
拉伸工艺对聚苯硫醚薄膜结构与性能的影响
2012-11-29 03:26张守玉牛鹏飞黄宝奎王孝军杨杰
中国塑料 2012年3期
张守玉,牛鹏飞,黄宝奎,王孝军,杨杰,3*
(1.四川大学高分子科学与工程学院,四川成都610065;2.四川大学分析测试中心材料科学技术研究所,四川成都610064;3.四川大学高分子材料工程国家重点实验室,四川成都610065)
拉伸工艺对聚苯硫醚薄膜结构与性能的影响
张守玉1,牛鹏飞1,黄宝奎1,王孝军2,杨杰2,3*
(1.四川大学高分子科学与工程学院,四川成都610065;2.四川大学分析测试中心材料科学技术研究所,四川成都610064;3.四川大学高分子材料工程国家重点实验室,四川成都610065)
采用哈克挤出机制备了聚苯硫醚片材,并通过自制拉膜机单轴拉伸制备聚苯硫醚薄膜。通过对拉伸工艺进行探讨,确定了聚苯硫醚薄膜的最佳拉伸温度在85~100℃。借助万能材料试验机、差示扫描量热仪、X射线衍射仪等手段研究了拉伸速率对薄膜结构与性能的影响。结果表明,随着拉伸速率的增加,薄膜在相应方向上的取向度增加,结晶度、拉伸强度和断裂伸长率均呈先增加后降低的趋势。
聚苯硫醚薄膜;拉伸速率;取向度;结晶度;力学性能
0 前言
目前用作电绝缘材料的薄膜主要是聚酯膜和聚酰亚胺膜。聚苯硫醚(PPS)薄膜同聚酯膜相比,具有耐热、难燃、耐潮和耐水解等优点;同聚酰亚胺薄膜相比,具有成本低、原料丰富易得且易于加工等优点[1]。除此之外,PPS薄膜还具有优异的力学性能及尺寸稳定性,介电损耗因子很小,且在宽的温度和频率范围内变化很小,在电子电器、航空航天及核工业等领域有着极其广泛的应用[2-6]。目前关于PPS薄膜加工工艺研究的报道较少,大多以专利的形式出现[7-8]。日本东丽公司最早于1987年申请了PPS拉伸膜的专利。接着东丽和飞利浦石油公司共同开发,确立了PPS聚合和制膜技术,并很快达到工业化生产水平[5]。黄宝奎等[9]曾对PPS吹塑薄膜的结构与性能进行过研究,但鲜有对PPS拉伸薄膜加工工艺的报道。本文以薄膜级PPS为原料,用单轴拉伸的方法制备PPS薄膜,研究了加工工艺对薄膜结构与性能的影响,以期为PPS薄膜的工业化提供一些有效数据。
1 实验部分
1.1 主要原料
PPS,薄膜级,四川大学聚芳硫醚课题组自制;
1.2 主要设备及仪器
同向双螺杆挤出机,CTE-35,南京科亚公司;
单螺杆挤出机,HAAKE PHEOMEX254,赛默飞世尔科技有限公司;
拉膜机,自制;
电子万能材料试验机,AGS-J,广州新技精密仪器有限公司;
差示扫描量热仪,DSC Q100,美国TA公司;
X射线衍射仪,X′Pert ProMPDDY1291,菲利普公司。
1.3 样品制备
将薄膜级PPS粉料在鼓风烘箱中于120℃下干燥4~6h以除去树脂中的水分;采用双螺杆挤出机挤出造粒;再将造粒得到的PPS粒料在烘箱中于120℃下干燥4~6h以除去树脂中的水分;将干燥的原料采用单螺杆挤出机制备成厚度为0.1~0.2mm的膜片,加工工艺参数见表1;最后,水浴(盐浴)预热一定时间后,采用自制的拉膜机沿挤出方向拉伸,固定拉伸比为3,采用不同拉伸速率制备厚度均匀的薄膜。

表1 PPS片材的加工工艺参数Tab.1 Processing parameters for PPS sheets
1.4 性能测试与结构表征
