
数控龙门铣镗床高精度渐开线花键加工
2013-12-31 07:17:58刘大鹏
机械工程师 2013年8期
刘大鹏
(齐齐哈尔二机床(集团)有限责任公司,黑龙江齐齐哈尔161005)
1 引 言
数控龙门铣镗床垂直主轴内是由一个渐开线花键轴同时与两个渐开线花键套相互啮合来传递动力的结构。数控龙门铣镗床在加工零件时,被加工件质量好坏与渐开线花键套、渐开线花键轴精度的高低有很大的关系,而渐开线花键套、渐开线花键轴作为数控龙门铣镗床的关键件,精度要求很高,而且渐开线花键轴与渐开线花键套的啮合精度、传动精度的要求非常严格。数控龙门铣镗床中渐开线花键轴与渐开线花键套是渐开线花键内、外齿连接的,对于主轴的旋转精度和定位精度尤其重要,所以此渐开线花键要求精度等级为5 级,并且齿面要求热处理,从而在花键轴、花键套单件加工的时候非常困难,很难保证渐开线花键轴、渐开线花键套的定位精度和啮合精度。以往所采用的单件磨削的加工方法很难保证渐开线花键轴、套的各项精度要求。经过对其结构和各项精度要求的分析,通过多次试验,选择了一件最佳的加工方法——修配法。采用修配法加工此类工件是国内外首例,在保证本设备的各项精度的同时,大大降低了加工成本。
2 渐开线花键的概念及渐开线花键精度的选用
2.1 渐开线花键的概念
花键联结:相互联结的同轴偶件,该两零件借助内、外圆柱表面上等距分布的键齿相互联结,传递扭矩或运动。在内圆柱表面上的花键为内花键,在外圆柱表面上的花键为外花键。
渐开线花键就是具有渐开线齿形的花键。
2.2 齿轮精度的选择
选择齿轮精度等级时,必须根据其用途、工作条件及技术要求,即必须考虑齿轮的圆周速度、传动的功率、工作的持续时间、振动、噪声和使用寿命等方面的要求。
精度等级的选择一般为两种方法:
(1)按误差传递及分布的规律,确定该传动链中某一传动元件应有的回转角误差,依此确定第Ⅰ公差组的精度等级,或者根据所允许的振动及噪声的指标,按传动的动力计算,确定出第Ⅱ公差组的精度等级,或者根据在强度和寿命计算基础上,确定第Ⅲ公差组的精度等级。
(2)经验法:现有齿轮传动具有成熟的经验时,新设计的齿轮传动可采用相似的精度等级。
一般情况下,齿轮每个精度等级的三个公差组选择相同的精度等级,如因特殊需要,允许选用不同的精度等级,新标准没有规定公差允许相差的精度级数,对于每一公差组中的误差项目,必须保持相同的精度等级。
结合以上两种方法以及设计的各项技术要求,数控龙门铣镗床垂直主轴内配合的渐开线花键精度选择5 级精度,即INT/EXT 46Z×6M×30R×5H/h GB/T3478.1-1995。
2.3 高精度渐开线花键内、外齿加工方案
图1 所示为数控龙门铣镗床垂直主轴内渐开线花键内、外齿装配示意图,是一渐开线花键轴同时与两个渐开线花键套相互啮合。经过对其结构和各项精度要求的分析,为了保证渐开线花键轴、渐开线花键套的定位精度和啮合精度,数控龙门铣镗床整机的高精度,体现降本增效、保证精度的原则,通过多次试验采用以下最佳的加工方案:
(1)先加工一个单件花键套渐开线花键内齿,并用检轴测量出此花键套渐开线花键内齿的跨棒距,并记录实测值;
(2)利用上面加工的花键套渐开线内齿的实测跨棒距,配磨另一个花键套渐开线内齿,保证两花键套渐开线内齿同步性一致,并记录此件的渐开线花键内齿跨棒距实测值;
(3)加工花键轴上渐开线花键外齿时,按渐开线外齿公法线和两花键套配磨此渐开线花键外齿,保证啮合间隙。
(4)磨削花键轴、花键套后,进行试穿。要求:两花键套齿向对齐,与花键轴上花键部分配合各占50mm,钻攻花键套上12 个销孔中3 个为M16 螺纹结合孔(均布)工艺用,用工艺螺栓(3 件)将两花键套紧固,钻、扩、铰出9 个销孔,卸下各件完成剩下3 个销孔,并打相同标记。重新按装配图、标记号装配(见图1),保证各内、外齿滑动自如,保证定位精度、传动精度。
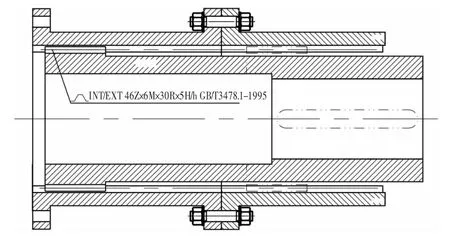
图1 渐开线花键内、外齿装配
3 结 语
本文突破常规,按以上方案在磨齿机上修配磨高精度渐开线花键套、渐开线花键轴,完成后经检验,各项精度都达到了图纸要求,同时,渐开线花键轴、渐开线花键套的定位精度和啮合精度均能够满足数控龙门铣镗床整机的精度。该方法是高精度渐开线花键内、外齿加工的一种简便可靠的新方法,解决了渐开线花键轴、渐开线花键套的定位精度和啮合精度低的技术难题,适用性很强,有推广价值。也为类似的工件加工提供了一种可行的方法,是一项创造性的革新,其社会效益、经济效益显著。
[1] 王先逵.机械制造工艺学[M].北京:机械工业出版社,2003.
[2] 叶克明.齿轮手册[M].北京:机械工业出版社,1983.
猜你喜欢
装备制造技术(2021年2期)2021-07-21 05:38:32
装备制造技术(2020年1期)2020-12-25 05:18:10
制造技术与机床(2019年8期)2019-09-03 01:15:02
中国金属通报(2019年6期)2019-08-20 06:52:52
热处理技术与装备(2019年3期)2019-07-24 08:03:36
制造技术与机床(2018年11期)2018-11-23 01:08:02
制造技术与机床(2018年9期)2018-09-19 06:47:56
机械研究与应用(2018年2期)2018-05-10 09:05:23
制造技术与机床(2017年6期)2018-01-19 02:41:14
中国市场(2016年45期)2016-05-17 05:15:26
