加捻z-pin与层合板的界面粘接性能试验①
2014-09-19 08:14:10王晓旭焦亚男李嘉禄
固体火箭技术 2014年6期
王晓旭,陈 利,焦亚男,李嘉禄
(天津工业大学复合材料研究所,教育部先进纺织复合材料重点实验室,天津 300387)
加捻z-pin与层合板的界面粘接性能试验①
王晓旭,陈 利,焦亚男,李嘉禄
(天津工业大学复合材料研究所,教育部先进纺织复合材料重点实验室,天津 300387)
通过小孔模具成型并在升温固化前对纤维束加捻的方法制备了5种捻度(捻度t分别为1、2、2.5、3和4 n/cm)的z-pin。观察了各种捻度z-pin的外观形态,测试了各种z-pin的拉伸性能。通过单根z-pin从层合板中拔出的试验方法表征了z-pin与层合板之间的界面粘结性能。结果表明,加捻使z-pin主干发生扭曲,捻度越大,扭曲的程度越大;加捻使zpin的拉伸强度及伸长率降低了50%左右,使拉伸模量降低了30%左右;加捻可显著提高z-pin与层合板之间的界面粘结性能,捻度越大,界面剪切强度τd、最大摩擦力Ff、拔出功Wp越大;随着捻度的增大,z-pin与层合板间脱粘位置逐渐从zpin自身的纤维与树脂之间的F-R型细观界面向z-pin外层树脂与层合板树脂之间的R-R型细观界面转移。当捻度t=3 n/cm时,与无捻z-pin相比,τd提高了61%,Ff和Wp均提高了2倍。
z-pin;加捻;界面性能;拔出试验;层合板
0 引言
z-pin增强技术是一种能够提高复合材料层间性能的新技术,主要用于层合复合材料和泡沫夹层复合材料[1-4]。该技术是在未固化的预浸料或泡沫夹层材料的厚度方向植入具有一定刚度的细棒,这种细棒称为z-pin或pin。研究表明,z-pin能够显著提高复合材料的层间断裂韧性,损伤容限和搭接强度[5-14]。此外,还因其成本较低,能够制备大型的复合材料,美国已将此技术用于F/A-18超级大黄蜂战斗机、一级方程式赛车和联合攻击战斗机[15-16]。
目前,工业用及科研用的z-pin均为表面较光滑的圆柱形结构。一方面,这种结构的z-pin具有较高的弹性模量及较低的热膨胀系数,其与层合板之间的界面存在较大的热残余应力[17-18]。另一方面,这种结构的z-pin与层合板之间光滑的界面,易于裂纹的蔓延。
已有研究表明,对纤维的适当加捻,可减弱由于纤维与基体各具不同的热膨胀系数而产生的热残余应力[19-20]。本研究将加捻技术应用于 z-pin的制备,不但可降低材料的热残余应力,另外加捻使z-pin产生的螺旋结构可能会提高z-pin与层合板之间的界面粘结强度,从而进一步提高z-pin的增韧效果。本文首先制备了5种捻度的z-pin,测试了各种z-pin的拉伸性能;然后,通过单根z-pin从层合板中拔出的试验方法表征了加捻z-pin与层合板间的界面粘结性能。
