利用钻床加工高精度平行孔系的工艺方法研究
2024-12-06 00:00:00张学海白宏博孙新宇
包头职业技术学院学报 2024年4期

摘 要:孔系的加工在工业生产中是一项很重要的工作,任何一种机器没有孔是不能装配的,这些孔在机械加工中通常都是以孔系的形式出现。高精度平行孔系传统的加工方法是在镗铣床上进行加工,在生产过程中创新性地采用钻床代替镗铣床,采用简单辅助工具加工平行孔系的方法,有效地解决了镗铣床在平行孔系加工中存在的各种问题,完成了正常加工方法无法保证的各项生产任务。现已在制造中广泛推广,应用效果良好,取得了较好的经济和社会效益。
关键词:孔系;平行孔系;镗铣床;钻床
Research on the Process Method of Machining High-precision
Parallel Hole System with Drilling Machine
Zhang Xuehai Bai Hongbo Sun Xinyu
(Inner Mongolia First Machinery Group Co.,Ltd.,Baotou,Inner Mongolia 014030)
Abstract:The processing of hole systems is a crucial task in industrial production,as no machine can be assembled without holes.These holes usually appear in the form of hole systems during machining.The traditional processing method for high-precision parallel hole systems involves machining on boring and milling machines.However,an innovative method of utilizing drilling machines instead of boring and milling machines,along with simple auxiliary tools to process parallel hole systems has been introduced in production.This effectively resolves various issues associated with boring and milling machines in the processing of parallel hole systems,enabling the completion of production tasks that cannot be guaranteed by traditional machining methods.These innovative methods have been widely applied in manufacturing,and better economic and social benefits are achieved.
Key words:hole system;parallel hole system;boring and milling machine;drilling machine
任何一种机器没有孔是不能装配的。要把两个以上的零件连接起来,首先要在零件上钻出各种不同的孔,这些孔在机械加工中通常都是以孔系的形式出现。孔系是指两个或两个以上在空间具有一定相对位置的孔,常见的孔系有同轴孔系、平行孔系和垂直孔系,本文着重针对轴线相互平行且孔距精度要求较高的平行孔系加工方法进行研究。
1 镗铣床加工平行孔系的方法
