6所示,焊缝处显微硬度较高,进入热力影响区后逐渐减小,到热力影响区中部达到最小值后又逐渐增大。显然,整个接头的显微硬度受到晶粒尺寸、强化相尺寸及其含量、晶格畸变等多种因素的共同作用。焊缝区的强化相几乎全部溶于基体会使显微硬度降低,然而由于细晶强化的作用又使得焊缝区硬度增高。热力影响区中强化相的含量逐渐增加,但热力影响区靠近焊缝部分和中部的强化相富集而不是弥散分布这对接头的强化作用不明显,所以显微硬度主要受晶格畸变的影响。靠近焊缝处的热力影响区由于变形量较大,严重的晶格畸变导致显微硬度升高。
4 结论
(1)线性摩擦焊FGH96接头的微观组织特征是焊缝区为细晶区,热力影响区粗、细晶粒共存,且靠近焊缝处粗晶较多,中部粗晶较少。
(2)接头的抗拉强度接近母材,韧性较差;显微硬度从焊缝到母材呈现为高低高的变化趋势,热力影响区中部最低。上述特征除与晶粒尺寸有关外,还与不同区域的强化相含量与分布及晶格畸变程度等因素有关。
(3)需通过改进焊接工艺来消除接头界面的孔洞缺陷,需通过焊后热处理改善接头的组织及力学性能,从而实现FGH96线性摩擦焊可靠连接。
[1]VAIRIS A,FROST M.High frequency linear welding of a titanium alloy[J].Wear,1998,217(1):117-131.
[2]VAIRIS A,FROST M.On the extrusion stage of linear friction welding of Ti-6Al-4V[J].Materials Science and Engineering:A,1999,271(1):477-484.
[3]MA Tie-jun,CHEN Tao,LI Wen-ya,et al.Formation mechanism of linear friction welded Ti-6Al-4Valloy joint based on microstructure observation[J].Materials Characterization,2011 62(1):130-135.
[4]MA Tie-jun,YANG Si-qian,ZHANG Yong,et al.Mechanical properties and microstructure features of linear friction welded TC4titanium alloy joint[J].Transactions of the China Welding Institution,2007,28(10):17-20.
[5]张田仓,李晶,季亚娟,等.TC4钛合金线性摩擦焊接头组织和力学性能[J],焊接学报,2010,31(2):53-56.ZHANG Tian-cang,LI Jing,JI Ya-juan,et al.Structure and mechanical properties of TC4linear friction welding joint[J].Transactions of the China Welding Institution,2010,31(2):53-56.
[6]季亚娟,张田仓,李晓红.TC11/TC17钛合金线性摩擦焊接头组织与性能[J].航空制造技术,2011,(8):66-69.JI Ya-juan,ZHANG Tian-cang,LI Xiao-hong.Structure and mechanical property of TC11/TC17linear friction welding joint[J]Aeronautical Manufacturing Technology,2011,(8):66-69.
[7]陈曦,马铁军,李文亚.GH4169线性摩擦焊初步试验研究[A].第十六次全国焊接学术会议论文摘要集[C].镇江:中国机械工程学会,2011.317-320.
[8]MARY C,JAHAZI M.Linear friction welding of IN-718process optimization and microstructure evolution[J].Advanced Materials Research,2007,15:357-362.
[9]MARY C,JAHAZI M.Multi-scale analysis of IN-718microstructure evolution during linear friction welding[J].Advanced Engineering Materials,2008,10(6):573-578.
[10]邹金文,汪武祥.粉末高温合金研究进展与应用[J].航空材料学报,2006,26(3):244-250.ZOU Jin-wen,WANG Wu-xiang.Development and application of P/M superalloy[J].Journal of Aeronautical Materials,2006,26(3):244-250.
[11]国为民,董建新,吴剑涛,等.FGH96镍基粉末高温合金的组织和性能[J].钢铁研究学报,2005,17(1):59-63.GUO Wen-min,DONG Jian-xin,WU Jian-tao,et al.Microstructure and properties of PM superalloys FGH96[J].Journal of Irons and Steel Research,2005,17(1):59-63.
[12]中国航空材料手册编辑委员会.中国航空材料手册:第5卷粉末冶金材料、精密合金与功能材料[M].北京:中国标准出版社.2002.
[13]刘建涛,张义文,陶宇,等.FGH96合金动态再结晶行为的研究[J].材料热处理学报,2006,27(5):46-50 LIU Jian-tao,ZHANG Yi-wen,TAO Yu,et al.Investigation on dynamic recrystallization of FGH96powder metallurgy superalloy[J].Transactions of Materials and Heat Treatment,2006,27(5):46-50.
[14]何胜春,张田仓,郭德伦.粉末高温合金FGH96惯性摩擦焊接头常温力学性能分析[J].航空材料学报,2006,26(3):122-125.HE Sheng-chun,ZHANG Tian-cang,GUO De-lun.Normal mechanical property analysis of P/M superalloy FGH96inertia friction welding joint[J].Journal of Aeronautical Materials,2006,26(3):122-125.
[15]刘建涛,刘国权,胡本芙,等.FGH96合金晶粒长大规律的研究[J].材料热处理学报,2004,25(6):25-29.LIU Jian-tao,LIU Guo-quan,HU Ben-fu,et al.Study on grain growth of P/M FGH96superalloy[J].Transactions of Materials and Heat Treatment,2004,25(6):25-29.
猜你喜欢
建材发展导向(2022年6期)2022-04-18
金属热处理(2022年2期)2022-03-16
金属热处理(2022年2期)2022-03-16
煤气与热力(2021年10期)2021-12-02
材料工程(2019年6期)2019-06-19
中国宝玉石(2018年3期)2018-07-09
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
大型铸锻件(2015年1期)2016-01-12