1 加捻z-pin的制备
加捻z-pin树脂采用的是E-51环氧树脂,固化剂为甲基四清苯酐,促进剂为二甲基苄胺。纤维为日本东丽T300 3k炭纤维。加捻z-pin的制备工艺流程如图1所示。其中,模具模腔孔径为0.50 mm。对纤维束在模具拔出后,固化之前施加一定的捻度,在加捻过程中,同时提供5 N的张力;最后,将z-pin置入烘箱进行固化。本文用“n/cm”作为捻度单位,代表每厘米z-pin具有的捻回数。
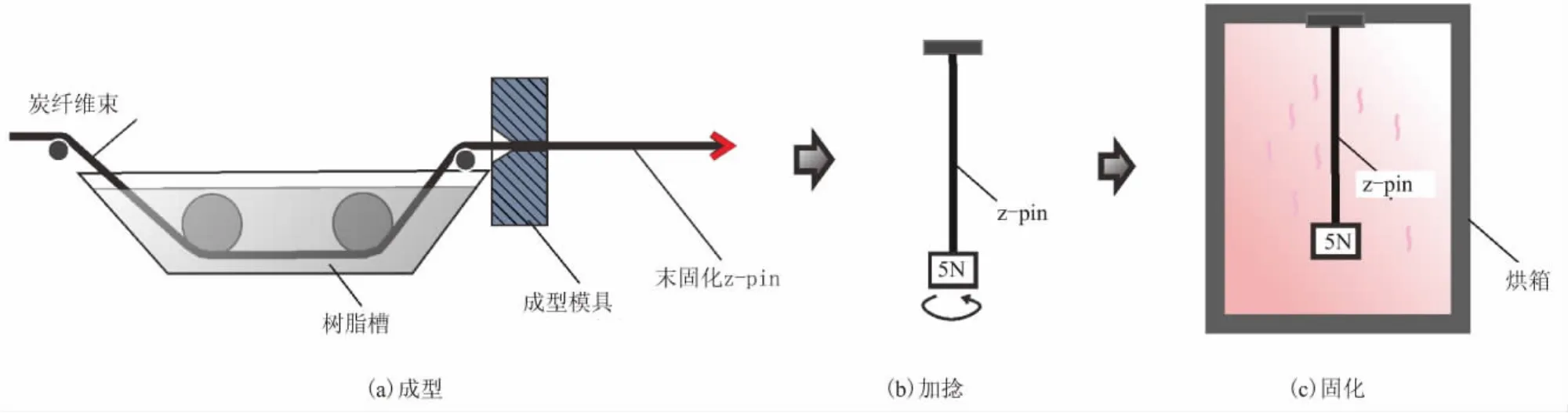
图1 加捻z-pin的制备流程Fig.1 Illustration of preparation process of twisted z-pins
2 试验方法
2.1 拉伸及剪切试验方法
拉伸试验设备为日本岛津公司AGS-J型万能材料试验机,加载速度为2 mm/min。试验环境为室温。利用引伸计测量不同捻度z-pin的变形情况。试验夹具如图2所示。
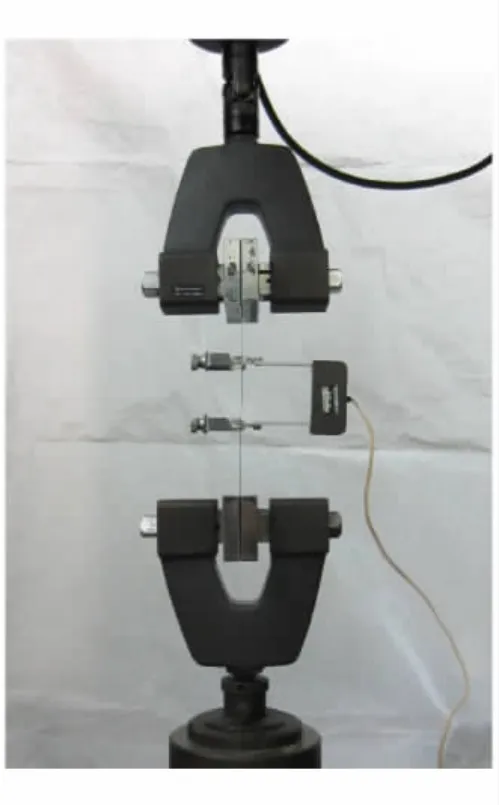
图2 拉伸试验夹具Fig.2 Configuration for tensile tests of z-pins
拉伸试样测量标距为150 mm,试样数目为5,试样两端粘贴有厚度为0.3 mm的硬纸板作加强片。测定拉伸性能时,连续加载直至试样破坏,记录其最大载荷。
2.2 z-pin拔出试验方法
z-pin拔出试样的层合板采用单向预浸料以0°方向铺层。在预浸料固化前,将单根z-pin植入其中心位置,放入不锈钢模具固化成型。脱模后,粘贴厚度为0.3 mm的硬纸板作加强片。试验试样相关尺寸如图3所示,各尺寸标注单位为mm。
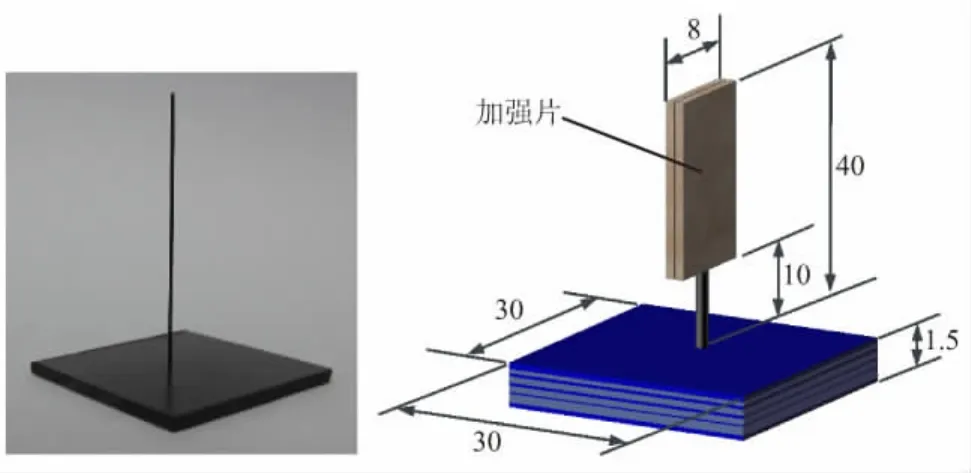
图3 z-pin拔出试样Fig.3 Specimen for z-pin pull-out test
图3中,z-pin的埋入深度(也为层合板厚度)为1.5 mm。为便于z-pin从夹具孔中穿过,加强片宽度为8 mm(夹具孔直径为10 mm)。
z-pin拔出试验用夹具如图4所示。夹具下夹头材质为不锈钢,由2个盘面与连接部件组合而成,下盘面与试验机固定。上盘面中心开有直径为10 mm的圆孔,z-pin从圆孔穿过被上夹头夹持。试验加载时,上夹头匀速上升,下夹头阻止层合板竖直方向上的位移,继而z-pin从层合板中拔出。测试设备为日本岛津AGS-J型万能材料试验机。加载速度为1 mm/min。试验环境为室温。试样数量为10。
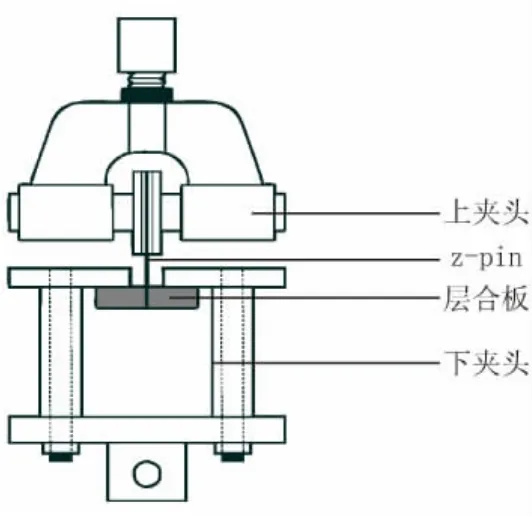
