三足式敞口离心机出料装置的设计研制
2013-08-10 09:59:10朱洪江于东林张阿南
吉林化工学院学报 2013年7期
朱洪江,于东林,张阿南
(1.吉林化工学院机电工程学院,吉林吉林132022;2.吉林市特种设备检测中心,吉林吉林132022)
三足式敞口离心机在化工生产过程中是一种常用的设备,通常用于物料的成品或半成品的脱水.一般情况下,对于疏松性质的物料的脱水,离心机是完全能够胜任的.因为物料脱水后质地比较松散,所以过滤包很容易被取出.但是,在某些情况下则不然.例如某试剂厂新上马的淀粉胶项目,其生产流程为:稀料配制—反应釜搅拌加热—离心机脱水—干燥机烘干—粉碎机粉碎—成品包装.其中,离心机脱水工艺就出现了取料难的问题.原因是在内腔较大而敞口较小的离心机内,从反应釜出来的淀粉胶稀料经脱水后是呈蜡状的,质地发硬并且相互粘合为一体,如图1所示.对于这种情况,厂方常用的办法是停车后手工清出,除此之外目前并没有其他更好的办法.即耗时又费力,生产效率低下[1-8].

图1 离心机构造及物料状态
对脱水工序所用的敞口离心机构造进行了仔细的观察和认真的研究,为其设计安装了一套机械出料装置.该装置能在不停车的状态下使90%左右脱水后的淀粉胶在离心机中被高速切削而飞出,过滤包内10%左右的余料可待停车后轻松取出.
1 取料方式的设计原理
对于图1所示的情形,不妨采用带有一定角度的切削刀来对脱水后的蜡状淀粉胶进行切削,凭借离心机的高速运转即可使切屑直接喷射出离心机敞口见图2.

图2 切割方式示意
2 实现切削方式的机构运动简图设计
2.1 切削刀运动轨迹
根据离心机的空间结构及场地的实际情况来看,出料装置的机构切削刀的运动轨迹应满足如图3所示的轨迹要求.
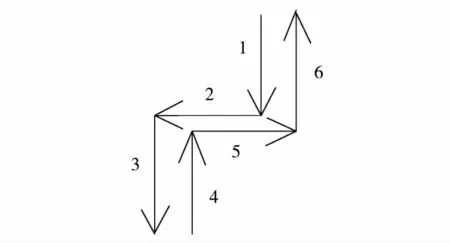
图3 切削刀运动轨迹
2.2 机构运动简图的设计
根据上述要求设计的机构运动简图如图4所示.
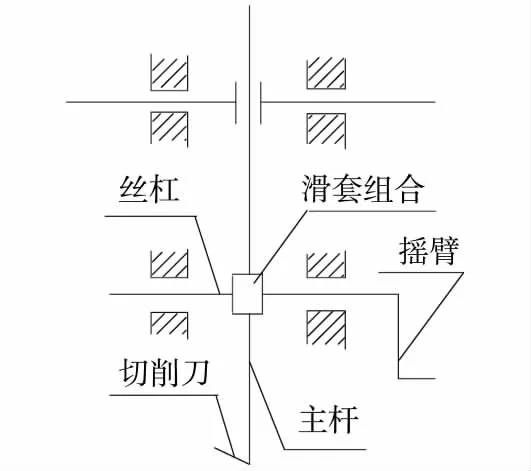
图4 出料装置机构运动简图
2.3 实现一支摇臂进行全程操作的机构组合
(1)升降运动采用齿轮齿条机构;
(2)横向移动采用梯形螺纹丝杠机构;
(3)采用滑套机构,见图5将二者结合在一起

图5 滑套组合结构
2.4 可拆卸的切削刀及过载缓冲结构的设计
可拆卸的切削刀及过载缓冲结构的设计如图6所示.笔者采用扭簧式套管来连接切削刀和主杆,当切削刀与物料的接触力过大时,切削刀会被迫旋转切削角度,但又始终保持与物料接触.这样既保证切削的连续性,又不会损坏装置与设备.

