
典型型腔类零件的自动编程加工
2013-12-31 07:17:56童文和
机械工程师 2013年8期
童文和
(福建省龙岩技师学院,福建龙岩364000)
1 引 言
随着计算机技术的发展和各种CAD/CAM 软件的普及,自动编程在数控铣床加工中应用越来越广泛。由于自动编程具有快速、高效、准确的、省时的优点,越来越受到生产一线工人的欢迎。本文结合型腔零件的加工,对自动编程的过程进行了详细分析,对生产实践具有很好的指导作用。
2 型腔零件分析
如图1 所示,该零件为一连杆,采用360mm×250mm×32mm 的立方体毛坯,采用落料加工的方法进行加工,加工分为平面加工、挖槽加工、铣孔加工、外形加工四个步骤。

图1 连杆零件图
3 零件的造型
步骤一,打开MasterCAM 软件在图层一,俯视图,深度为0 的位置绘制的零件图,如图2 所示。
步骤二,进入图层二,选中外形轮廓,向下挤出,创建实体,深度为30,生成如图3 所示的实体;

图2 零件图

图3 生成实体
步骤三,选中槽轮廓,向下挤出,切除实体,深度为12,生成如图4 所示的实体;
步骤四,选中圆轮廓,向下挤出,切除实体,贯穿,生成如图5 所示的实体,完成零件的造型;

图4 切槽

图5 切圆孔
4 零件仿真加工
(1)工件毛坯设定
在主功能表中,选【刀具路径】→【工作设定】,按如图6所示设置毛坯,工件原点为毛坯上表面中心点,Z 坐标为2,绘制一个360×250 的矩形,放置在(175,0,0)处,创建一个与毛坯一样大小的边界,如图7 所示。

图6 工件设定
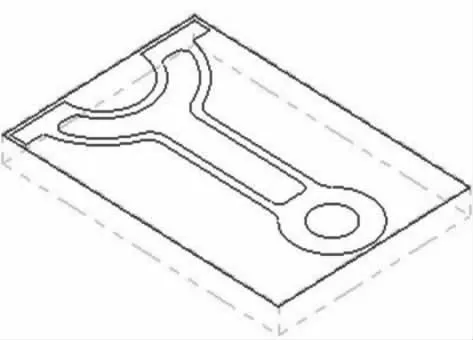
图7 效果图
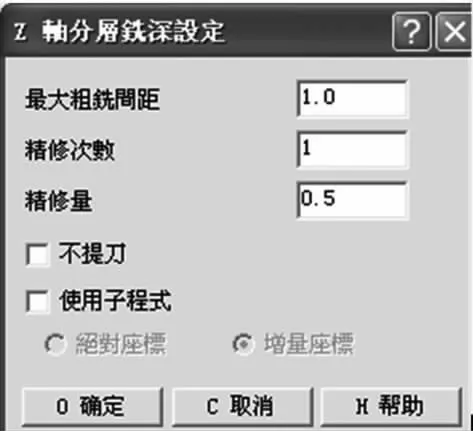
图8 平面铣Z 轴参数设定
(2)平面铣削
在主功能表中,选【刀具路径】→【平面铣削】,串联选择外矩形框,跳出平面铣削参数对话框,在【刀具参数】栏选择一把直径为20 的,主轴转速设定为1200,进给率为300,在【面加工参数】栏选择Z 轴分层铣深参数如图8 所示,其余参数如图9 所示。

