
TC21直捻机在帘子线加捻系统中的应用
2015-02-13 08:35:48
江苏丝绸 2015年5期
(浙江日发纺织机械股份有限公司,浙江新昌312500)
TC21直捻机在帘子线加捻系统中的应用
盛亮均
(浙江日发纺织机械股份有限公司,浙江新昌312500)
TC21直捻机在帘子线生产中的卓越表现,降低劳动强度,提高帘子线加捻生产的自动化程度,替代进口设备,为客户创造更大经济价值。
直捻机,加捻,控制
1 引言
我司作为倍捻机行业标准的主要起草单位之一,自公司创建以来,一直致力于加捻技术的研究与开发。直捻机技术是目前倍捻机领域的最高技术领地,直捻机集高效节能、高度自动化、高速数据通讯及处理、高精度制造于一身,开发难度大,周期长,投入资金大。虽然国家制定相关产业政策,鼓励纺织企业采购使用国产帘子线直捻机,但国内纺机企业长时间以来无力涉足这一领域,高速帘子线直捻机技术一直被国外纺机企业所垄断。
传统的帘子线加捻是采用环锭加捻系统,该系统加捻过程分为初捻和复捻,即先对单股原丝加上初捻,然后再由复捻机进行反向合股加捻。传统加捻系统存在着诸多问题:卷装小、接头多;效率低、生产成本高;占地面积大;合股工序长,易造成帘子线强损大。因此,该加捻系统已不能满足生产高质量轮胎帘子线的要求。为解决传统环锭加捻系统存在的问题,我司在消化吸收国外先进技术的基础上,结合国内实际情况率先研制出了新型直捻法,即将两股原丝在一台机器上完成帘子线的合股加捻过程。虽然国内一些厂家已陆续生产出帘子线直捻机,但在帘子线加捻系统中实际应用较少。我司投放市场的TC21直捻机在替代进口设备,淘汰落后设备,为客户创造更大价值上已取得良好经济和社会效益。
2 直捻机加捻过程
TC21直捻机是将两根原丝加捻后直接捻合在一起形成纱线,如图1所示。帘子线加捻是用于生产双股对称帘子线,其应用于如轮胎帘子布、灯箱广告布、汽车安全带、输送带、缆绳、吊装带、土工织物、传动带等。
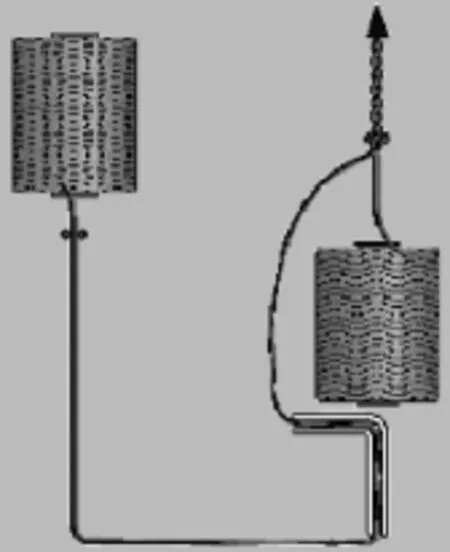
图1 直捻原理图
在两个喂入卷绕中,一个置于机器上部的纱架上,称之为外纱,它进过外纱张力器、引纱管,由锭子空心锭杆的底部进入,在加捻盘边缘被甩出,在加捻盘与其上方的纱线张力平衡器之间形成气圈,气圈围绕着放在锭罐中的另一个卷装旋转。置于锭罐中的卷装称之为内纱,内纱通过锭罐顶部的内纱张力器沿锭子轴线向上到达纱线张力平衡器,与外纱捻合在一起,合股纱经过断纱张力检测传感器、超喂棍和长度补偿杆到达卷取装置,完成整个加捻过程。如图2所示

图2 加捻过程
3 电气控制系统
随着现代科技的发展,纺织生产工艺不断提高,我司新开发出更合理的控制系统来提高机器的运行精度和改善人机交互性。施耐德258系列PLC可编程控制器可靠性高、抗干扰能力强、可以在线不停机修改程序、使用方便等特点,可以向客户提供完善可靠的电气解决方案,实现直捻机电气控制系统的优化。
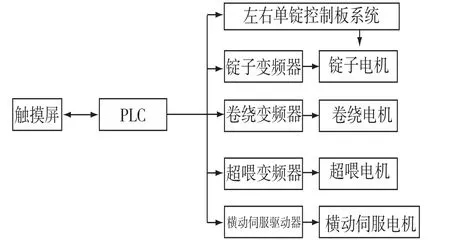
图3 电气控制系统框图
4 帘子线加捻的优势
在加捻过程中,工业丝在直捻机上直接加工成帘子线后上大纱架,与棉纱在织机上进行交织。直捻机筒子卷装大,容量可达16公斤,是复捻筒子的6倍,落丝周期和织机周期大幅度加长,坯布长度可做得更长些,直捻机一次捻成两股丝并完成合股,因此用工少,生产效率高;直捻机纱架低,劳动强度低;直捻机速度高,工序少,占地面积较少。
我司自主开发的新型单锭LED指示灯,可以从很远距离就可以看到单锭位生产状态,还有多色的信号指示灯和车头触摸屏显示每个锭位生产信息。TC21这些特点可以有效减少巡回时间,方便操作,提高产量。
在整个轮胎帘子线的工艺过程中,能耗成本是所有成本中最大的,几乎要占到百分之八十,甚至当机器进入折旧期后,其所占比例仍为百分之四十到八十五。TC21可神话般地将能耗节省百分之六十,这样的话,轮胎帘子线制造商可以史无前例的将生产成本降到最低。同时,新技术进一步提高了产品质量,纱线断头率可以最多降低百分之六十,从而提高了效率,受控的收缩气圈降低了生产噪声,使工作环境更加舒适。日发纺机多年来一直致力于单锭节能工艺的研究并已取得卓越成果,此为TC21的革新技术无疑又树立了一个新的里程碑。
B
1003-9910(2015)05-41-02
猜你喜欢
玻璃纤维(2022年4期)2022-09-26 10:39:38
纺织服装周刊(2022年32期)2022-09-08 02:13:40
产业用纺织品(2021年9期)2021-08-09 05:02:14
纺织科技进展(2021年1期)2021-01-27 01:36:36
农业机械学报(2017年7期)2017-07-31 20:54:09
影视圈(2017年3期)2017-07-01 09:08:04
高科技纤维与应用(2016年1期)2017-01-17 03:25:06
合成纤维工业(2013年4期)2013-12-08 07:26:48
合成纤维工业(2012年5期)2012-04-10 21:33:19
湖北植保(2010年2期)2010-08-15 00:45:18
