
立式电解金属锰极板清洗机设计
2011-12-31 13:13刘海宾三峡大学机械与材料学院湖北宜昌4400三峡大学科技学院湖北宜昌4400长阳福利锰业有限责任公司湖北宜昌44500
中国锰业 2011年4期
吴 敏,张 园,刘海宾(.三峡大学机械与材料学院,湖北宜昌 4400;.三峡大学科技学院,湖北宜昌 4400;.长阳福利锰业有限责任公司,湖北宜昌 44500)
0 前言
从1956年开始,我国开始生产电解金属锰(以下简称为:电解锰),迄今已经有了50多年的历史。50多年来,我国电解锰工业由小到大,由弱到强,走过了一段艰苦而辉煌的历程。我国电解锰的生产能力、实际产量和出口量都已占到全球的90%以上。中国已成为当今世界的电解锰生产大国和强国。2000-2004年,由于电解锰的用途扩大,主要是特钢、200系不锈钢,以及软磁材料对电解锰的需求增加,价格不断上涨,高额利润和良好的市场需求刺激了我国电解锰工业又一次高速地发展[1]。到2006年全国共有建成和在建的电解锰生产厂164家,总规模约110万t/a,95%以上的企业是用碳酸锰矿为原料,采用酸浸、复盐电解制锰工艺[2]。电解锰行业总体是一个高污染、高能耗、技术落后且设备简陋的粗放行业,较多生产环节物料投放、消耗等计量不准确,自动化水平很低,人工劳动力过于密集[3]。
目前,在电解锰生产中的阴极板为304不锈钢板,它具有良好的的耐腐性,在湿法冶金中经常作为电解阴极使用。以电解锰为例,目前国内电解锰厂家阴极板基本上都是304不锈钢板[4]。清洗工序主要采用人工擦洗完成,也有部分企业采用卧式极板清洗机械清洗。人工清洗不仅速度慢、工作环境差、且清洗质量不能保证,残酸带入电解槽会造成极板表面不能上锰而降低产量;而卧式极板清洗机占地大、工作效率不高,每通道1 h仅能完成约600片的清洗量;对于1万t的生产线,为满足生产需要,要配备双通道产品4台及操作人员6~8名,人工与设备成本均很高。且卧式极板清洗机送料时极板处于水平方位,车间内极板竖直运送至清洗工位后,须由人工完成90(°)翻转后送入导轨,操作不便、工人劳动强度大。
为提高洗板效率、降低能耗、减轻劳动强度、便利输送,本文提供一种立式电解锰极板清洗装置,可自动送料、清洗并沿输送线将极板传送至清洗机箱体外;实现了极板清洗的机械化、规模化,且清洗废水收集于下方承接池内,便于废水的集中回收、处理、再利用。
1 锰极板清洗机结构
该清洗机主要由焊接机架、刷辊机构(刷辊支架;刷辊导轨;刷辊驱动电机)、输送机构和清洗及废水回收装置(喷水管;废水承接池)、电气控制与传感装置构成,如图1所示。
机架通过支腿安置于地面,起支撑作用和用于其它部件的安装定位;刷辊共有两对,通过轴承竖直安装于刷辊支架上,左右刷辊对称安装,工作时反向等速旋转;刷辊左、右支架可以通过调节,沿刷辊支架导轨相对运动,以便使左右两侧的刷辊轴线保持合理的相对位置,维持清洗机的正常工作。
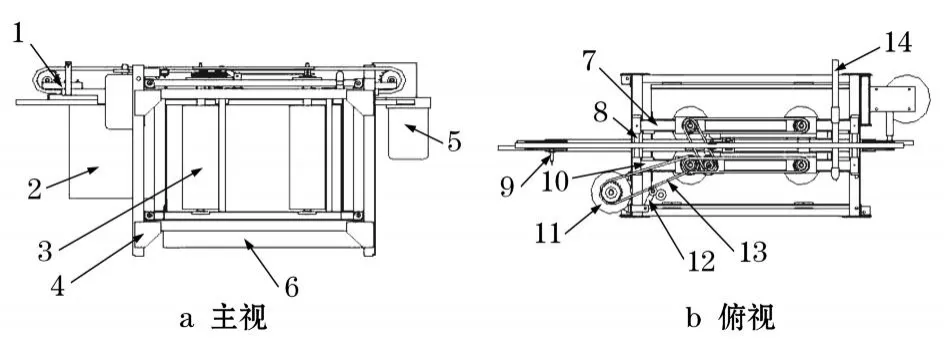
图1 清洗机总体结构
输送装置设计成链轮拖带式,沿纵向安装于机架的上部,用于完成极板输送。输送装置由主动链轮、拖挂勾、链轮支架、槽钢支座、链条、从动链轮、输送导轨组成。如图2所示。

图2 输送机构
2 工作原理
2.1 刷辊定位原理
刷辊是阴极板清洗机上的关键部件,它的安装位置直接决定了清洗的效果。该设备上刷辊共有两对,通过轴承安装于刷辊支架上,左、右刷辊分列于阴极板两侧;刷辊刷辊左右对称安装,由电机驱动,工作时每对刷辊均反向等速旋转,且刷辊与阴极板接触处的线速度与阴极板拖动的方向相反,以保证刷毛与阴极板表面的相对运动速度,提高清洗效果。
两对刷辊支架平行安装于机架内侧的刷辊支架导轨上,而支架导轨通过支座固定于机架上。可以通过调节刷辊支架在刷辊支架导轨上的位置,增大或减小刷辊的间距,从而调整合适的刷洗压力,并适应不同厚度极板的清洗;而且,刷辊为清洗机的易损部件,需要定期更换;采用活动刷辊支架可方便检修时将刷辊从支架上分离。当刷辊使用一段时间后,刷毛由于磨损而变短,此时,可通过调整刷辊支架减小刷辊间距,从而使刷辊能够利用残余长度的刷毛继续工作,跟刷辊间距固定的清洗机相比,本机刷辊寿命延长达数十倍,大大降低了使用成本。
另外,该设备中刷辊电机采用了变频调速方案。当刷毛磨损后刷辊的直径减小,为保证良好清洗效果,需维持刷辊表面线速度基本不变,此时可调整变频调速器,提高刷辊驱动电机的转速,以补偿刷辊直径变化引起的表面线速度下降,保证刷洗质量。