在氮气保护下,将样品从50℃以5℃/min的升温速率升温至350℃,进行DSC分析,并按式(1)计算薄膜的结晶度(Xc)。

式中 ΔHm——熔融热焓,J/g
ΔHc——冷结晶焓,J/g
ΔHθ——100%结晶的熔融焓,80J/g[10]将薄膜裁剪成30mm×30mm的正方形,采用X射线衍射仪进行表征,CuKα靶,管电压为40kV,管电流为35mA,步幅为0.03°,2θ的范围在5°~50°之间;
将薄膜用4mm×50mm的哑铃形裁刀裁剪成标准样条,按GB 13022—1991进行拉伸性能测试,测试速度为10mm/min。
2 结果与讨论
2.1 拉伸温度对PPS薄膜拉伸性能的影响
在采用单轴拉伸工艺制备PPS薄膜的过程中,预热温度对片材能否被均匀拉伸成型有很大的影响。图1为片材在不同拉伸温度下以80mm/min的拉伸速率横向拉伸时薄膜的最大拉伸倍数。

图1 不同预热温度下PPS薄膜的最大拉伸比Fig.1 Maximal draw ratio of PPS films under different preheating temperature
由图1可以看出,随着预热温度的提高,片材的最大拉伸比呈先增加后降低的趋势,存在最佳拉伸成膜温度(95℃)。当温度过高时(120℃),甚至出现难以拉伸成膜的现象。拉伸温度在85~100℃时,片材的最大拉伸比均大于5,比较利于PPS拉伸成膜。PPS是一种半结晶性的聚合物,在挤出片材过程中PPS发生部分结晶,晶粒形成物理交联点;而且在温度适宜时,PPS存在冷结晶现象(DSC测试中将详细说明)。随着拉伸温度的提高,PPS分子热运动加剧,到其玻璃化转变温度(Tg)附近(89℃)时,PPS的分子链段开始运动,且随着温度的升高,分子链段的运动能力加剧。分子热运动的能量克服了某些物理交联点的牵制,宏观上表现为其最大拉伸比的增加。然而,当温度继续增加到一定值后,在拉应力和温度的作用下,PPS发生热诱导结晶和拉伸应力诱导结晶,使得片材的结晶度增大,物理交联点增多,不利于拉伸成膜,从而导致最大拉伸比的降低,甚至不能成型。基于上述实验结果,本文后续拉伸温度固定为95℃。
2.2 拉伸速率对PPS薄膜结构的影响
固定拉伸温度为95℃,采用不同拉伸速率将片材拉伸3倍。从图2可以看出,随着拉伸速率的增加,薄膜的Tg向高温方向偏移;冷结晶温度先降低后升高,冷结晶峰先减弱后增强;熔点(Tm)先升高后降低。随着拉伸速率的增加,Tg向高温方向偏移,这是由于拉伸过程中取向和解取向是一个可逆过程,PPS分子链段除了沿着拉应力方向取向外,还会发生解取向。相同拉伸倍数下,较低拉伸速率为分子链段解取向提供充分的时间,薄膜内部取向结构较少,即取向度较小。随着拉伸速率的增加,一方面拉伸方向作用力变大,利于分子链段沿作用力方向取向;另一方面拉伸相同倍数所需时间减少,不利于链段解取向,使得薄膜内部取向结构增加,分子链段沿拉伸方向排列规整,限制了分子链的热运动,致使Tg向高温移动。随着拉伸速率的增加,薄膜的冷结晶温度先明显降低后略有升高,冷结晶峰先明显减弱后略有升高,可能的原因是随着拉伸速率的增加,分子取向度增加,取向诱导结晶、拉伸介质热诱导、拉伸热效应及应力取向诱导的共同作用有利于薄膜内部结晶形成和结晶结构完善,这导致薄膜冷结晶温度向低温方向移动,冷结晶峰逐渐减小,Tm向高温方向移动。随着拉伸速率的继续增加,尽管聚合物分子取向度增加,但在相同的拉伸倍数下,薄膜内部结晶结构形成和完善时间减少,一方面导致薄膜结晶度降低,表现为冷结晶峰增大、Tm降低,这与表2不同拉伸速率下薄膜结晶度的变化情况相对应;另一方面薄膜内部结晶不完善程度增加,表现为冷结晶温度略微向高温方向移动。

