PLC控制电镀生产线的方案设计
2011-12-28 06:55:40王珏
电镀与环保 2011年5期
王 珏
(中国矿业大学信息与电气工程学院,江苏徐州 221000)
PLC控制电镀生产线的方案设计
王 珏
(中国矿业大学信息与电气工程学院,江苏徐州 221000)
利用PLC实现对电镀生产线的系统控制,使系统具有很强的适应能力,可方便完成自动、手动控制和相互之间的切换。整个程序采用结构化的设计方法,提高了电镀生产线的自动化程度和生产效率,是电镀生产实现高效、低成本、高质量自动化生产的发展方向。
PLC;电镀行车;控制
0 前言
传统的电镀生产线自动设备少,集成度低,因此需要很多的劳动力来分担各种工作,不仅浪费了劳动力,更是无法保证产品的质量。另外,由于电解液之类的液体具有毒性,也会对人体造成伤害。随着时间的推移,社会的发展,传统的电镀方法已不能满足人们的需要,自动化的产生已经成为必须。全自动电镀生产线是按一定电镀工艺流程,通过机械和电气装置自动完成电镀工序要求的全部过程,且生产效率高,产品质量稳定,同时可以减轻工人的劳动强度,有着非常好的经济效益和社会效益。电镀生产线上对行车的自动控制是电镀生产线自动化控制的关键。
本设计采用PLC作为控制器[1]来控制电镀生产线,主要是考虑 PLC的性能可靠性高,抗干扰能力强,控制系统易于实现,开发工作量少、周期短,维修方便,能耗低,性价比高。
1 系统介绍
1.1 电镀生产线控制系统的工作方式和工序分析
电镀生产线主要由行车、电机和盛放液体的槽组成。它的控制系统由工业级控制计算机、可编程控制器和电器控制箱组成。按照其工艺要求和规模,一般设计由行车的运动来控制。在该设计中,行车的运动分为手动控制和自动控制。不论手动控制还是自动控制都是根据已编制好的程序运行,手动控制是通过外部的开关、按钮、按键等来按部就班的控制行车的运动;自动控制可采用电感式接近开关来让行车自动运行,接近开关的主要作用是负责行车的上、下定位,镀槽定位等。电机的动作主要根据行车的运动来决定,前进采用行进电机,升降采用升降电机。