图4 z-pin拔出试验夹具示意图Fig.4 Ilustration of experimental configuration for z-pin pull-out tests
3 结果与讨论
3.1 加捻z-pin的形态
纤维束被施加的捻度不同,获得z-pin的外观形态有所不同,图5为不同捻度的z-pin。可见,当t=1 n/cm时,由于捻度较低,z-pin主干变化不大。当t=2 n/cm、t=2.5n/cm及t=3 n/cm时,z-pin呈现出不同程度的扭曲,捻度越高,z-pin的扭曲波越明显。当t=4 n/cm时,由于捻度过大,纤维束在扭曲内应力的作用下发生了扭结,纤维损伤严重,在后面的测试中,忽略考虑此捻度。
图6为加捻z-pin的扫描电镜(SEM)照片。可见,加捻使z-pin外层纤维与z-pin主干方向呈现出一定的角度,且捻度越高,纤维与轴向的角度越大。加捻还使z-pin表面呈现出不同程度的沟槽,当捻度较小时,zpin表面沟槽较深,这是因为捻度使纤维扭曲,但这些纤维受到的张力和挤压力有所不同,张力较大的纤维就会挤压张力较小的纤维向z-pin中央靠拢,张力差异越大,沟槽越明显;而捻度较大时,沟槽有所削弱,这是因为当捻度增大后,较大的张力使纤维紧密聚拢,纤维内部的树脂被挤至z-pin表面,挤出的树脂将填入沟槽。另外,加捻使z-pin主干发生扭曲,且捻度越大,扭曲程度越显著。
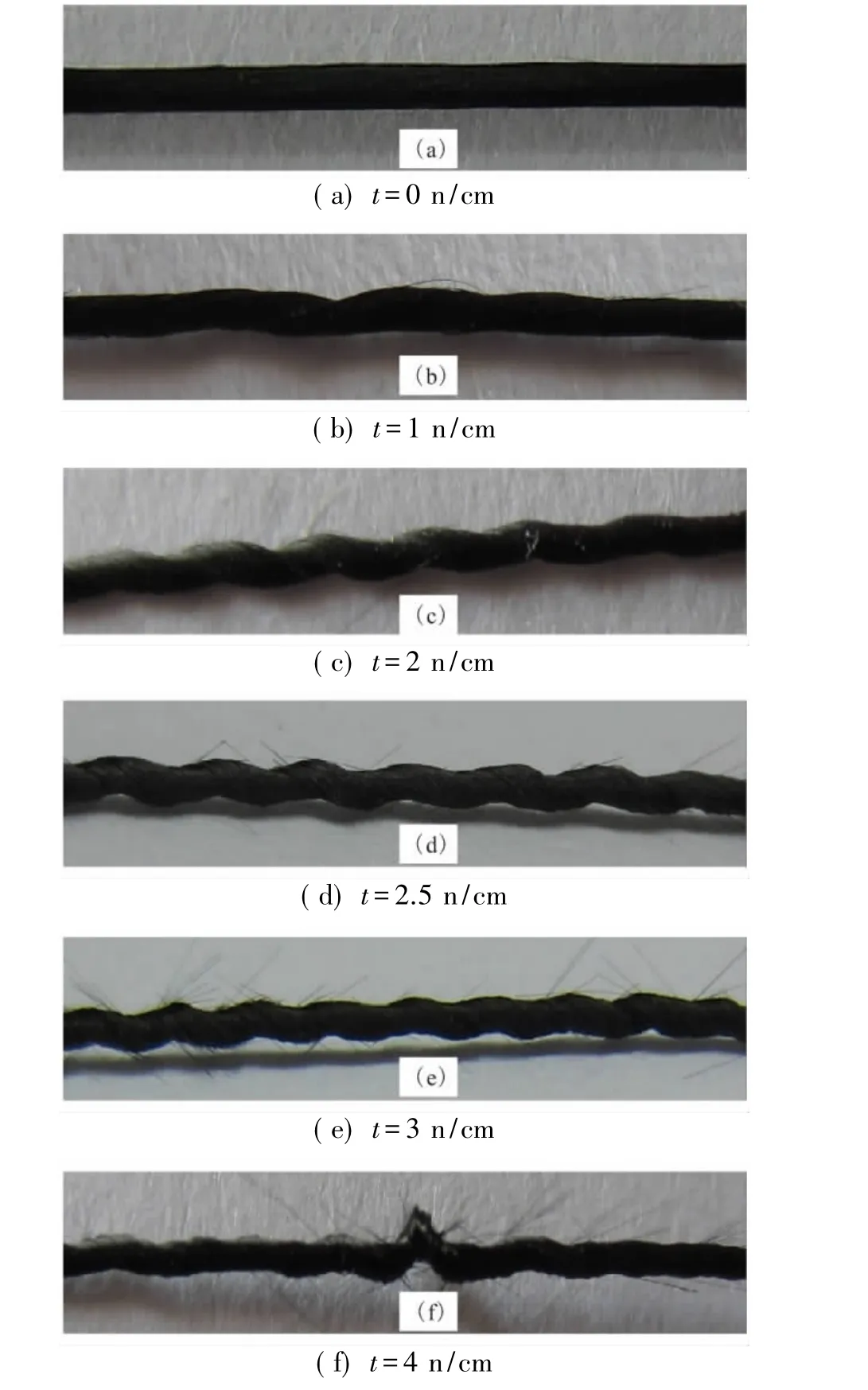
图5 加捻z-pin的外观Fig.5 Appearance of twisted z-pins
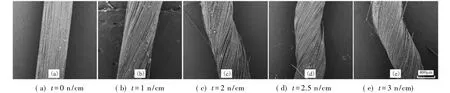
图6 加捻z-pin的SEM照片Fig.6 SEM(scanning electron microscope)of twisted z-pins
图7所示为加捻z-pin外形参数示意图。h为波幅,代表z-pin主干扭曲波锋与波谷之间的高度;l为波长,代表一个屈曲波的长度;θ为捻回角,代表z-pin表面纤维与z-pin主干方向之间的角度。不同捻度的zpin对于不同的参数分别测量10次,然后取其平均值,结果如表1所示。
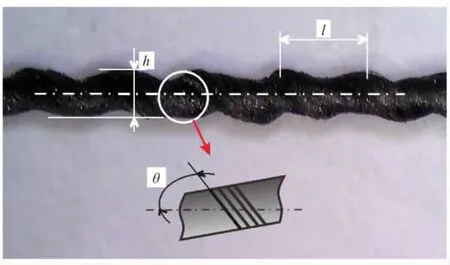
图7 加捻z-pin外形相关几何参数示意图Fig.7 Illustration of geometrical parameters of twisted z-pins
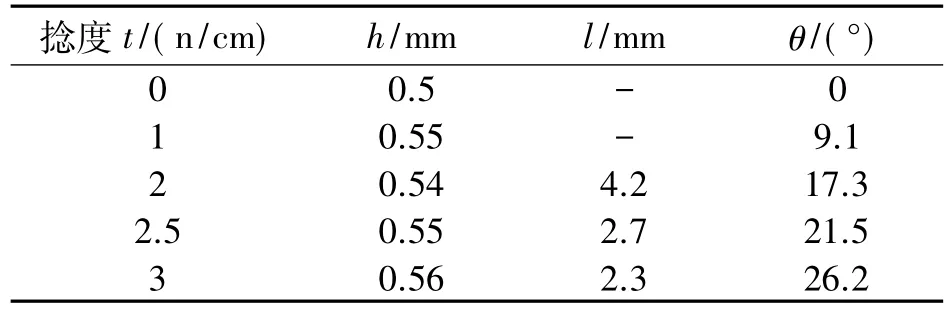
表1 加捻z-pin相关几何参数Table 1 Geometrical parameters of twisted z-pins
