6σ管理在AP1000型核电站主管道焊缝无损检测中的应用
2013-08-06 01:23:14杨青云刘先文
电焊机 2013年1期
杨青云,刘先文
(中电投电力工程有限公司 烟台分公司,山东 烟台 265116)
0 前言
AP1000型主管道母材为316LN低碳控氮奥氏体不锈钢锻件,设计运行温度343℃,设计压力17.13 MPa,是输送反应堆堆芯冷却剂的大动脉、核反应堆压力边界之一。主管道焊接施工是核岛施工的关键路径,直接影响堆内构件的安装和冷试。主管道焊接施工采用窄间隙钨极自动氩弧焊。自动焊焊缝外形美观,无损检测性能稳定,但若焊接过程控制不当,焊接缺陷成片或链状出现,给施工质量和周期带来较大的影响。主管道焊接工艺经过焊接工艺试验、焊接工艺评定,已经优化了焊接工艺参数,获得的熔敷金属具有优良的无损检测性能和理化性能。
AP1000型主管道是ASME BPVC-Ⅲ的一级部件(见图1),为保证无损检测结果的一次合格率,在满足ASME BPVC-Ⅲ相关规定的基础上,根据焊接过程能力、焊接工艺特点和缺陷产生的冶金原理,对主管道焊接过程中涉及的焊缝的外观检查、液体渗透与射线检测的检测要求进行优化控制[1-2]。

图1 AP1000型主管道平面布置
在焊接施工过程中有三次无损检测,分别为熔敷金属厚度为15 mm、50%厚度、最终焊缝。检测方法为目视检测、液体渗透检测和射线检测。无损检测结论一次合格,有利于保证熔敷金属及母材的性能、提高劳动生产效率[3]。
1 6σ管理的特征
6σ管理法是一种统计评估法,核心是追求零缺陷生产,防范产品责任风险,降低成本,提高生产率和市场占有率,提高顾客满意度。6σ管理将重点对产生缺陷的根本原因进行控制,靠工艺过程的优化保证质量,严格进行最终产品的检验[4]。
作为持续性的质量改进方法,6σ管理具有如下特征:对顾客需求的高度关注;重视统计数据;改善业务流程;积极开展主动改进型管理;倡导无界限合作。
2 窄间隙钨极氩弧自动焊工艺的优势
窄间隙钨极氩弧自动焊工艺具有焊材用量少、焊接参数容易控制、施工作业周期短、质量稳定、焊接作业人员劳动强度低、环境洁净等优势与特点。
AP1000型核电站单台机组有12道焊缝,母材规格见表1。

表1 主冷却剂管道基本参数
以主管道热段的焊缝为例,焊接过程参数为:主冷却剂管道热段焊接内径792.5 mm,焊接厚度约80 mm;焊丝型号为ER316L,规格为φ1.0 mm,熔敷金属平均每层按2 mm厚度计算,焊接层数约40层;单个焊缝的焊道数量约70个;焊接速率约为75 mm/min。
3 焊接工艺过程控制
主管道母材为TP316LN,压力容器、蒸汽发生器接管口安全端材料为F316LN,主泵接管口材料为CF8A,均为锻件,具有优异的焊接性能。压力容器、蒸汽发生器接管口与主泵接管口端的坡口已经在制造厂加工完毕。主管道两端的坡口在现场进行加工,具有适配性,对焊口组对内错边、组对间隙的控制具有优势。
焊接材料满足ASME第Ⅱ卷C篇SFA-5.9及ASME第Ⅲ卷NB分卷的有关规定,并需经过现场验收合格。焊材对硫、磷等杂质元素的含量应严格控制上限值。
焊接设备应标定合格。焊接操作工按HAF603取得相应的资格项目证。
液体渗透检测的渗透材料中有害元素硫的含量应低于10-4,氟和氯总含量应低于10-4。打磨用砂轮材料应是碳化硅或者氧化铝材料。
根据合格焊接工艺评定报告编制焊接工艺技术规程(WPS),WPS中的焊接线能量不能超过焊接工艺评定报告中焊道的最高线能量。
打底焊接时由于坡口较深,氩气保护效果是保证焊接质量的关键。焊缝背面采用氩气室进行保护,正面的氩气流量应满足WPS的要求,以保证氩气保护效果与电弧的稳定性。针对焊缝组对过程中可能产生内错边的现象,在正式焊接前应进行焊接工艺试验,掌握错边状态下的焊接技术要求。打底焊接可能产生未焊透、内部凹陷等缺陷,应随焊接位置的变化调整焊接参数,如电流大小、脉冲宽度、电弧电压、焊接速度等。为规范调整焊接电参数,可将焊缝分为8个区段(见图2),每个区段内的电参数保持一致;不同区段之间的电参数可保持一致,也可进行适当的调整。打底焊接完成后,应及时进行第二层焊道的焊接,避免焊缝因冷收缩出现裂纹。第二层焊道焊接时,应避免再次击穿焊缝熔敷金属,导致焊缝背面成形不良。
填充焊接是焊接施工过程的主要工序,应保证熔敷金属与母材、熔敷金属焊道之间的熔合性。填充焊接过程的持续时间长,为避免设备故障和人员疲劳,应及时检查并保养焊接设备,焊接操作人员保持良好的工作状态与积极性。焊接过程中严格控制道间温度。