图2 不同拉伸速率下PPS薄膜的DSC曲线Fig.2 DSC curves for PPS films under different stretching velocity
从图3可以看出,随着拉伸速率的增加,衍射峰尖锐程度逐渐增加,半峰宽逐渐减小,峰高度先增加后减小,表明随着拉伸速率的增加,薄膜内部有序结构是增加的,结晶度先增加后减小,这与DSC曲线的结果是一致的。
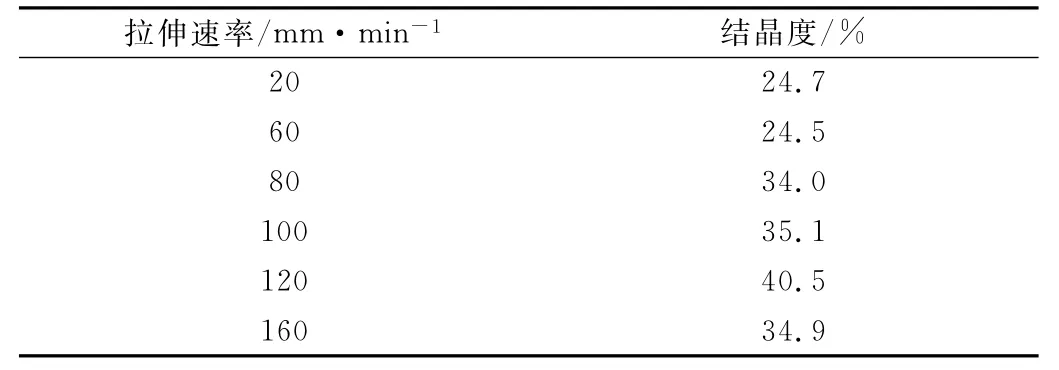
表2 不同拉伸速率下PPS薄膜的结晶度Tab.2 Crystallinity of PPS films under different stretching velocity
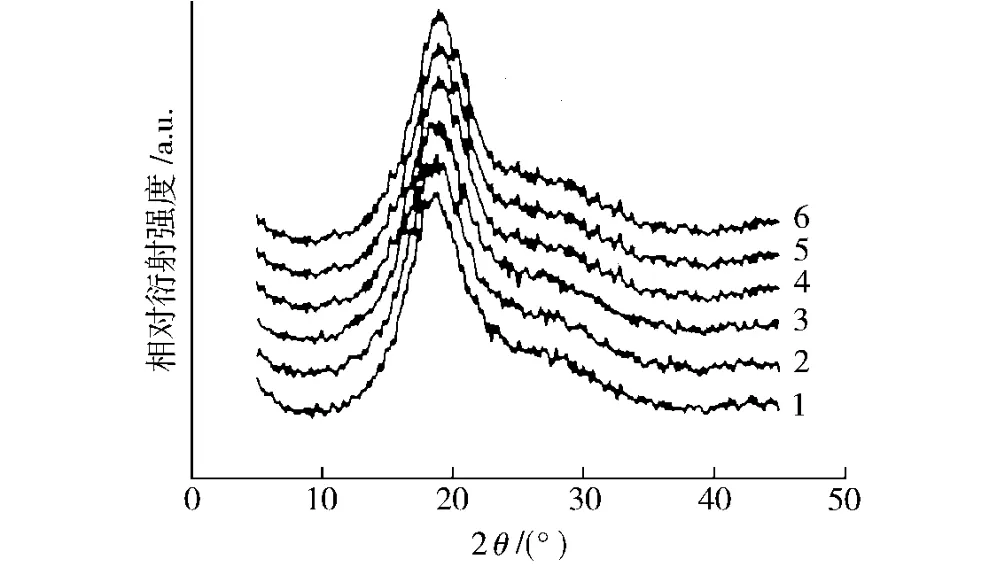
图3 不同拉伸速率下PPS薄膜的XRD曲线Fig.3 XRD patterns for PPS films under different stretching velocity
2.3 拉伸速率对PPS薄膜力学性能的影响
从图4可以看出,PPS薄膜在拉伸方向的拉伸强度和断裂伸长率都随着拉伸速率的增加呈先增加后降低的趋势。在较低拉伸速率下,PPS薄膜的拉伸强度及断裂伸长率均随拉伸速率增加而增加,这是由于薄膜拉伸过程也是分子链取向过程。首先,在拉伸过程,分子链段沿拉伸方向排列规整,取向度增加,有利于薄膜拉伸强度的提高;其次,随着拉伸速率的增加,分子取向度增加,取向诱导结晶、拉伸介质热诱导、拉伸热效应及应力取向诱导的共同作用有利于薄膜内部结晶的形成和结晶结构的完善,从而有利于薄膜拉伸强度的增加;另外,薄膜的拉伸强度和断裂伸长率不仅与薄膜的结晶取向有关,还与薄膜中是否存在缺陷有关。未拉伸的片材较厚,内部缺陷较多,随着拉伸比的增加,内部取向增加,薄膜厚度变小,单位体积中缺陷减少,从而有利于薄膜拉伸强度和断裂伸长率的增加。在较高的拉伸速率下,尽管薄膜内部分子链取向增加,有利于拉伸强度增加,但是结晶度降低以及结晶的不完善不利于拉伸强度的增加,另外可能在较大拉伸速率下薄膜内部较容易产生缺陷,也不利于拉伸强度的增加,以上3个因素共同作用使薄膜拉伸强度减小;薄膜内部取向度及缺陷增加均会导致薄膜断裂伸长率的减小。

图4 不同拉伸速率下PPS薄膜的拉伸性能Fig.4 Tensile properties of PPS films under different stetching velocity
3 结论
(1)采用挤出片材和单向拉伸的方法制备PPS薄膜,发现PPS薄膜的最大拉伸比与拉伸温度关系密切,最佳拉伸温度应介于PPS的玻璃化转变温度与冷结晶温度之间;当拉伸温度在85~100℃之间时,PPS的拉伸成膜性能较好;
(2)随着拉伸速率的增加,薄膜的取向度不断增加,结晶度先增加后降低;又由于薄膜内部缺陷会随拉伸速率而变化,其拉伸强度和断裂伸长率均先增加后降低。
[1] 王新民.聚苯硫醚(PPS)薄膜[J].绝缘材料通讯,1989,(5):40-45.
