简论磷化处理与电泳涂装的配套性
2011-12-28 06:55:22王文忠
电镀与环保 2011年5期
王文忠
(洛阳立微电子公司,河南洛阳 471003)
简论磷化处理与电泳涂装的配套性
王文忠
(洛阳立微电子公司,河南洛阳 471003)
0 前言
电泳涂装是近几年发展较为迅速的涂装技术,其以经济、安全、高效、高耐蚀、高泳透力等优良特性,在家电、汽车工业领域得到广泛应用。
1 电泳涂装的机理
电泳涂装就是借助于电解、电泳、电沉积、电渗等4个化学物理作用,在工件表面形成不溶性涂层膜的表面处理方式。
1.1 电泳
用于电泳涂装的涂料中的有机树脂溶于水就形成均匀、带电荷的胶体粒子,在直流电场的作用下,带电荷的胶体粒子向相反电极泳动而进行沉积。带正电荷的胶体粒子沉积在作为阴极的金属表面时称为阴极电泳涂装。反之带负电荷的胶体粒子泳向阳极发生阳极成膜反应,被称作阳极电泳涂装。当然电泳所形成的涂膜还需经烘干、固化反应才能全部完成涂装过程。
1.2 电泳涂装主要电化学反应
1.2.1 阳极电泳涂装时的电极反应
阳极电泳涂装所用的电泳涂料是高分子羧酸经碱中和而制得的水溶性阴离子型树脂(RCOO-)。发生的主要反应:
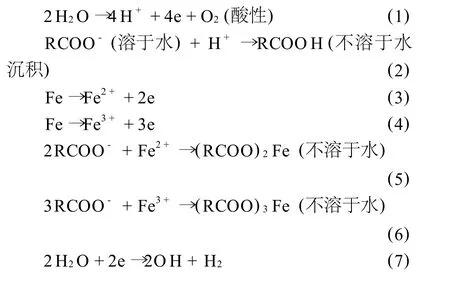
阳极电泳涂装时被涂物金属发生溶解,形成含金属的有机涂膜,影响漆膜外观,产生渍点。
1.2.2 阴极电泳涂装时的电极反应
阴极电泳涂装所用的涂料是氨基树脂经酸中和而制得的水溶性阳离子型树脂(R—N H3+)。发生的主要反应为:

阴极电泳时基体金属无离子化析出而渗入电泳涂膜,从而提高了涂膜的耐蚀性。
1.3 电渗
当带电荷的胶体粒子在电场作用下进行电沉积的同时,水和助溶剂也穿过沉积涂膜渗往工作液,使涂膜脱水、固体的质量分数增加,以利于高温固化时得到品质优良的涂膜。
2 阴极电泳涂装的优良特性
(1)泳透力高,即:在结构复杂工件的内、外表面可获得较为均匀的漆膜,因此有利工件耐蚀性能的提高。
(2)耐碱性能好,这是因为大部分阴极电泳涂料的阳离子型树脂多采用环氧树脂,其耐碱性比较优良,且对金属工件也有较好的防护作用。
(3)作为阴极的金属工件不会发生溶解,阴极产生的H2也不会与其反应,因此得到的涂膜中不会含金属离子而影响其外观质量。
(4)对多种金属适用性强,工作液稳定性好,使用寿命长。
3 与阴极电泳相配套的磷化处理剂
通常适用于阴极电泳涂装的磷化处理剂应满足以下要求:
(1)要选用耐碱性高的磷化膜,耐碱性的强弱与磷化膜的P比有关。P比为 P/(P+H)的值,其中,P代表Zn2Fe(PO4)2·4H2O(称为 P膜);H代表 Zn3(PO4)2·4H2O。P比高时,磷化膜中的Zn2Fe(PO4)2·4H2O的质量分数高,膜的耐蚀性好,附着性好,磷化膜在电泳时溶出量小,有利于电泳工作液稳定。
P比的大小与磷化液的组成有关,也与磷化施工方式有关。据称采用全浸泡磷化易得到铁的质量分数较高的磷化膜,与阴极电泳有较好的配套性。磷化时,磷化膜成长界面要有足够的Fe2+。在对镀锌钢板磷化时为弥补Fe2+不足而影响其耐蚀性,需加入Mn2+,Ni2+,形成以 ZnMe(PO4)2·4H2O为代表式的磷化膜,Me代表Fe,Ni,Mn。
(2)磷化膜厚度要求。电泳涂装要求磷化膜细而薄,大多要求膜厚在1.5~2.5μm,膜重在1.0~3.0 g/m2范围内,轻铁磷化膜重≤1 g/m2。磷化膜薄,电阻小,电压低,能耗小。
目前适用于阴极电泳涂装用的磷化剂有两类。对于耐蚀性要求高的室外金属制品,多选用低锌的锌-镍-锰三元磷化液。这种磷化液中的Zn2+的质量浓度低,磷化膜中 Zn3(PO4)2·4H2O的质量分数低,Zn2Me(PO4)2·4H2O的质量分数高,因此 P比高,耐碱性好。对于耐蚀性要求低的室内用金属制品,可选用轻铁系磷化液。这种磷化液成分简单,成本低,工作液常温磷化,能耗小,电泳过程中膜的溶出量小,其主要成分为 Fe(PO4)2·8H2O,呈非晶相平面分布。
4 磷化处理工艺流程
4.1 钢铁件磷化

本流程适用于处理批量小、质量要求一般的无锈钢铁件磷化,可用于轻铁系磷化。

本流程适用于处理批量大、质量要求高的无锈钢铁件磷化,多用于锌-锰系磷化。
对于有锈工件应该除油、除锈,且在表面调整前应中和处理。
TG 174
B
1000-4742(2011)05-0049-02
4.2 铝件磷化

2010-09-10
·经 验·
猜你喜欢
植物营养与肥料学报(2024年4期)2024-07-09 09:41:05
汽车工艺与材料(2022年12期)2022-12-19 07:01:06
电镀与精饰(2022年10期)2022-10-14 08:37:12
纺织标准与质量(2022年3期)2022-08-10 09:11:28
武汉工程职业技术学院学报(2021年4期)2022-01-06 06:40:54
齐鲁工业大学学报(2021年5期)2021-11-02 10:40:50
安徽农学通报(2021年14期)2021-08-26 02:37:31
电镀与精饰(2021年4期)2021-05-17 01:57:18
粘接(2020年6期)2020-07-09 09:03:26
电镀与环保(2017年6期)2018-01-30 08:33:37