图9 面加工参数设定
(3)挖槽加工丫形槽
在主功能表中,选【刀具路径】→【挖槽】,串联选择丫形槽,跳出挖槽参数对话框,在【刀具参数】栏选择一把直径为16 的平刀,主轴转速设定为1200,进给率为300,在【面加工参数】栏选择Z 轴分层铣深参数如图10 所示,其余参数如图11、图12 所示。
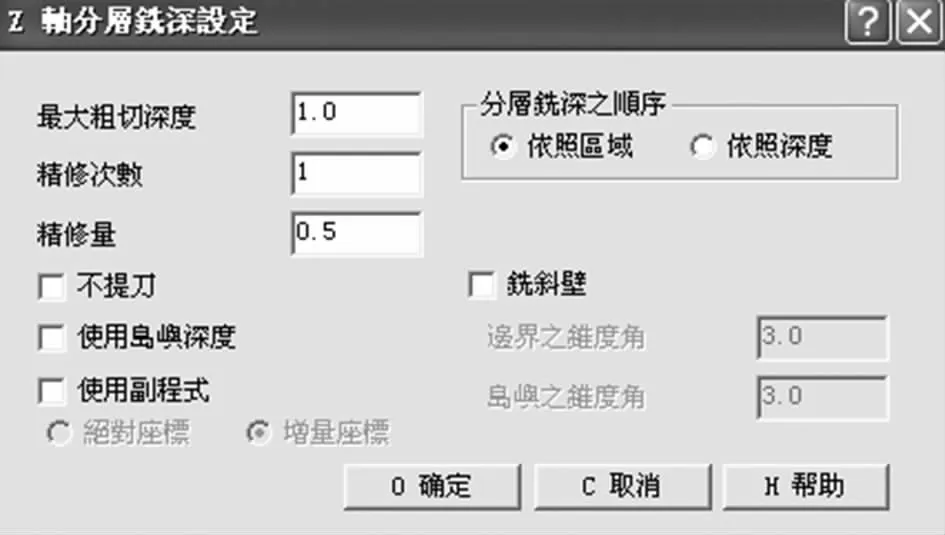
图10 挖槽Z 轴参数设定

图11 挖槽参数设定
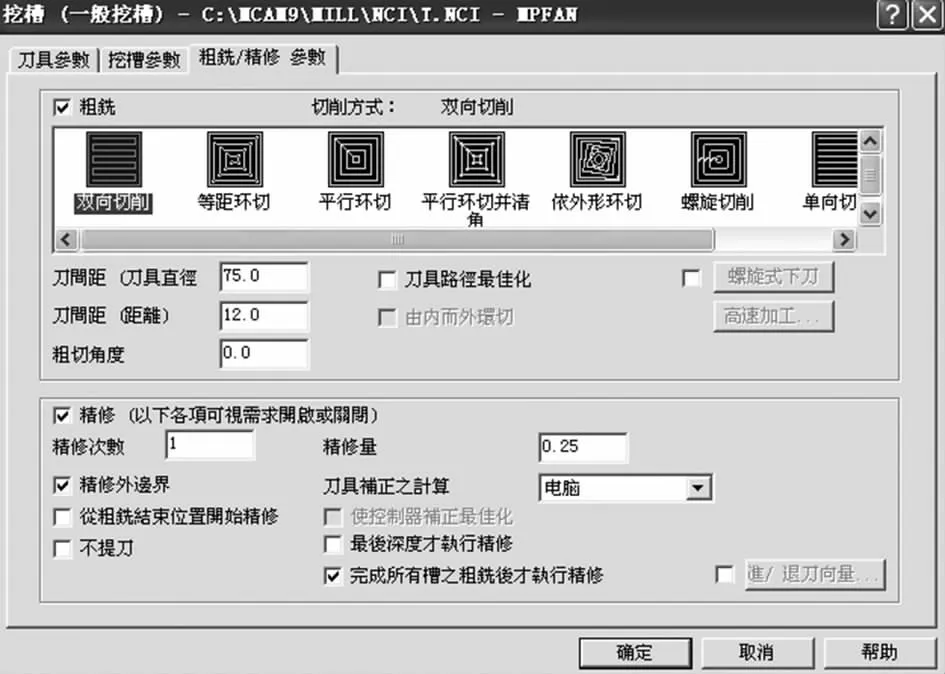
图12 挖槽粗精铣参数设定
(4)圆槽加工
在主功能表中,选【刀具路径】→【挖槽】,串联选择圆形槽,参数设置参照(3)挖槽加工Y 形槽。
(5)外形铣削
在主功能表中,选【刀具路径】→【外形铣削】,串联选择外形,跳出外形参数对话框,在【刀具参数】栏选择一把直径为16 的平刀,主轴转速设定为1200,进给率为300,在【外形铣削参数】栏选择【Z 轴分层铣削】对话框,参数如图13 所示设定,为保证切线方向入刀和推导,选择【进退刀向量设定】,参数如图14 所示设定,其余参数如图15 所示。
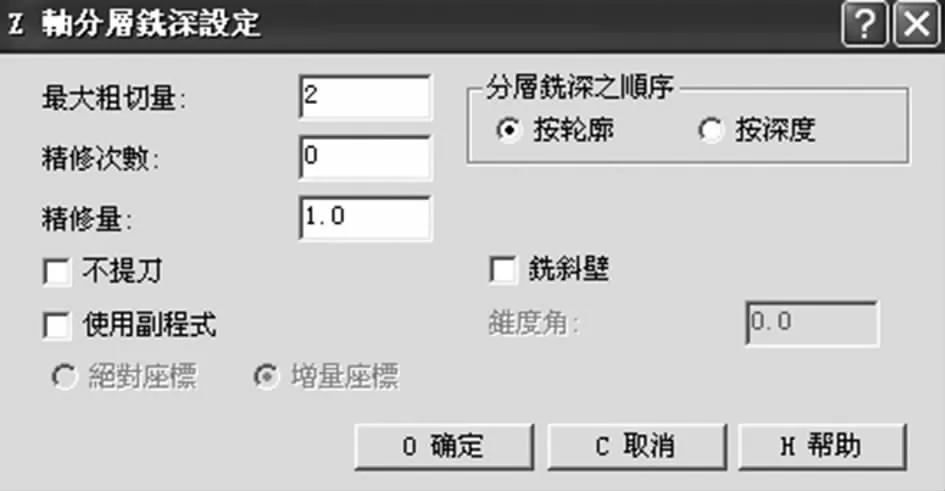
图13 Z 轴分层铣削参数设定
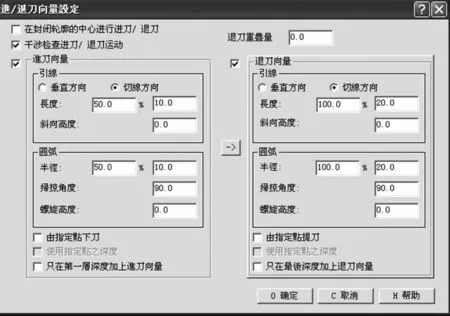
图14 进退刀量设定