Wang Xinmin.Polyphenylene Films[J].Insulating Materials,1989,(5):40-45.
[2] 杨杰.聚苯硫醚树脂及其应用[M].北京:化学工业出版社,2006:1.
[3] 朱沛隽,濮实.一种新型电容器薄膜——聚苯硫醚[J].电子元件与材料,1991,10(1):51-57.
Zhu Peijuan,Pu Shi.A New PPS Film Used for Capacitor[J].Electronic Components &Materials,1991,10(1):51-57.
[4] 孙念萱,刘浩颖.PPS双向拉伸膜发展概况[J].北京化工,1994,(3):13-17.
Sun Nianxuan,Liu Haoying.The Development of Biaxially Oriented PPS Films[J].Beijing Chemical Engineering,1994,(3):13-17.
[5] 王先德,颜冬,陈易美.聚苯硫醚双向拉伸膜的特性及用途[J].化工新型材料,2001,29(4):28-30.
Wang Xiande,Yan Dong,Chen Yimei.The Properties and Application of Bi-oriented Polyphenylene Sulfide(PPS)Films[J].New Chemical Materials,2001,29(4):28-30.
[6] 余自力,谢美菊,李玉宝,等.聚苯硫醚薄膜的初步分析[J].绝缘材料,2004,(6):30-35.
Yu Zili,Xie Meiju,Li Yubao,et al.The Analysis of Poly(phenylene sulfide)Film[J].Insulating Materials,2004,(6):30-35.
[7] Yuukichi D,Yukio N.Polyphenylene Sulfide Film and Process of Manufactruring the Same:US,5294660[P].1994-03-15.
[8] Ho Jong Kang,James L W.A Double Bubble Tubular Film Process to Produce Biaxially Oriented Poly(p-phenylene sulfide)(PPS)Film[J].Polymer Engineering and Science,1990,30(19):1228-1236.
[9] 黄宝奎,马百钧,王孝军,等.聚苯硫醚吹塑薄膜的结构与性能[J].塑料工业,2010,38(5):75-79.
Huang Baokui,Ma Baijun,Wang Xiaojun,et al.Structures and Properties of PPS Blown Film[J].China Plastics Industry,2010,38(5):75-79.
[10] Wang X J,Tong W.Preparation and Properties of Nanocomposite of Poly(phenylene sulfide)/Calcium Carbonate[J].Polym Bull,2006,57(6):953-962.
Effect of Drawing Process on Structure and Properties of Polyphenylene Sulfide Films
ZHANG Shouyu1,NIU Pengfei1,HUANG Baokui1,WANG Xiaojun2,YANG Jie2,3*
(1.College of Polymer Science &Engineering,Sichuan University,Chengdu 610065,China;2.Institute of Materials Science &Technology,Sichuan University,Chengdu 610064,China;3.State Key Laboratory of Polymer Materials Engineering of China,Sichuan University,Chengdu 610065,China)
Polyphenylene sulfide(PPS)sheets were prepared using a HAAKE extruder and then were uniaxially-stretched into PPS films.The processing technology of uniaxially-stretched PPS films was discussed and the optimum stretching temperature was determined between 85and 100℃.According to the analysis results of universal material testing machine,differential scanning calorimetry and X-ray diffraction tests,the impact of stretching velocity on the structures and mechanical properties of the uniaxially-stretched films was studied.With increasing stretching velocity,the orientation degree of the films increased,but the crystallinity,tensile strength and elongation at break of the films increased firstly and then decreased.
polyphenylene sulfide film;stretching velocity;orientation degree;crystallinity;mechanical property
TQ326.53
B
1001-9278(2012)03-0067-04
2011-09-23
*联系人,ppsf@scu.edu.cn
(本文编辑:李 莹)
猜你喜欢
合成技术及应用(2022年1期)2023-01-03
合成纤维工业(2022年2期)2022-05-06
施工技术(中英文)(2021年21期)2022-01-22
玻璃纤维(2021年4期)2021-08-25
合成技术及应用(2021年4期)2021-02-18
丝绸(2020年6期)2020-06-23
汽车文摘(2017年4期)2017-12-07
环球时报(2016-08-05)2016-08-05
中山大学学报(自然科学版)(中英文)(2016年6期)2016-06-05
江苏农业科学(2015年1期)2015-04-17