图2 焊缝分段示意
盖面焊接时要排列分布好焊道,保证焊缝的外观质量;熔敷金属应覆盖两侧母材,避免咬边等缺陷的产生;焊接施工完毕后,对焊缝表面进行打磨抛光处理。
在焊接主管道RPV一侧焊口时,对SG/RCP侧进行焊接变形的监控;当出现焊接变形的趋势时,可通过焊接参数或焊道施焊顺序进行调整,如图3所示;在焊接SG侧热段焊口时,对热段的直管段进行监控。
在焊缝熔敷金属厚度达到约15 mm时,进行第一次内外表面的外观检查、液体渗透检测和射线检测。焊缝熔敷金属厚度约为50%厚度时,进行第二次外观检查、液体渗透检测和射线检测。当焊缝100%焊接完成,并打磨修整后,对焊缝内外表面以及焊缝两侧母材至少15 mm范围内进行外观检查、液体渗透检测和射线检测。
通过对每一个焊道的精心组织焊接施工,宏观上控制焊接变形,微观上有效地控制缺陷的产生和缺陷的最大尺寸,为主管道焊接无损检测一次合格率达到100%提供了基础条件。

图3 焊接顺序
4 焊缝外观检查
4.1 焊缝表面外观检查规范
焊缝内外表面外观检查规范要求焊缝内表面余高不超过4 mm,外表面余高不超过6 mm。当焊缝的最终厚度满足ASME BPVC-Ⅲ的NB-3000要求时,单面焊对接环焊缝在根部一侧的凹陷是允许的。
4.2 焊缝外观检查规范优化
焊缝内外表面在打磨抛光后,表面应不低于母材表面,光洁度可确定为小于等于6.3 μm。
5 焊缝液体渗透检测
5.1 焊缝液体渗透验收规范
主管焊缝的液体渗透检测的验收结果中不允许尺寸大于5 mm的圆形显示,对于主要尺寸大于1.5 mm的相关显示均应记录。
5.2 表面圆形缺陷
焊缝表面圆形缺陷应与射线检测结果要求的最大尺寸保持一致。若是气孔、夹渣等缺陷,可根据外观检测要求进行打磨抛光处理或补焊。
5.3 热裂纹
不锈钢焊接可能产生的热裂纹可以通过降低焊接材料中的硫、磷等元素百分比,降低FeS、Fe2P和Fe3P等低熔点杂质的含量。低熔点杂质硫化铁(FeS)可以通过焊接过程中的冶金反应降低含量。
FeS的冶金反应:FeS+Mn=MnS+Fe,生成的硫化锰形成表面熔渣。
在液体渗透检测过程中,应特别关注线性显示。必要时可进行打磨抛光后,再次进行液体渗透检测,进行显示的性质确认。
6 焊缝射线检测
6.1 常规焊接缺陷