2.2 阴极板输送原理
为了提高效率,便于实现流水线操作,该设备采用了机械方式输送阴极板。输送装置由输送减速电机驱动,在链条的带动下使拖挂勾与极板后端接触,在拖挂机构的作用下,使阴极板沿输送导轨向前运行。
该输送机构的特点在于:采用单一通道、立式工作方式,与现有的水平结构清洗机产品相比,其占地面积更小,极板不用转换运送时方位可直接送进,大大减小了工人辅助劳动强度。同时,输送导轨上表面为尼龙材质,能保护电极,起到减小输送过程中铜电极与输送导轨的磨损的作用。该输送装置每分钟可输送阴极板30~40片,不间断正常工作时,清洗机每小时可清洗阴极板达1 800片以上,该清洗机仅需两人完成接送阴极板的辅助操作,和市场上现有的卧式清洗机产品相比较,工作速度更高,工人数量也有所减少。
2.3 清洗与废水回收原理
喷水管由4根竖向安装的管组成,安装于刷辊前方,在靠近极板的一侧沿刷辊长度方向开设矩形的小孔,以便雾状水流沿刷辊长度方向均匀喷到极板表面。喷水管在刷辊旋转的同时,将雾状水流喷射至极板的表面;清洗后的废水顺隔离内罩内侧流下,汇集于安装在机架下方由防腐蚀材料制成的废水池内,并由废液承接池排水口定期或直接向外排出至废液处理装置。
2.4 传感器电气控制原理
为使清洗和送料能协调进行,同时确保操作人员安全,本设备中采用了送料到位传感器和操作安全两个传感器。送料到位传感器安装于输送链侧靠近送料端的相应位置,用于防止输送链与极板干涉而造成的设备事故;送料安全传感器,安装于输送链端部靠近送料端的相应位置,只有当工作人员离开危险区域,输送链才能运转,以确保送料操作安全。
3 操作流程
本机械装置的工作过程为:
1)开启水阀,位于刷辊前方的喷水管喷射雾状水流;
2)开启总电源,电气控制箱得电;启动刷辊电机,刷辊减速电机启动,刷辊旋转;按下输送电机启动按钮,输送电机处于等待状态;
3)将阴极板沿输送导轨送至到送料区域内;(可以通过人工或机械自动完成)
4)传感器检测送料到位和操作安全开关不动作的情况下,输送电机启动,输送链上拖挂勾带动阴极板向前送进;
5)阴极板送进过程中,喷水管不断向刷辊前方喷出雾状水流,同时刷辊高速旋转,对板面进行刷洗;
6)清洗废液由隔离内罩的内侧流下,汇集于废水承接池中;经过两组刷辊依次刷洗的极板最终由拖挂钩沿输送导轨送出。
4 工艺特点
1)本文所述的为立式电解锰极板清洗装置,该装置占地小、送料时无需改变极板竖直的方位。
2)能完成极板的自动进料、喷淋、刷洗、出料,并将清洗后的废水收集在下方的废水承接池内,便于废水的集中回收、处理、再利用。
3)便于实现极板清洗的自动化、规模化。
4)提高了清洗效率、改善清洗效果、降低能耗、减轻劳动强度。
5 结语
本文对电解锰阴极板清洗机进行了设计和改进,采用具有立式布置,在减小占地面积的同时,使送料更加便利,减轻了工人劳动强度;改进了输送装置,提高了输送速度、整机功率减小,具有较好节能效果;刷辊架可调的设计,达到了维护方便、刷辊多次重复使用、降低成本的目的;另外,利用 PRO/E软件在清洗机设计阶段就通过建立其实体模型,保证了设计的安全合理性,对提高设计效率、节约设计成本具有重要作用。本设计具有高效、节能、低成本的特点,具有显著经济效益。可以预测,该清洗机将在电解锰行业有较好的应用前景。
[1]刘廷军,谭中坚,廖胜群.中国电解锰产业发展趋势分析[J].中国锰业,2006,24(1):9-12.
[2]喻旗,罗洁,涂文忠.电解金属锰生产的污染及其治理[J].中国锰业,2006,24(3):42-45.
[3]段宁,但智钢,宋丹娜.中国电解锰行业清洁生产技术发展现状和方向[J].环境工程技术学报,2011,1(1):75-81.
[4]李军,熊成礼,唐治,等.304不锈钢阴极板表面改性技术及应用[J].矿冶工程,2010,30(2):97-101.
猜你喜欢
化工技术与开发(2022年11期)2022-11-29
锻压装备与制造技术(2022年2期)2022-05-11
节能与环保(2021年9期)2021-10-19
科技视界(2021年4期)2021-04-14
石油管材与仪器(2020年5期)2020-11-05
化工进展(2020年10期)2020-10-20
北京理工大学学报(2020年5期)2020-06-09
无机盐工业(2019年5期)2019-05-24
铁道通信信号(2019年3期)2019-04-25
神州·中旬刊(2018年4期)2018-04-26