3.2 加捻z-pin的拉伸性能
图8所示为z-pin拉伸的载荷位移曲线,分别用符号 N00、N10、N20、N25、N30 代表捻度 t=0 n/cm、t=1 n/cm、t=2 n/cm、t=2.5 n/cm、t=3 n/cm 的 z-pin。从图8中可看出,各种z-pin拉伸曲线都呈现很好的线性。各种z-pin的拉伸性能见表2所示。可看出,不同z-pin具有相近的拉伸性能。加捻使z-pin的拉伸强度及伸长率降低了50%左右,拉伸模量降低了30%左右。这是因为炭纤维具有断裂伸长率低、脆性大、不耐磨等特点,对z-pin加捻,纤维的扭曲使纤维单丝受到较大的剪切力的作用,易发生劈裂破坏。同时,加捻zpin的纤维旋转扭曲的程度不同,所受到的张力也不同,z-pin的纤维不能同时起到抵抗拉伸载荷的作用,张力较大的纤维会提前发生断裂。另外,加捻使纤维的承力在z-pin轴向上的分力减小,影响纤维强度的有效利用。
随着捻度的增大,z-pin的拉伸强度有小幅提高。这可能是因为加捻使纤维靠拢、抱合,从而产生预应力,当z-pin在较低捻度时,这种抱合的预应力较小,且纤维间预应力的差别使z-pin的纤维间形成沟槽或孔洞,从而造成疵点,这些孔洞不能起到传递载荷的作用。当捻度较大时,预应力促进纤维互相抱紧挤压,增加了纤维间的滑动阻力和紧密度,且较大的挤压力使树脂挤出,减少了沟槽孔洞,使z-pin的拉伸强度获得一定程度的提高。
由于加捻使纤维屈曲,且捻度越大,z-pin的捻回角θ及屈曲波幅h越大,从而降低了z-pin的拉伸模量。另外,加捻也使z-pin的断裂延伸率降低了约50%。虽然加捻降低了z-pin的拉伸模量,但模量的降低对z-pin与层合板之间的界面脱粘过程几乎没有影响[21],相反可降低z-pin与层合板之间的热残余应力,减少层合板的初始裂纹[17]。
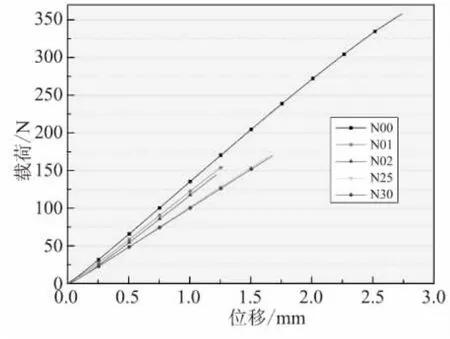
图8 加捻z-pin拉伸载荷位移曲线Fig.8 Tensile load-displacement curves of twisted z-pins
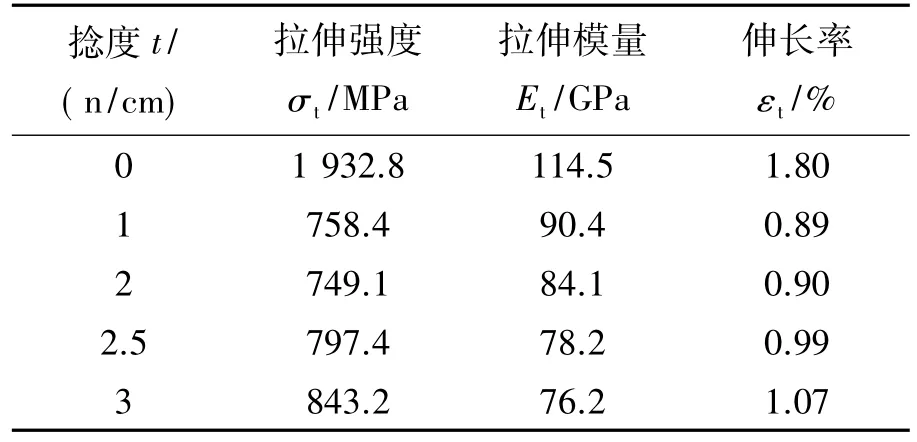
表2 加捻z-pin的拉伸性能Table 2 Tensile properties of twisted z-pins
3.3 加捻z-pin与层合板之间的界面粘接性能
3.3.1 载荷位移曲线
在所有加捻z-pin的拔出试验中,z-pin均从层合板中顺利拔出,未出现拉伸断裂,拔出的载荷位移曲线如图9所示。