(1)圆形显示。射线照相上最大长度不大于宽度3倍的显示定义为圆形显示。这些显示可以是圆形、椭圆形或不规则形状,也可能带有尾巴。圆形显示可来自焊缝中的各种因素,如气孔、夹渣或夹钨等。
(2)链状的圆形显示。当两个外侧圆形显示的平行于焊缝的中心连线上有四个及以上的圆形显示时,应认为是链状圆形显示。
(3)气孔分为氮气孔、氢气孔、CO气孔三种类型。AP1000型核电站主管道焊接采用钨极氩弧自动焊。由于氩气保护效果不良而产生的氮气孔的概率比较小,可能在立焊位置出现的概率大一些;氮气孔外观显示为密集性气孔。主管道母材为奥氏体不锈钢,对于溶解于母材或焊丝中的气体元素聚集、焊丝或母材上的油污等受热分解所释放出的气体而产生氢气孔的敏感性不大;氢气孔的外形显示为螺钉型。钨极氩弧焊的热能主要集中在焊丝上,熔敷金属的冶金反应性的作用主要在于预防有益合金元素的烧损,因此产生CO气孔的可能性很小;CO气孔外形显示为条虫状。
(4)夹渣是焊后残留在焊缝中的熔渣。夹渣的形状有圆形、椭圆形和不规则形状,存在于焊缝与母材坡口侧壁交接处,或存在于焊道与焊道之间。夹渣可以是单个颗粒状分布,也可以是长条状或链状连续分布。
(5)夹钨是指在焊缝金属凝固过程中残留的来自钨极的颗粒。主要原因是钨极承载电流的能力较差,过大的焊接电流可引起钨极熔化脱落,进入熔池内,成为熔敷金属的夹钨污染。夹钨在射线检测底片上的影像是亮点。
(6)未熔合是焊接过程中,在焊缝金属与母材之间或焊层(道)金属之间未能完全熔化形成原子间结合而留下的缝隙。有侧壁未熔合、层间未熔合和焊缝根部未熔合三种形式。
(7)未焊透是焊接时接头根部未完全熔透的现象。单面焊时,熔池达不到坡口钝边的根部为根部未焊透。
6.2 射线检测范围
焊缝的射线检测应包括焊缝及其13 mm范围内相邻的母材。
6.3 验收规范要求
射线检测验收规范为在不允许存在长度大于19 mm的条形显示;圆形显示与相邻显示间隔至少25 mm的单个显示,尺寸小于等于10 mm;焊缝内部焊根的状态在射线照相所示的黑度不是突变时是可以接受的。
6.4 单个圆形缺陷的控制
单个圆形缺陷可由过程能力分析进行优化确定。通过标准差σ来确定出现概率最大的单个圆形缺陷,并通过焊接工艺进行过程控制。
过程能力的高低用标准差σ来衡量。σ越小,过程能力越高,稳定性越高,生产制造能力越强。在6σ范围内,质量一次合格率大于等于99.73%,如图4所示。