图15 外形铣削参数设定

图16 操作管理对话框
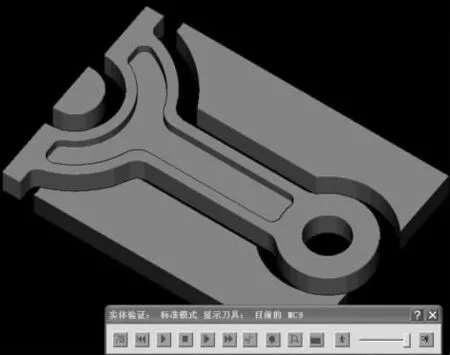
图17 验证效果图
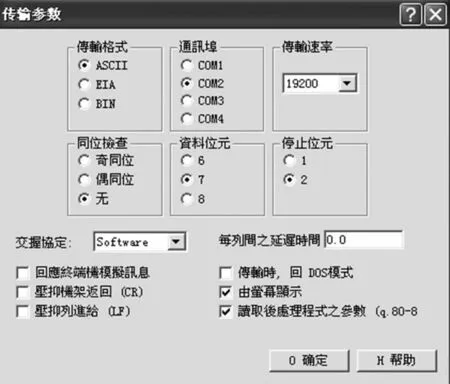
图18 传输参数设置
5 后处理生成程序及传输
在主功能表中,选【刀具路径】→【操作管理】,出现如图16 所示的操作管理对话框,共有四步,即上述平面铣削、Y 形槽铣削、圆槽铣削和外形铣削。
在【操作管理】对话框中,选择“全选”→“实体验证”,可得到如图17 的验证效果图。
在【操作管理】对话框中,选择“全选”→“后处理”→“将程序传输至机床”→“传输参数”,按照机床的要求设定传输参数,如传输格式、通讯埠、传输速率等,如图18 所示,为FANUC-0i 系统的传输参数设定,机床参数中,设置相一致的通讯地址、传输速率等参数即可。
6 结 语
自动编程加工的过程一般分为零件造型、仿真加工、后处理、零件加工四个步骤,通过合理的刀具路径规划,可以很快的生成加工程序,既方便快捷,又准确可靠,还可提高生产效率。
猜你喜欢
中国品牌(2021年7期)2021-08-09 21:21:51
铝加工(2020年3期)2020-12-13 18:38:03
制造技术与机床(2019年9期)2019-09-10 07:36:20
液压与气动(2019年7期)2019-07-18 11:11:46
制造技术与机床(2018年12期)2018-12-23 02:41:00
制造技术与机床(2017年7期)2018-01-19 02:29:47
山西建筑(2016年16期)2016-11-22 09:05:26
戏剧艺术(上海戏剧学院学报)(2016年1期)2016-01-23 02:35:08
中国医疗美容(2015年1期)2015-07-12 10:06:33
液压与气动(2015年2期)2015-04-16 08:51:21