加捻z-pin的拔出过程与无捻z-pin的拔出过程相似,都经历了从初始弹性变形、瞬间脱粘再到摩擦拔出3个阶段。但加捻z-pin的位移总长有所增加。这是因为z-pin在拔出过程中的位移既包括z-pin与层合板之间的相对位移,又包括层合板与z-pin的弹性变形,z-pin加捻后,一方面拨出的最大载荷与最大摩擦力的增加,使z-pin与层合板的弹性变形有所增大;另一方
面,加捻降低了z-pin的弹性模量。
3.3.2 加捻z-pin拔出前后表面状态
在分析z-pin拔出前后状态之前,首先分析一下zpin与层合板之间界面的细观结构。复合材料z-pin与层合板间的界面实际上是2个细观界面串联的结果,即z-pin自身的外层纤维与树脂之间的界面(简称F-R界面),及z-pin表面树脂与层合板树脂之间的界面(简称R-R界面),见图10。F-R界面是在z-pin拉拔成型的过程中形成的。R-R界面是在z-pin植入到层合板后,层合板固化的过程中形成的。在材料使用的过程中,这2种界面同时承受z-pin与层合板之间的剪应力的作用,当剪应力达到任意一界面的剪切强度时,该界面将脱粘。界面的破坏将主要发生在F-R及R-R中相对较弱的界面上。
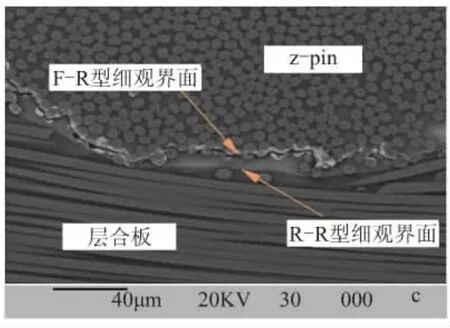
图10 z-pin与层合板之间界面的细观结构[17]Fig.10 Microstructure of interface between z-pin and laminates
加捻z-pin拔出前后表面状况如图11所示,当t=1 n/cm时,z-pin拔出后大部分外层树脂被剥离,说明脱粘主要发生在F-R界面上。而随着捻度的增大,拔出后的z-pin表面裸露的纤维逐渐减少,表面覆盖的树脂越来越多,这说明z-pin与层合板的脱粘逐渐从F-R型细观界面向R-R型细观界面转移。这是因为随着z-pin捻度的增大,z-pin表面被挤出的树脂逐渐增多,降低了纤维与树脂间的空隙,减少了z-pin自身外层纤维与树脂之间的界面缺陷,利于纤维与树脂的粘结,从而提高了F-R的界面性能。另外,捻度越大,z-pin外层纤维与z-pin拔出方向(也为z-pin主干的方向)呈现出的捻回角θ越大,而捻回角的存在,不利于裂纹在z-pin纤维与树脂之间的界面蔓延。
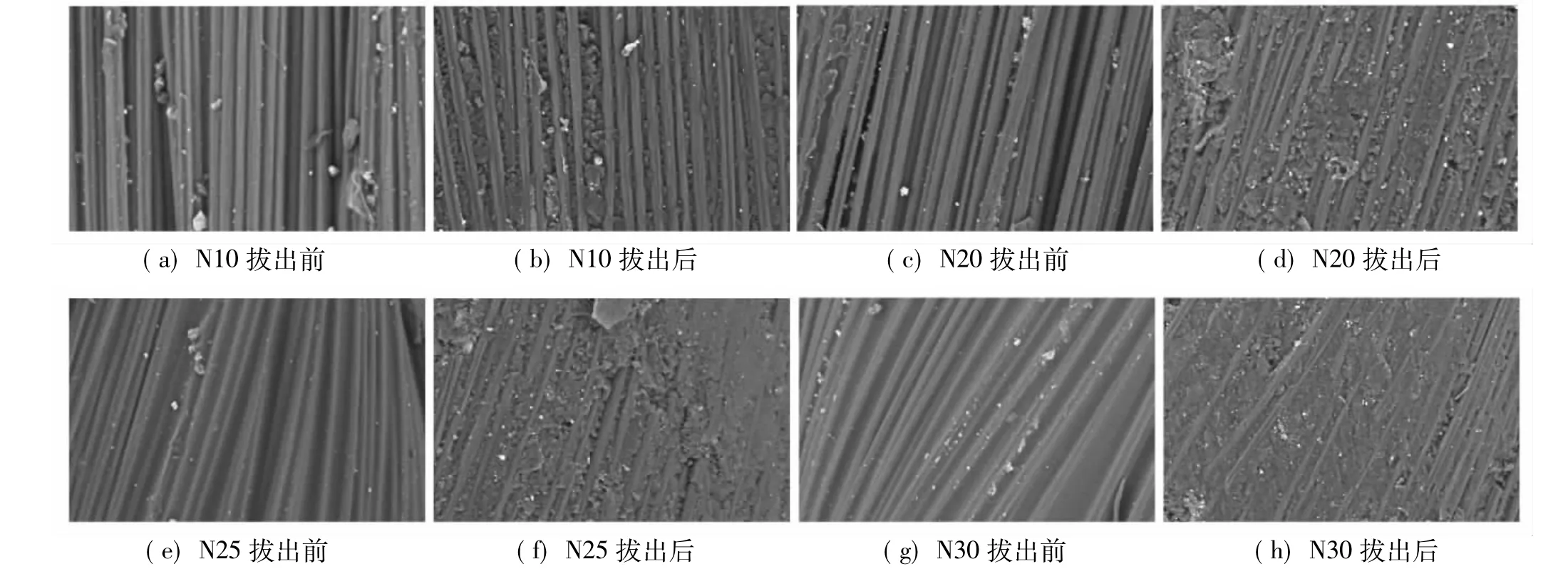
图11 加捻z-pin拔出前后SEM照片Fig.11 Surface of twisted z-pins before(—B)and after(—A)being pulled-out
3.3.3 界面性能参数
用式(1)计算z-pin与层合板之间的界面剪切强度τd:

式中 Fmax为z-pin拔出过程中的最大拔出载荷;d为z-pin的直径;l为z-pin的埋入深度。