电镀生产线的控制方式分为手动控制、单周期自动控制和连续循环自动控制。手动控制:用按钮手动控制行车的上升、下降、前进、后退及终端限位;单周期自动控制:启动后,行车完成一次电镀工作回到原位停止;连续循环自动控制:启动后,行车完成一次电镀工作回到原位再连续循环工作。
本设计中电镀需要经过5个过程,即:要经过5个槽,分别是电解去油槽,水洗槽,酸洗槽,水洗槽,电镀槽。电镀生产线设计,如图1所示;电镀生产线控制系统运行流程,如图2所示。
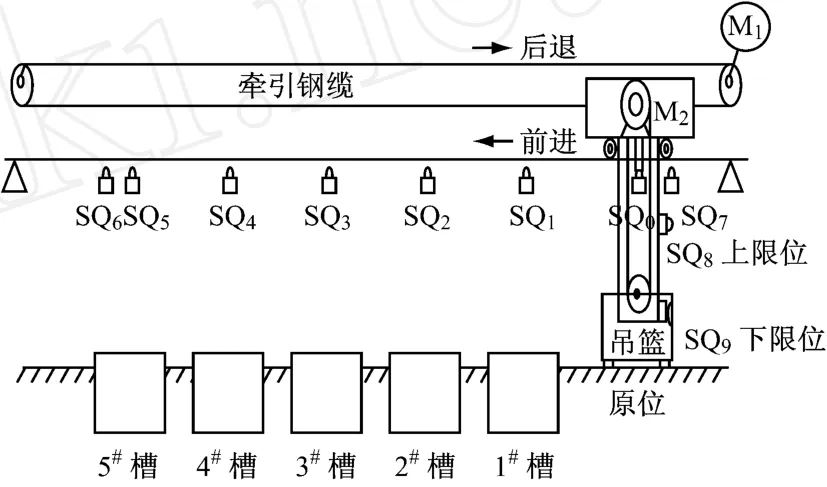
图1 电镀生产线设计图
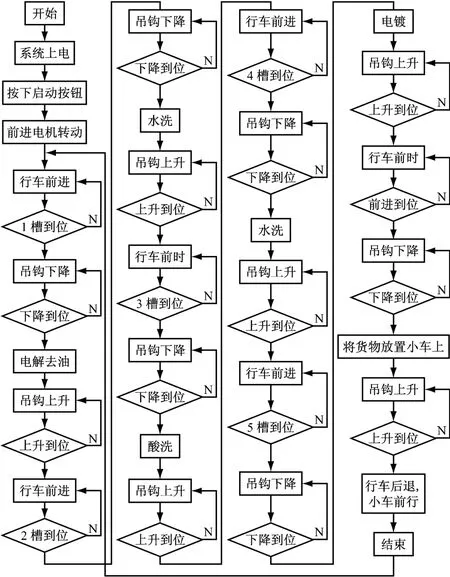
图2 电镀生产线运行流程图
1.2 传感器的选择
本设计中选择电感式接近开关进行位置的检测[2]。电感式接近开关属于一种有开关量输出的位置传感器,它由LC高频振荡器和放大处理电路组成。当金属物体在接近这个能产生电磁场的振荡感应头时,物体内部就会产生涡流;这个涡流反作用于接近开关,会使接近开关振荡能力衰减,从而使内部电路的参数发生变化,并由此识别出有、无金属物体接近,进而控制开关的通或断。将电感式传感器安装在离目标位置5 mm的位置。
1.3 PLC对电镀生产线控制系统的实现
依据CPU226模块的主要技术指标和对电镀生产线控制系统的分析,确定系统的输入和输出与PLC的数字量输入点和输出点的硬件连接,如图3,图4所示。
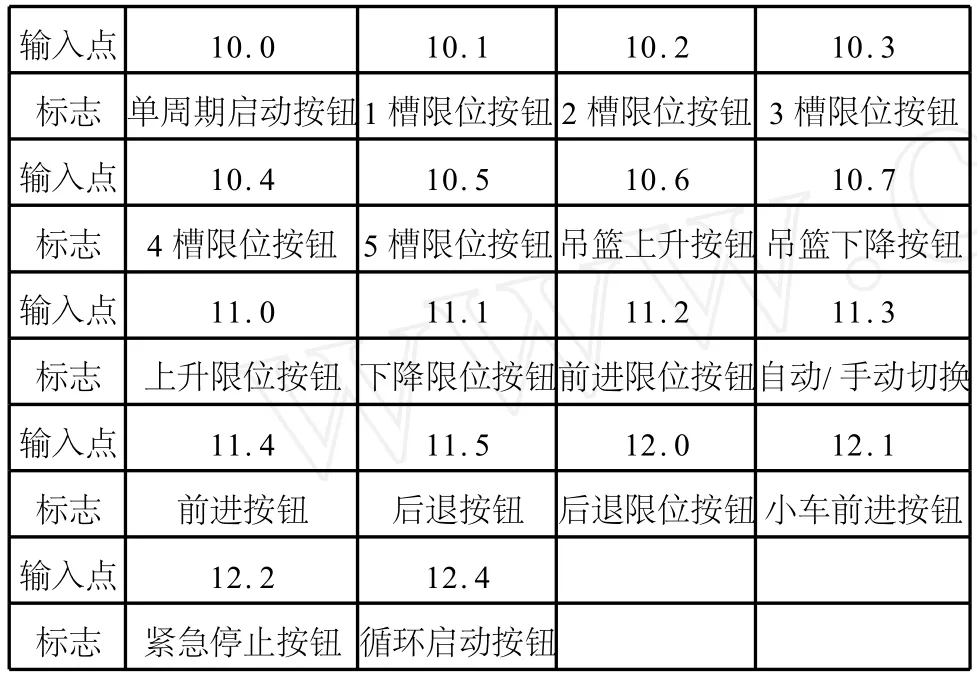
图3 电镀生产线控制系统与PLC输入对应图
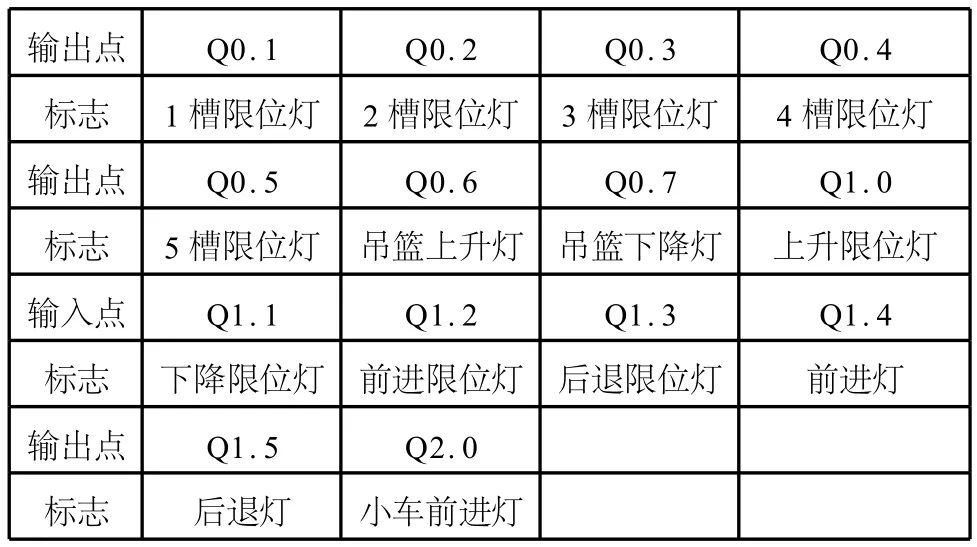
图4 电镀生产线控制系统与PLC输出对应图
顺序功能图描述了控制系统的控制过程、功能和特性,如图5所示。
1.4 组态软件与PLC的通信设置