图6 切削刀结构及过载缓冲示意
3 出料操作过程
(1)首先摇动摇臂(方向视安装情况定)放下主杆到既定的限位位置,见图3过程1).在这一过程中,主杆靠重力的作用下降,并通过齿条带动齿轮及摇臂同步转动,故摇臂状态为被动,直至主杆的重力与其上端的弹簧拉力达到平衡为止.
(2)继续同方向摇动摇臂,此时摇臂变为主动状态.促使齿轮沿着丝杠的梯形螺纹带动主杆向前移动直至止点(见图3过程2).
(3)继续同方向摇动摇臂,由于齿轮已经运行到丝杠前端的止点,不能再继续前移,只好随丝杠一起转动,带动齿条使主杆克服上端的弹簧拉力而再次下降直至最低点(见图3过程3).在这一过程中,摇臂的状态仍为主动.该过程亦即切削出料过程.
(4)反方向摇动摇臂,主杆在上端弹簧的拉动下上升至弹簧与主杆重力的平衡点(图3过程4),此过程摇臂为被动.
(5)继续反方向摇动摇臂,齿轮带着主杆沿丝杠后退至后端止点(图3过程5).该过程摇臂状态为主动.
(6)继续反方向摇动摇臂,由于齿轮已经被丝杠后方的止点限制不能继续后移,只能随着丝杠一起转动,从而带动齿条及主杆上移回至起始点(见图3过程6).此过程为摇臂齿轮带动齿条克服主杆的重力使之上移的过程,摇臂的状态为主动.
注意:最后必须将摇臂固定好,防止主杆自动下降.
(7)停车将过滤包连同剩余的物料取出后即可进行下一次投料脱水.
(8)说明:为防止切削刀刮伤过滤包,本装置的设计只能出90%左右的物料,余下仍需手工清理.
4 结 论
通过生产现场的实际应用,该装置的出料效果非常好,不但超出了预期的设计目的,而且还有更多的收获,具体结论如下:
(1)解决了出料难题,保证了企业的正常生产;
(2)出料速度快,生产效率高.加装置之前每出一次料需30分钟左右,加装置之后只需7~8分钟.若采用两个过滤包轮流作业,生产效率可达加装置前的4倍左右;
(3)操作极为简单,只需摇动摇臂即可完成全部操作;
(4)在切削出料过程中,通过控制切削刀的吃刀量还可以控制颗粒度,即吃刀量越浅颗粒度越细;
(5)由于第4点的原因,90%左右的物料被省去了生产流程中的粉碎工序;
(6)由于第4点的原因,90%左右的物料呈粉末状飞出时在很大程度上已经被风干了,因此干燥工序所需的能量又被节省了大部分;
(7)综上所述,该装置已接受过了实践的检验,具有操作简单,高效节能的特点.该装置制造安装精度较低,没有特殊要求,便于普及.
[1]王月梅.理论力学[M].北京:机械工业出版社,2004.
[2]刘鸿文.简明材料力学[M].北京:高等教育出版社,2008.
[3]周凤云.工程材料及应用[M].武汉:华中科技大学出版社,2002.
[4]王选逵.机械制造工艺学[M].北京:机械工业出版社,2006.
[5]鄢立群.机械设计基础[M].北京:化学工业出版社,2011.
[6]何铭新,钱可强,徐祖茂等.机械制图[M].北京:高等教育出版社,2010.
[7]吉林工业大学金相教研室.热处理基本知识[M].北京:机械工业出版社,1982.
[8]上海市金属切削技术协会.金属切削手册[M].上海:上海科学技术出版社,1984.
猜你喜欢
金属加工(冷加工)(2023年1期)2023-02-04 03:34:44
再生资源与循环经济(2021年7期)2021-04-09 13:22:52
陕西农业科学(2021年12期)2021-02-21 07:11:58
陕西农业科学(2021年12期)2021-02-21 07:11:58
水泥工程(2020年4期)2020-12-18 07:12:12
实验室研究与探索(2020年6期)2020-08-25 09:08:54
水运工程(2020年2期)2020-02-26 06:28:38
物流技术与应用(2019年6期)2019-07-16 08:14:52
山东林业科技(2019年2期)2019-06-03 10:11:02
河南工学院学报(2017年1期)2017-06-07 09:00:59