忽略z-pin经加捻后其横截面及埋入深度的变化。图12(a)所示为加捻z-pin的捻度与界面剪切强度之间的关系,并得到z-pin的捻度与界面剪切强度拟合的曲线与公式。z-pin界面剪切强度随着捻度的增大而增大,与无捻z-pin相比,当捻度t=3 n/cm时,z-pin与层合板之间的界面剪切强度提高了61%。加捻一方面提高了z-pin的表面粗糙度,增大了z-pin与层合板之间的接触面积;另一方面,使z-pin外层呈现的螺旋状凸缘。在剪切应力的作用下,凸缘还将受到层合板树脂压应力的作用,如图13所示,且捻回角θ越大,作用越显著。
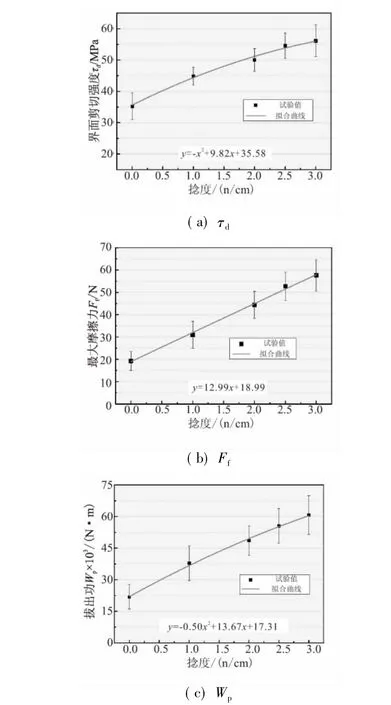
图12 加捻z-pin与层合板之间的界面性能参数与捻度之间的关系Fig.12 Interfacial property parameters between twisted z-pin and laminate
另外,加捻使z-pin主干发生扭曲,当z-pin植入到层合板后,扭曲状态使z-pin轴心不能与拔出方向重合,层合板将阻碍扭曲z-pin的z向位移,z-pin将受到层合板的压应力的作用,如图13所示。该压应力可分解为垂直于z-pin表面的正应力和沿着z-pin表面方向的剪应力,随着z-pin受到拔出载荷的增大,剪应力将随之增大;同时,z-pin受到的正应力(即压应力)也随之增大。根据Yue C Y的纤维拔出理论[22],压应力越大,所需的拔出载荷越大,从而扭曲利于提高z-pin的最大拔出载荷。由于随着捻度的增加,z-pin拔出的界面剪切强度越来越接近树脂的剪切强度,其升高的速率有所降低,并呈非线性的增长。
z-pin拔出的最大摩擦力与捻度之间的关系如图12(b)所示。可见,最大摩擦力随着捻度的增加而增大,且基本呈线性关系。与无捻z-pin相比,当捻度t=3 n/cm时,z-pin的最大摩擦力提高了2倍。这是由于z-pin拔出的第三阶段,摩擦拔出段载荷主要由z-pin在层合板中的压应力决定[22],捻度越高,z-pin的扭曲程度越大,z-pin受到层合板的压应力就越大。
加捻既提高了z-pin拔出的界面剪切强度,又提高了z-pin的最大摩擦力,使得z-pin的拔出功有较大程度的提高,如图12(c)所示。与无捻z-pin相比,当捻度t=3 n/cm时,z-pin的拔出功提高了2倍。综上所述,加捻可显著地提高z-pin与层合板之间的界面粘结性能。
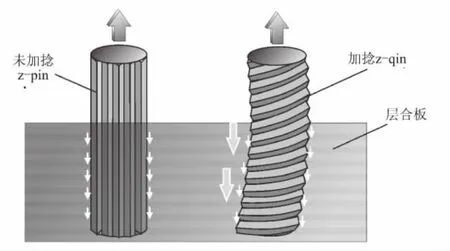
图13 z-pin与层合板相互作用示意图Fig.13 Conceptual representation of interactions of z-pin with laminates
