
一种新型可调式超深孔切削刀具
2013-08-24 02:52:58韩柏徐天宝
机械工程师 2013年8期
韩柏, 徐天宝
(扬州工业职业技术学院,江苏 扬州 225127)
1 引言
目前用于孔加工的普通铰刀、螺纹丝锥常存在以下两个现实问题:一是由于现有刀具大多为定制刀具,其工作部分都做成整体,刀片不能相对刀体发生位移,一把刀具只能加工一种规格尺寸和精度的孔,且不宜加工非标准孔;二是当需要加工超深孔或超深螺孔时,会因为刀柄长、切削扭矩大而使刀具刚性差,导致刀柄断裂,有时还会因为刀柄长度受限而无法完成对金属超深孔的加工,这使得在进行孔加工时,不仅需要多把刀具,还需频繁换刀和经常调整机床尾座的位置才能实现,造成工人劳动强度增大,辅助工时增多,工作效率降低。针对上述存在的问题,设计出一种刀具尺寸可在一定范围调整的超深孔切削刀具,能够有效地克服上述的技术缺陷。
2 刀具的设计原理
刀具的工作部分设计成分体可调式,将铰刀或丝锥做成四个T形刀片,铰刀刀片或丝锥刀片可以在刀具内锥形零件(即金属圆台体)表面上的T形槽内沿斜向滑动,从而使刀片在刀具的径向有少量的伸缩位移,促使刀具的直径有所变化,以适应加工不同孔径的需要,因此就可以利用一把刀具进行多种规格尺寸孔的加工。再将刀具的颈柄部设计成可调撑架式,从而在加大刀柄长度的同时保证了刀具的刚度,以实现超深孔的加工要求。
3 刀具的具体结构
刀具由工作部分、长杆和支撑架构成,如图1所示。
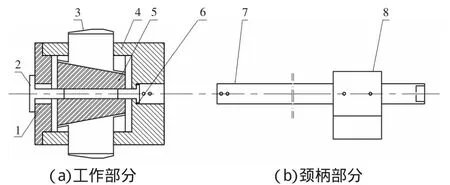
图1 可调式超深孔切削刀具结构示意图
图1(a)为刀具的工作部分,是本刀具的主体,它由T形切削刀片、空心金属圆柱套、金属圆台体、螺纹压板和两个螺栓等组成。T形刀片的切削部分(刃口部分)仍然保留了原有铰刀或丝锥的结构特征,即具有引导锥、切削锥部、圆柱部和倒锥部。图1(b)为刀具的颈柄部,它由长杆与支撑架组成。
空心金属圆柱套4上开设有四个相等的长方槽,四个T型丝锥刀片或T型铰刀刀片(如图3、图4、图5所示)即可在其中沿半径方向伸缩;T型刀片安装在金属圆台体锥形表面上的带斜度的T形槽(如图2所示)中,螺纹压板1通过螺纹连接配合旋紧在空心金属圆柱套4的左端。在金属圆台体5左右两侧的中心分别加工有起调节刀片升降作用的螺纹孔,旋动金属圆台体5两侧的螺栓即可带动金属圆台体在空心金属圆柱套4内作轴向移动,由此可以升降T形刀片3,达到改变刀具径向尺寸的目的。空心金属圆柱套4的右端开设有方形沉孔,因此金属圆台体5的紧固亦通过旋动左右两个螺栓拉紧金属圆台体5的螺纹孔来实现。长杆的左端断面为正方形,与空心金属圆柱套4右端的方形沉孔相匹配,两者装配后用螺钉定位紧固;支撑架8的内孔通过衬套来支承长杆7的右侧,从而保证刀具的刚度。支撑架8可根据需要在长杆7上移动调节支撑点的位置,另外长杆和支撑架8可根据机床的不同而酌情改变其结构。T形刀片用高速钢制作,其他工作部分的零件和颈柄部分零件用45钢制作。
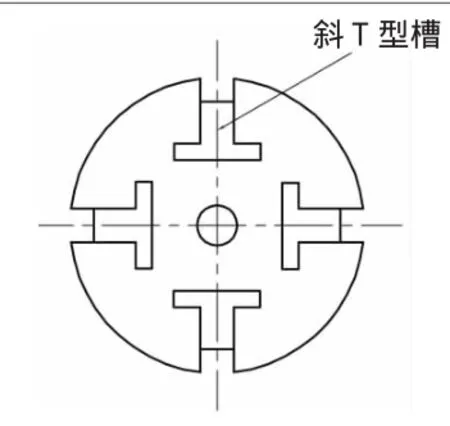
图2 金属圆台体端面示意图
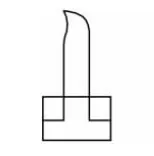
图3 T形刀片
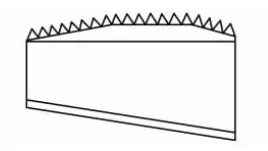
图4 T形丝锥刀片
图5 T形铰刀刀片
4 刀具的使用
4.1 装夹与使用的注意点
在装夹工件时应保证装夹可靠,将工件夹正、夹紧,对薄壁零件要防止夹紧力过大而将孔夹紧变形;另外,要注意刀具与工件的对中度调整,使机床主轴、铰刀、待铰孔三者之间的同轴度符合要求。
