利用普通台钻床进行搅拌摩擦焊接教学实验研究
2013-08-06 01:23:10史旭龙房中华孙正卓蒋应田张文泉
电焊机 2013年1期
史旭龙,房中华,孙正卓,蒋应田,杨 坪,张文泉
(辽宁石油化工大学,辽宁 抚顺 113001)
目前通用搅拌摩擦焊机由三部分组成[1-4],即机械部分、动力传动与控制部分以及控制界面与数据处理等。机械部分主要由能够上下运动的燕尾滑块、机架、搅拌摩擦头、传动装置、冷却装置、运动平台和平台纵向调节装置等组成。动力传动及控制部分由搅拌轴动力电机、搅拌头上下运动给进电机及减速系统、运动平台(或者机头运动)动力电机及减速系统等。控制界面及数据处理部分由单片机或微型计算机实现。从上述组成看,该机器具有复杂的结构和功能设计,可实现较高的自动化焊接过程和良好的焊接参数的控制与再现。但是设备价格昂贵,一般都在几十万元以上,需要作为大型设备来使用,在普通院校的教学中很难普及使用。
1 Z512台钻床实现搅拌摩擦焊的可行方案
Z512钻床是金属切削机床中常用的设备,具有结构简单,操作方便的特点。其驱动电机由一台三相600 W异步电动机提供动力,转速可通过皮带轮调节进 行 480、800、1460、2440、4100 等五档变速。根据文献介绍,对于铝及其合金,在搅拌摩擦焊时,其主轴速度一般在800~2000转/min。对于工件的移动及速度控制,依据钻床平台结构特点设计了工件夹具与手推(拉)行走机构。搅拌摩擦焊接过程中的搅拌头下压量,可根据需要事先设定钻床夹头最低到达位置来确定。
2 搅拌头的设计
在搅拌摩擦焊接过程中,搅拌头的轴肩和工件上表面间的摩擦热对工件进行预热,轴肩也对焊缝起到加压成型作用。搅拌针与工件间的摩擦热作为焊接区内部金属加热软化的主要热源,随着被焊板厚度的增加搅拌针与工件材料的摩擦生热在整个焊接热输入中所占的比例增加[5]。搅拌头的轴肩直径与搅拌针直径比越大,工件的预热和焊缝加压效果越好,焊缝成形也越好。但是,对于搅拌功率的要求也越大,因此轴肩半径与针半径比要适中。文献[5]介绍轴肩的直径约是搅拌针根部直径的3倍,实验用搅拌头的轴肩半径与针半径比为3。为简化加工,本搅拌头采用形状简单的圆柱形搅拌针。在焊接过程中搅拌针还对接头进行切削、塑化金属的搅动以及破坏和弥散接头表面的氧化膜。因此,搅拌针的运行状态相当复杂,既有摩擦加热,又有摩擦扭矩和焊接移动阻力扭矩。在此状态下,搅拌针的长度设计既要考虑可焊接厚度,也要考虑摩擦针的受力变形和磨损。鉴于本摩擦焊接过程主要针对教学需要,焊接材料厚度主要为4~8 mm,因此搅拌针长度定为4 mm。考虑应用于实验教学,焊接时间短,对搅拌头磨损小和搅拌头的加工方便性,搅拌头材质选用了常用的碳钢,具体结构设计如图1所示。
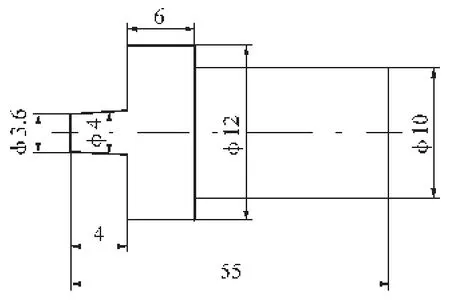
图1 搅拌头设计
3 焊接工艺过程
(1)将搅拌头安装在钻床夹头,并拧紧夹头。
(2)调整钻床转速至设定值。当板越厚时,转速应低一些。因为板越厚,工件散热越快。高速摩擦时,轴肩摩擦热及轴肩摩擦力矩成倍增加,轴肩下的母材软化量大幅提高,摩擦扭矩大幅增加,特别是在铝软化后十分明显。在搅拌针部位,增加的产热量有限,而轴肩摩擦热量传递至搅拌针部位需要一定的过程和时间。因此焊接速度并不能大幅提高,反而会导致钻床动力矩不够,出现皮带轮打滑现象,焊接过程无法进行。
(3)将工件组装到夹具上,使搅拌头中心对准工件焊缝中心。
(4)调整钻床夹头高度,使搅拌头轴肩略低于工件表面下 0.5 mm。