4 结论
(1)加捻使z-pin的主干发生扭曲,且捻度越大,扭曲程度越大。当捻度t=4 n/cm时,主干出现纽结,纤维损伤严重。
(2)加捻使z-pin的拉伸强度及伸长率降低了50%左右,拉伸模量降低了30%左右。
(3)随着捻度的提高,z-pin与层合板之间的脱粘位置逐渐从z-pin自身外层纤维与树脂之间的界面向z-pin外层树脂与层合板树脂之间的界面转移。
(4)加捻提高了z-pin与层合板之间的界面性能。随着捻度的增大,z-pin拔出的界面剪切强度τd、最大摩擦力Ff、拔出功Wp都随之提高。其中,捻度t=3 n/cm时,τd提高61%,Ff和Wp均提高了2倍。
本文研究加捻z-pin增强复合材料性能,在z-pin加捻应用之前,还应对其增强后的材料的整体性能,如面内性能及层间性能,尤其是剪切性能做进一步的测试和检验。
[1]Mouritz A P.Review of z-pinned composites laminates[J].Composites A,2007,38(12):2383-2397.
[2]王晓旭,陈利.复合材料z-pinning技术的应用与发展[J].宇航材料工艺,2009,39(6):10-14.
[3]Freitas G,Fusco T,Campbell T,et al.Z-Fibre technology and products for enhancing composite design[C]//Proceedings of the 83rd Meeting of the AGARD SMP Conference on Bolted/bonded Joints in Polymeric Composites,Florence Italy,1996.
[4]Marasco A I.Analysis and evaluation of mechanical performance of reinforced sandwich structures:X-CorTM and KCorTM[D].London:Cranfield University,2005.
[5]Park Y B,Lee B H,Kweon J H,et al.The strength of composite bonded T-joints transversely reinforced by carbon pins[J].Composites Stuctures,2012,94(2):625-634.
[6]郑锡涛,李泽江,杨帆.Z-pin增强复合材料层合板断裂韧性试验研究[J].复合材料学报,2010,27(4):180-188.