式中 Cp为过程能力指数,反映产品的控制范围满足顾客要求的程度(Cp的选择见表2);T为技术要求,即技术规范的幅度;σ为过程能力,即过程特性值的总体标准差。

图4 正态分布
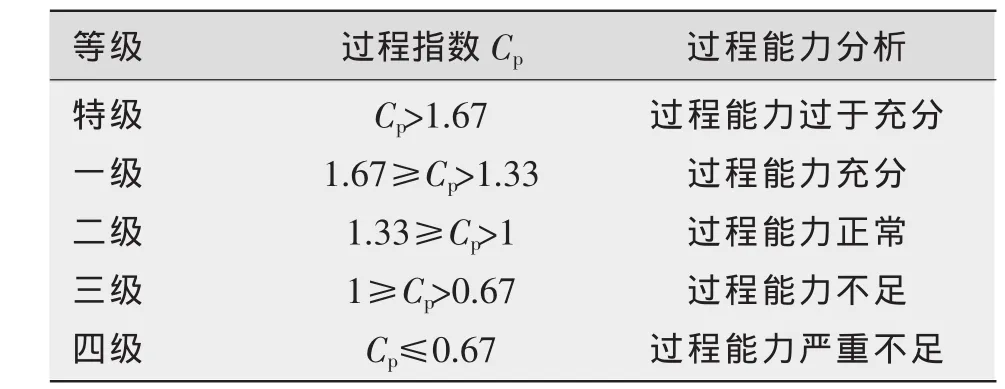
表2 过程能力等级
单个圆形缺陷允许尺寸为10 mm,即T=10 mm;按焊接过程能力充分,选择Cp=1.33;σ=T/(6*Cp)=10/(6×1.33)=1.25 mm。
依据图4,可能出现的单个圆形缺陷的最大尺寸 3σ=3.75 mm≈4 mm。
按单个圆形缺陷尺寸小于等于1.25 mm进行焊接工艺试验,明确小于等于4 mm为实际焊接作业中单个圆形缺陷的目标值。即在主管道焊接施工过程中,可按单个圆形缺陷尺寸小于等于4 mm的目标值进行主管道焊接工艺过程的控制和管理。
6.5 长度大于19 mm的任何单个条形显示的控制
条形显示可能是夹渣或CO气孔缺陷。钨极氩弧自动焊工艺中,熔渣的产生量有限。在母材和焊材中,焊丝含碳量小于等于0.030%、母材含碳量小于等于0.02%,焊接过程中生成的少量CO。由于CO的强还原性,通过冶金反应生成CO2气体逸出,形成条形气孔的能力弱。
条形显示产生的冶金反应过程:
水或氧化锰等氧化物分解形成游离的氧离子

由于熔敷金属冷却速度过快,CO来不及反应逸出而形成条状气孔。

形成表面熔渣。
可根据射线检测中对单个圆形缺陷的控制目标进行优化,对尺寸大于4mm的单个条形显示在焊接工艺过程中进行控制。
6.6 焊缝根部黑度控制
焊缝内表面应执行焊缝外观检查标准,以保证焊缝内部焊根在射线照相所示的黑度不是突变的。
7 结论
在AP1000型核电站主管道焊接施工过程中,提倡焊接工艺过程控制与无损检测结果并重。通过6σ管理过程能力分析与焊接工艺过程控制,将单个圆形与条状缺陷的控制尺寸目标值优化为小于等于4 mm。在确保主管道无损检测技术规范验收标准的基础上,将焊接缺欠的过程控制目标值进行优化,作为焊接施工作业过程的控制指标,以获得无损检测性能优异的熔敷金属,避免因焊缝超标缺陷而返修,保证主管道熔敷金属的理化性能与抗腐蚀性能。
[1]核设施部件建造规则(第1册).ASME核电规范与标准BPVC-Ⅲ[S].上海:上海科学技术文献出版社,2004.
[2]核设施部件建造规则(第1册附录).ASME核电规范与标准BPVC-Ⅲ[S].上海:上海科学技术文献出版社,2004.
[3]陈祝年.焊接工程师手册[M].北京:机械工业出版社,2002.
[4]中国设备监理协会.设备工程监理技术与方法[M].北京:中国人事出版社,2010.
猜你喜欢
课堂内外·小学版(智慧数学)(2024年9期)2024-10-16 00:00:00
做人与处世(2019年18期)2019-10-18 02:26:46
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
做人与处世(2019年6期)2019-04-13 06:06:20
广东第二课堂·小学(2017年9期)2017-09-28 16:17:38
儿童故事画报·发现号趣味百科(2016年7期)2017-02-08 09:08:39
中老年健康(2016年11期)2017-02-05 18:50:46
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
小雪花·成长指南(2016年11期)2016-12-07 06:29:51
电焊机(2016年8期)2016-12-06 08:28:44