
一种加工摇臂装置销孔的工艺
2020-12-18 07:12赵佳星邢启刚唐山冀东发展机械设备制造有限公司河北唐山063000
水泥工程 2020年4期
赵佳星,邢启刚(唐山冀东发展机械设备制造有限公司,河北 唐山 063000)
摇臂装置是立磨中的主要部件,连杆摇臂和辊座摇臂是摇臂装置中的主要零件,两者均为大型铸件,结构复杂加工困难。其结构见图1,2。
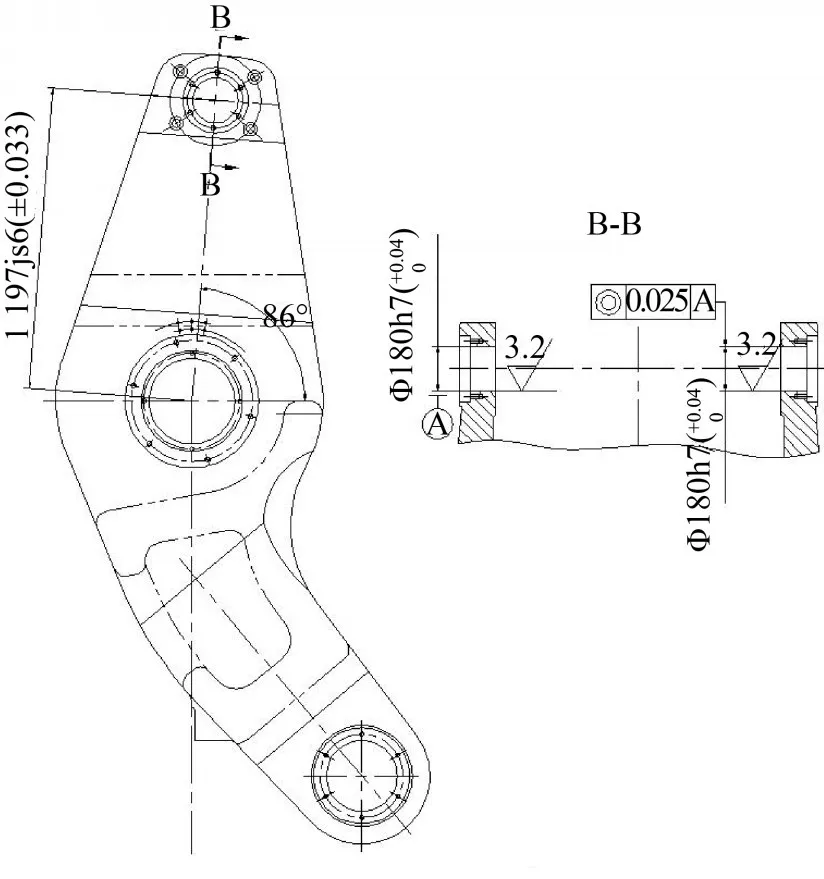
图1 连杆摇臂

图2 辊座摇臂
我公司在制造第一台立磨时,连杆摇臂和辊座摇臂的各孔均按图纸用划线的方法镗削加工。但是在组装时发现连杆摇臂和辊座摇臂中的Φ180H7孔有台阶,导致内锥套不能插入,其结构见图3。
检测两孔的加工均符合图纸要求。经分析,该问题是由Φ180H7孔和穿摇臂轴孔的相对位置误差造成的。具体原因有:(1)划线存在误差(2)摇臂轴和辊座摇臂、连杆摇臂分别是过度配合和小间隙配合可调的空间非常小,三者之间类似于销连接结构,而连杆摇臂和辊座摇臂Φ180H7孔也是销连接结构,所以很小的误差都可能导致Φ180H7孔错位。鉴于此情况我们设计了一种新的加工工艺。工艺如下:
(1)将连杆摇臂和辊座摇臂和摇臂轴的连接孔均加工至图纸要求,其余各加工位置也加工至图纸要求,Φ180H7孔加工至Φ175。
(2)将连杆摇臂、辊座摇臂、摇臂轴进行组装,转动辊座摇臂使辊座摇臂上的Φ175孔和连杆摇臂中的Φ175对正,允许有小的错边,将辊座摇臂和连杆摇臂用搭口板焊接在一起,以连杆摇臂Φ175孔为基准打表找正镗削Φ175孔至Φ180H7。
(3)切除搭口板并将焊点打磨平整。

图3 摇臂装置
这样就很好的解决了销孔错位的问题。目前我公司已生产了几十台各种型号的立磨,此加工工艺得到了广泛应用,为公司节省了大量的费用并缩短了工期。
猜你喜欢
新疆钢铁(2021年1期)2021-10-14
计算机应用(2021年8期)2021-09-09
汽车实用技术(2020年16期)2020-09-06
当代工人(2019年20期)2019-12-13
汽车实用技术(2017年16期)2017-09-21
汽车实用技术(2016年1期)2016-12-24
科学中国人(2015年26期)2015-12-28
汽车实用技术(2014年9期)2014-02-20
汽车与新动力(2012年5期)2012-03-25
科学种养(2009年1期)2009-04-24