组态软件的出现为解决上述实际工程问题提供了一种崭新的方法,因为它能够很好地解决传统工业控制软件存在的问题,降低了系统集成的难度,节约了大量的设计时间,提高了系统的可靠性,使用户能根据自己的控制对象和控制目的任意组态,完成最终的自动化控制工程[3]。
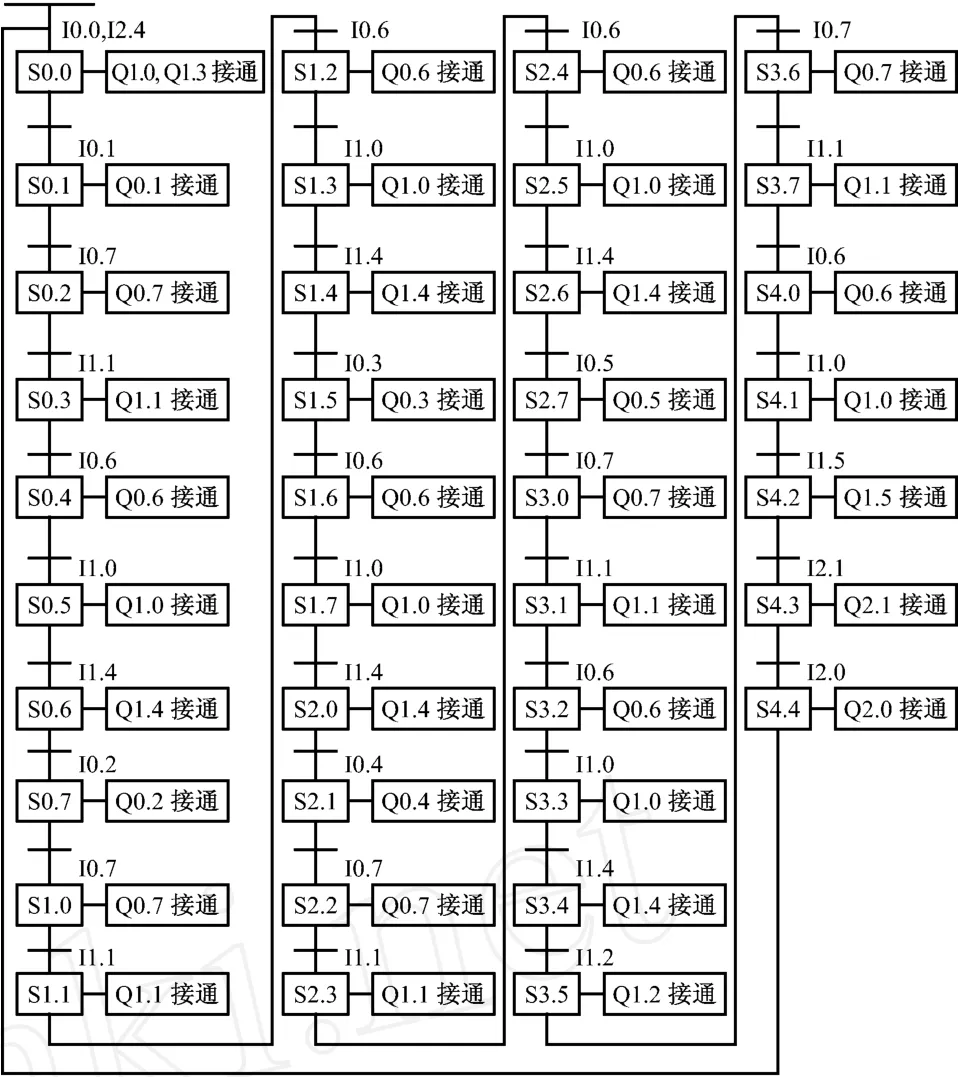
图5 程序顺序功能图
本设计中利用组态软件来创建工程路径,组态画面,定义变量和数据,构造数据库,建立动画连接。利用组态王6.53使用 Siemens的 PPI协议,通过PPI/PC电缆与PLC进行通信,然后进入到运行和调试阶段,实现组态软件对现场状态的监控。
2 总结
本研究利用PLC控制系统及组态软件联机实现电镀生产线的设计。首先实现通过组态王6.53组态联机,然后用 PLC对控制过程进行编程,最后联机观察并调试。本设计将组态王界面作为上位机,PLC作为下位机,操作人员不需要深入生产现场,就可以获得实时数据,优化控制现场作业,提高生产效率。
[1] 吴中俊.可编程控制器原理及应用[M].北京:机械工业出版社,2003.
[2] 孟立凡,蓝金辉.传感器原理与应用[M].北京:电子工业出版社,2007.
[3] 严盈富.监控组态软件与PLC入门[M].北京:人民邮电出版社,2007.
Design for PLC Control of Electroplating Production Line
WANGJue
(College of Electric and Information Engineering,China University of Mining and Technology,Xuzhou 221000,China)
By using PLC for the system control of electroplating production line,the system will have a strong adaptability;the automatic and manual operations as well as their switching can be easily completed.The entire process uses a structured design methods,so that the automation degree and production efficiency of electroplating production line and production efficiency are improved,which is a developmental direction for electroplating production in realizing high-efficiency,low-cost and high-quality automated production.
PLC;electroplating transfer crane;control
TQ 150.5
A
1000-4742(2011)05-0031-03
2010-11-06
猜你喜欢
表面工程与再制造(2022年1期)2022-05-25 13:21:56
装备制造技术(2021年4期)2021-08-05 07:39:12
电子测试(2018年6期)2018-05-09 07:31:47
小学生导刊(2017年17期)2017-05-17 05:44:16
电镀与环保(2016年3期)2017-01-20 08:15:32
世界汽车(2016年8期)2016-09-28 12:09:43
世界汽车(2016年8期)2016-09-28 12:09:00
世界汽车(2016年8期)2016-09-28 12:06:49
铁道通信信号(2016年12期)2016-06-01 12:11:58
海峡科技与产业(2016年3期)2016-05-17 04:32:11