
数控汽轮机转子轮槽中心支架介绍
2013-10-12 08:52:06张正刚
机械工程师 2013年8期
张正刚
(齐齐哈尔二机床集团有限责任公司,黑龙江齐齐哈尔 161005)
1 引言
汽轮机是一个集高温、高压、高速于一体的高精度机电产品,汽轮机的转子是其核心部分,汽轮机转子加工一直是机械加工中的一个难点,而转子加工中转子轮槽的加工更是难中之难。转子轮槽加工的质量将直接影响汽轮机的出力及振动情况。现阶段国内外对轮槽的加工基本采用专机加工,其加工特点为加工精度高、机床刚性好、抗振性能好,但其加工型线受限制,加工范围小,并且投资较大。因此,轮槽的加工一直是所有汽轮机厂的瓶颈工序。
数控汽轮机转子轮槽中心支架是加工汽轮机转子松塔槽时用于转子的支撑夹紧和分度的附件。中心支架包括安装平台(机床的落地平台)、用来固定转子分度装置和两个转子轴颈支撑、辅助支撑、尾座(一个带编码器的支撑架)以及液压系统等组成,主要部件是经过两次去应力的焊钢的结构,具有最大的刚度和强度。这些部件组成了一个能承受大功率切削,并能得到精密加工结果的刚性好、精度高的中心支架。
2 主要规格参数
两中心支架间的支撑范围:3000~7500mm;中心支架平台规格(长×宽):12000mm×2000mm;平台T型槽数:7个;工作台T型槽宽度:42mm;中心架中心高度(到工作平台):1150mm;中心架微调整量:4mm;中心架单个承受重量:60t;加工工件长度:6000~850mm;支撑轴颈范围:φ300~φ500mm;加工工件最大重量:100t;支架最大夹紧力:30t;分度精度±5″;分度转台最大回转速度:0.75r/min。
3 数控转子轮槽中心支架主要构成及功能
如图1,该装置主要由分度装置、中心支架、安装平台、液压轴瓦支架、尾座等五部分组成。
(1)分度装置。提供转子的夹紧、分度和转动,分度单元上有卡盘和旋转编码器,圆光栅36000线/r。数控达到分度精度±5",伺服系统同840D配套同时配滤波器。卡盘用来夹紧转子,台面直径大约φ1200mm,编码器用来分度测量,分度精度高。分度单元安装在分度支架上,分度支架安装在主机行程外,不影响主机加工范围。分度支架固定在平台上,安装后不随其他转子加工装置进行拆卸,安装位置应考虑转子加工范围。
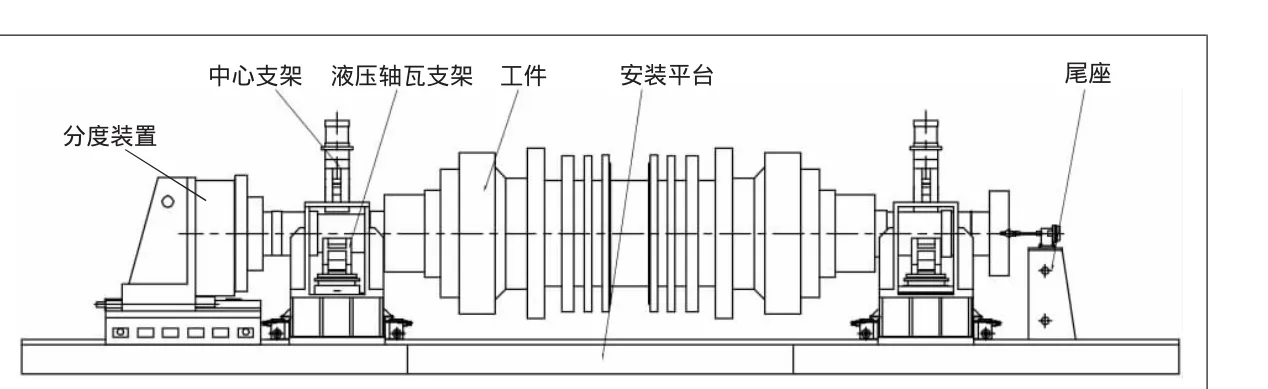
图1 结构图
(2)中心支架。支撑转子的机构,由安装平台、两个液压轴瓦支架组成。中心支架安装在安装平台之上,通过T型螺栓固定,在不用此装置时,将其从平台上拆卸下来,放到车间适合位置保存。
(3)安装平台。上面有T型槽,有导向导轨,T型槽用来夹紧两个中心支架。两支架移动通过齿轮齿条手动驱动。需移动支架时,支架的四个偏心轮将支架抬起1mm,移动到位后,四个偏心轮落下,用压板将支架压紧即可。
(4)液压轴瓦支架。通过轴瓦来支撑转子,实现转子的转动和支撑。支撑轴瓦通过调整装置实现两个支架的中心位置调整,调整范围4mm,支撑轴瓦低于分度装置的中心线2mm,升起4mm适应各种不同直径的轴颈,支架微动调整部分有静压油,以减小调整时的压应力,减少磨损。支架的轴颈部分为静压的,根据轴颈的不同进行更换。静压轴瓦的供油系统压力为100MPa。这个静压轴承在工作时能把转子升起约0.05mm,允许转子在分度时有最小的扭矩进行分度,每个支架可以承载60t,支撑范围3000~7500mm。
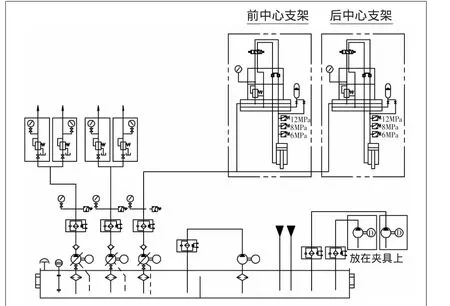
图2 液压原理图
(5)尾座。主要作用是检测工件和主轴的随动情况,如果有不同步现象,则电气报警,主轴和主机停止工作。由一个尾座支架和圆光栅支架构成,通过联轴器、连接杆、法兰盘与工件一侧刚性连接,圆光栅支架的高度通过调整螺栓调整。
本装置在工件两端使用了两个编码器,避免了加工时误差的产生。
4 液压系统
如图2,液压系统由两个独立的部分组成,一个是轴瓦与转子转轴之间,调整板与静压板之间的静压,另一个是由双作用活塞油缸控制的V型夹具与转子转轴之间的夹紧与松开。
目前该附件已广泛用于汽轮机转子加工制造企业,加工工件最大重量可达100t。可与加工机床实现联动控制。此附件的成功研制和应用,使汽轮机转子轮槽加工精度及效率大大提高。使我国的汽轮机加工制造技术水平得到了很大提高。
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23 06:39:48
应用能源技术(2020年11期)2021-01-26 00:16:30
船舶与海洋工程(2020年4期)2020-09-12 06:08:10
柴油机设计与制造(2018年3期)2018-10-13 01:45:16
制造技术与机床(2017年8期)2017-11-27 02:09:59
电镀与环保(2017年1期)2017-02-27 08:02:24
电子器件(2015年5期)2015-12-29 08:43:16
柴油机设计与制造(2015年3期)2015-12-05 06:29:32
锻压装备与制造技术(2015年2期)2015-06-26 09:00:30
设备管理与维修(2015年9期)2015-03-16 02:24:02