(5)选定始焊位置,启动钻床后,操作摇臂使搅拌头与工件接触摩擦将搅拌针沉入工件内摩擦预热。
(6)大约预热15 s后(明显感觉到铝板软化后)手推动(或拉动)工件均匀行走,即可实现稳定焊接过程。焊接过程如图2所示。

图2 搅拌焊接过程
(7)对于厚度超过搅拌针长度的试件,焊接需要采用两面进行。
4 焊接参数与焊后外观检验及性能测试
(1)焊接参数。搅拌摩擦焊的参数主要是搅拌头速度、搅拌头压力、焊接速度以及搅拌预热时间。对于搅拌头压力,由于采用钻床焊接,无法进行测试。搅拌头转速可根据皮带轮大小调挡设置,在实际摩擦过程中,由于皮带的打滑,肯定要比设置的转速要低。具体如表1所示。
(2)焊后检验及性能测试。通过对5 mm和8mm厚度工业纯铝板进行搅拌摩擦焊接后表明,焊缝外观总体成形良好,在焊接速度合适的情况下,焊道表面光滑,两侧边缘有极少量的氧化膜。焊缝厚度较母材减薄量为0~0.2 mm。通过对焊缝外观检查、X射线内部无损检测以及锯切断口检查显示,接头表面成形与焊缝内部熔合均良好,如图3所示。通过对接头的强度拉伸测试,结果显示,薄板双面焊接(焊缝重叠67%)强度较低,只有母材强度的70%。厚板双面焊接(重叠为10%)接头强度可以达到母材强度的98%。
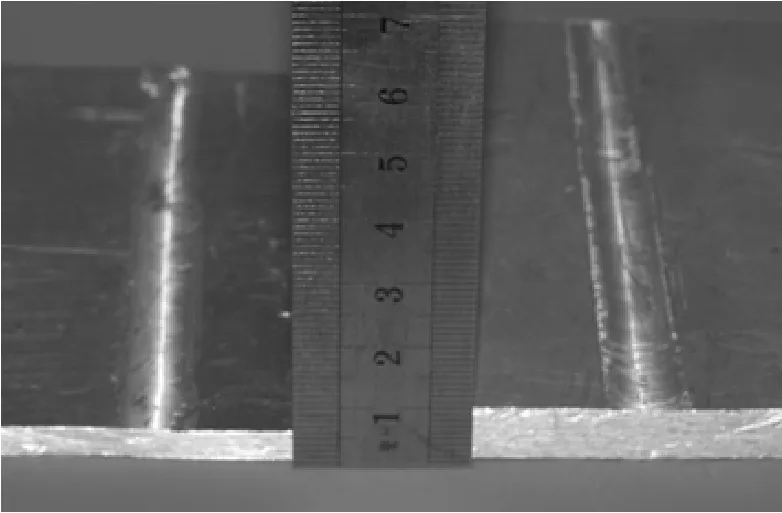
图3 纯铝板搅拌摩擦焊实验样品
5 教学应用
通过对2008级材料成型与控制专业6个班12组实验表明,利用普通钻床可以实现搅拌摩擦焊接工艺实验,为学校节约了大笔的设备费用。
6 结论
(1)搅拌摩擦焊设备复杂,价格昂贵,占用教学经费庞大。
(2)在简单焊接夹具的配合下利用普通钻床可以实现搅拌摩擦焊工艺过程,能满足教学需要。

表1 焊接参数及接头性能测试
(3)利用普通钻床搅拌摩擦焊系统焊接的工业纯铝接头强度达到了预期焊接效果,基本能满足今后教学和科研需要。实验过程操作相对简单,可以对学生实验能力的训练起到很好地锻炼。
(4)双面重叠搅拌摩擦焊接接头强度要比非重叠强度要低一些。
[1]赵熹华,冯吉才.压焊方法及设备[M].北京:机械工业出版社,2011.
[2]刘会杰.焊接冶金与焊接性[M].北京:机械工业出版社,2008.
[3]中国机械工程学会焊接学会编.焊接手册(第二版1册)——焊接方法与设备[M].北京:机械工业出版社,2001.
[4]王希靖,陈书锦,李常锋,等.搅拌摩擦焊机控制器的研制[J].兰州理工大学学报,2004(1):15-18.
[5]贾洪德.2219铝合金FSW搅拌头优化设计及缺陷研究[D].哈尔滨:哈尔滨工业大学,2007.
猜你喜欢
一重技术(2021年5期)2022-01-18 05:41:56
启蒙(2020年11期)2020-12-21 03:53:50
启蒙(3-7岁)(2020年11期)2020-11-28 10:08:22
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
制造技术与机床(2017年9期)2017-11-27 02:13:53
制造技术与机床(2017年2期)2017-05-04 04:17:35
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
山东冶金(2015年5期)2015-12-10 03:27:40
河南科技(2015年2期)2015-02-27 14:20:26