用该刀具进行工件的超深孔铰孔或超深螺孔的加工时,可先铰削直径较小的孔,或先加工出浅螺纹以减少加工时所产生的扭矩,防止刀杆断裂。接下来再通过调节金属圆台体两端的螺栓逐步调大T形刀片的径向尺寸,进一步加工直径较大的孔。如确定刀具直径无把握时,最好通过试加工,按实际情况修正刀具直径。这样,在加工过程中就不需要调换刀具,一把刀具可在一定尺寸范围内进行多规格孔的深孔加工和非标准孔的加工,大大节约了刀具材料,减少了频繁换刀的辅助时间,减轻了工人的劳动强度,降低了加工成本,提高了劳动生产率。而支撑架的安装使用则提高了刀具的刚度和稳定性,不但减少了因振动而引起的加工质量问题,还可有效地防止刀柄(长杆)的断裂。
4.2 冷却与润滑
由于深孔加工时形成的细碎切屑比较容易粘附在刀刃上从而刮伤工件表面影响工件加工质量,因此需要用适当的切削液冲刷切屑以减少摩擦及磨损,同时也可带走热量降低切削热,防止切屑瘤的产生。加工钢件时可选用10%~20%的乳化液或70%的肥皂水加30%的煤油(孔精度要求高时);加工铸铁件时可使用煤油或低浓度乳化液;加工铜件时使用乳化液;加工铝件时使用煤油。
4.3 切削用量
首先是切削余量的考虑,深孔加工时若切削余量过大会使刀齿切削力增大,变形增大,切削热增加,导致加工表面呈撕裂状态,加工精度降低,表面粗糙,同时加剧刀齿磨损;但切削余量也不能太小,否则不能消除上道工序的残余变形和刀痕。粗加工时的余量为0.2~0.5mm,精加工时余量为0.1~0.2mm。为减少切削热和变形,铰削速度应选用较小,加工钢件Vc=4~8m/min,加工铸铁件Vc=6~8m/min。进给量也要适当,过大会造成刀齿的磨损,也影响孔的加工质量;过小则难以切下金属材料,形成挤压材料加工表面而产生塑性变形和加工硬化,使表面粗糙并加剧刀具磨损。加工钢铁件f=0.5~1mm/r。
5 结语
可调式超深孔切削刀具的特点是刀具的直径和长度可调,因此可利用一把刀具实现一定尺寸范围内多规格的超深孔、非标准孔的再加工,避免了频繁换刀,从而降低了加工成本,提高了劳动生产率,是一种结构新颖、实用性强、制造费用低,调整使用方便的超深孔切削刀具。
[1]上海市金属切削手册技术协会.金属切削手册[M].上海:上海科学技术出版社,1994.
[2]韩柏.干切削可调式超深孔加工刀具:中国,CN201279601[P].2009-07-29.
[3]杨叔子.机械加工工艺师手册[M].北京:机械工业出版社,2006.
[4]成大先.机械设计手册[M].北京:化学工业出版社,2008.
猜你喜欢
爆炸与冲击(2021年3期)2021-03-22 07:19:58
兵器装备工程学报(2021年1期)2021-02-23 09:26:00
装备制造技术(2020年11期)2021-01-26 00:39:06
制造技术与机床(2019年8期)2019-09-03 01:14:36
东坡赤壁诗词(2019年3期)2019-07-05 06:55:54
汽车与驾驶维修(维修版)(2017年8期)2017-09-26 03:17:00
金属加工(冷加工)(2015年16期)2015-02-20 06:51:44
金属加工(冷加工)(2014年22期)2014-12-02 01:35:56
机械工程师(2014年2期)2014-04-21 06:49:28
机床与液压(2014年10期)2014-03-07 09:43:06