[7]刘韡,矫桂琼.z-pins增强C/SiC复合材料层间I型断裂韧性[J].固体力学学报,2013,34(5):466-472.
[8]Freitas G,Magee C,Dardzinski P,et al.Fiber insertion process for improved damage tolerance in aircraft laminates[J].Journal of Advanced Material,1994,25(4):36-43.
[9]Partridge I K,Cartie'D D R,Bonnington T.Manufacture and performance of z-pinned composites[J].Advanced Polymeric Composites.Katz Boca Raton:CRC Press,2003:103-139.
[10]刘韡,矫桂琼,管国阳,等.Z-pin增强陶瓷基复合材料拉伸和层间剪切性能[J].复合材料学,2007,24(1):86-90.
[11]Partridge I K,Cartie D D R.Delamination resistant laminates by Z-Fiber pinning:Part I manufacture and fracture performance[J].Composites:Part A,2005,36(1):55-64.
[12]Cartie'D D R ,Troulis M ,Partridge I K.Delamination of Z-pinned carbon fibre reinforced laminates[J].Composites Science and Technology,2006,66:855-861.
[13]Liu H Y,YanW Y,Yu X Y.Experimental study on zpinned DCB mode I delamination[C]//Proceedings of the International Conference on Structural Integrity and Fracture.Brisbane Australia,2004:229-234.
[14]Chang P,Mouritz A P,Cox B N.Properties and failure mechanisms of pinned composite lap joints in monotonic and cyclic tension[J].Composites Science and Technology,2006,66(13):2163-2176.
[15]McBeath S.Safety pins[J].Racecar Engineering,2002,12:56-62.
[16]Anonymous.Z-pins strengthen the Super Hornet,save weight and cost[J].The Integrator,2001,3:1-2.
[17]Sweeting R D,Thomson R S.The effect of thermal mismatch on z-pinned laminated composite structures[J].Composite Structure,2004,66(1-4):189-195.
[18]Barrett D J.The mechanics of z-fibre reinforcement[J].Composites Structures,1996,36:23-32.
[19]姚立宁.复合材料中加捻纤维束的预应力效应[J].固体力学学报,1992,13(1):31-42.
[20]姚立宁,邹祖炜.加捻纤维复合材料三维残余应力分析[J].中国科学(A辑),1990(9):999-1008.
[21]王晓旭.复合材料z-pin的设计与成型[D].天津工业大学,2013.
[22]Yue C Y,Looi H C,Quek M Y.Assessment of fibre-matrix adhesion and interfacial properties using the pull-out test[J].Adhesion and Adhesives,1995,15(2):73-80.
(编辑:薛永利)
Experimental study on interfacial adhesive properties between twisted z-pin and laminates
WANG Xiao-xu,CHEN Li,JIAO Ya-nan,LI Jia-lu
(Key Laboratory of Advanced Textile Composite Materials Ministry of Education,
Institute of Composites,Tianjin Polytechnic University,Tianjin 300387,China)
Five types of twisted z-pins(the twist degree are 1,2,2.5,3 and 4 n/cm respectively)were prepared by means of draw forming from small-cavity mold and twisting before resin curing.Appearances of various twisted z-pins were observed,and the tensile properties of various twisted z-pins were tested.The interfacial adhesive properties between z-pins and laminates were characterized through single z-pin pull-out tests.The results show that twisting makes the stems of the z-pins distorted,the more twist degree is,the more distortion is.Twisting makes the tensile strength and the elongation reduce by about 50%,and the tensile modulus decreases by 30%.However,twisting improves the interfacial adhesive properties between z-pins and laminates significantly.The more the twist degree is,the higher the interfacial sheer strength τd,the maximum frictional force Ff,and the pull-out energy Wpare.With the increase of twist degree,the debonding location shifts from the F-R meso-interface between its fiber and resin of z-pin to the R-R meso-interface between the outer resin of z-pin and the resin of laminates.For the z-pin with twist degree of 3 n/cm,the τdis improved by 61%,Ffand Wpare all tripled.
z-pin;twisting;interfacial adhesive property;pull-out test;laminate composite
V254
A
1006-2793(2014)06-0856-07
10.7673/j.issn.1006-2793.2014.06.022
2014-05-12;
2014-08-12。
国家自然科学基金项目(11072175)。
王晓旭(1983—),女,博士后,主要从事z-pin增强复合材料的制备及性能研究。E-mail:xuxu1983@163.com
猜你喜欢
国际纺织导报(2022年4期)2022-11-04 07:18:46
玻璃纤维(2022年4期)2022-09-26 10:39:38
产业用纺织品(2021年9期)2021-08-09 05:02:14
产业用纺织品(2021年1期)2021-04-13 02:10:02
纺织科技进展(2021年1期)2021-01-27 01:36:36
河南工程学院学报(自然科学版)(2016年2期)2017-01-05 01:50:51
舰船科学技术(2016年1期)2016-02-27 15:39:14
现代纺织技术(2015年2期)2015-02-28 14:03:13
装备环境工程(2015年4期)2015-02-28 01:20:13
江苏丝绸(2015年5期)2015-02-13 08:35:48