镗铣床是加工行业的一种机床,结合了镗床和铣床两种功能。高精度平行孔系传统的加工方法是在镗铣床上进行加工。近年来随着数控机床的普及,在数控铣床、数控加工中心等机床上也可进行加工。平行孔系的主要技术要求是各平行孔中心线之间及中心线与基准面之间的距离尺寸精度和相互位置精度,生产中常采用以下几种方法进行加工。
1.1 找正法加工
找正法是在通用机床上,按照零件图在毛坯上划出各孔位置,借助辅助工具来找正加工孔的正确位置进行加工的方法。
1.2 镗模法加工
镗模法即利用镗模夹具加工孔系。镗孔时,工件装夹在模上,下一篇镗杆被支承在镗模的导套里,增加了系统刚性。这样,钟刀便通过模板上的孔将工件上相应的孔加工出来,机床精度对孔系加工精度影响很小,孔距精度主要取决于镗模的制造精度,因而可以在精度较低的机床上加工出精度较高的孔系。
1.3 坐标法加工
坐标法镗孔是在普通卧式镗床、坐标镗床或数控镗铣床等设备上,借助于测量装置,调整机床主轴与工件间在水平和垂直方向的相对位置,来保证孔距精度的一种镗孔方法。
2 镗铣床加工平行孔系存在的问题
2.1 加工误差大
刀具连续切削,易出现磨损和破损,降低孔加工的尺寸精度;同时,微调进给单元标定出现异常,导致调整误差使加工孔径出现偏差。
刀杆长径比过大或悬伸过长、刀片材质与工件材质不匹配、镗削用量不合理、余量调整分配不合理、初孔孔位偏移导致余量周期性变化、工件材料高刚性或低塑性和刀具或材料呈让刀趋势等引发的加工误差。
调整失误,加工中由于需要操作人员调整分配层吃刀量,在调整分配进刀余量过程中因操作不当易引发加工尺寸精度偏差。
2.2 测量误差较多
加工过程中及加工后量具选用不合理、量具使用不当、测量方式错误、量具示值误差等都是镗孔加工中常见的质量隐患。
2.3 加工表面质量差
由于刀杆较长,造成刀杆刚性降低,加工时极易产生振动,在已加工表面形成鱼鳞状或螺纹状切纹,是比较常见的表面质量现象。
2.4 成本高
但由于镗模自身存在的制造误差,导套与镗杆之间存在间隙与磨损,所以孔距的精度一般可达±0.05 mm ,同轴度和平行度从一端加工时可达0.02~0.03mm;当分别从两端加工时可达0.04~0.05mm。此外,镗模的制造要求高、周期长、成本高。
3 采用钻床加工平行孔系的操作方法
钻床的结构简单、刚性强、通用性好、加工工艺范围较广,采用不同的刀具可以完成钻中心孔、钻孔、扩孔、铰孔等工作。利用一些辅助工具及加工方法可以完成较高精度平行孔系的加工。
3.1 直接测量加工法
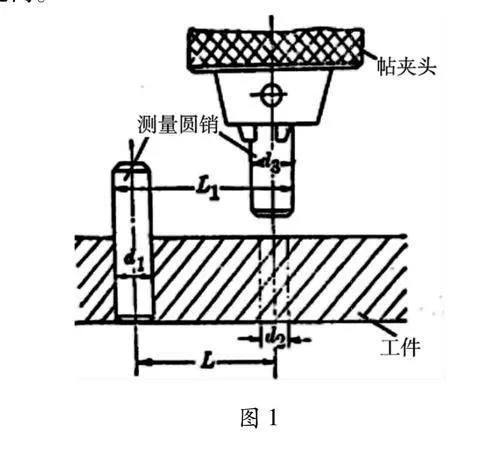
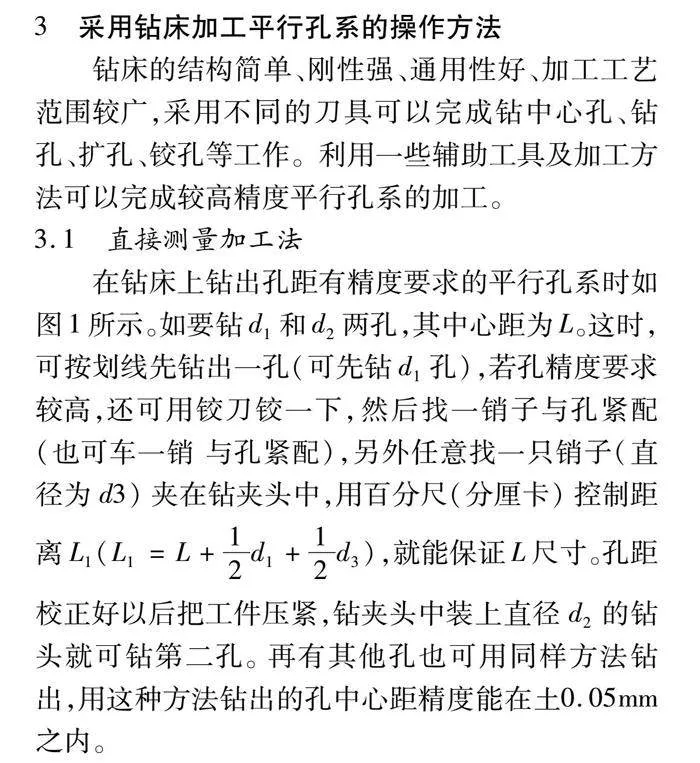
在钻床上钻出孔距有精度要求的平行孔系时如图1所示。如要钻d1和d2两孔,其中心距为L。这时,可按划线先钻出一孔(可先钻d1孔),若孔精度要求较高,还可用铰刀铰一下,然后找一销子与孔紧配(也可车一销 与孔紧配),另外任意找一只销子(直径为d3)夹在钻夹头中,用百分尺(分厘卡)控制距离L1(L1=L+12d1+12d3),就能保证L尺寸。孔距校正好以后把工件压紧,钻夹头中装上直径d2的钻头就可钻第二孔。再有其他孔也可用同样方法钻出,用这种方法钻出的孔中心距精度能在土0.05mm之内。
3.2 精密划线加工法
划线法是加工孔系最简单的方法。先在已加工过的工件表面上精确地划出各孔的中心线,并用中心冲在各孔的中心处冲出中心孔,然后在钻床上按照划线逐个找正和加工。因为划线和找正都有较大的误差,各孔间的相对位置精度比较低,孔距精度在±0.1mm以内。当孔的深度不深,精度要求不高时,可采用此方法加工。加工时应掌握以下几点:钻孔前先定好基准,划线要非常准确,直径较大的孔需划出扩孔前的孔圆周线。用0.5倍孔径的钻头按划线钻孔。先对基准(可以是待加工的孔,也可以是已加工好的孔),然后边扩孔、边修正、边测量,直到符合要求为止。
3.3 调整加工法
在钻床等通用机床上,借助一些辅助装置来调整每个被加工孔的正确位置。如图2所示,用精密心轴和调整块来找正孔的位置,将心轴分别插在机床主轴孔和已加工的孔内,用调整块来找正主轴,采用此方法加工孔距精度在±(0.02~0.03)mm以内。
3.4 找正加工法
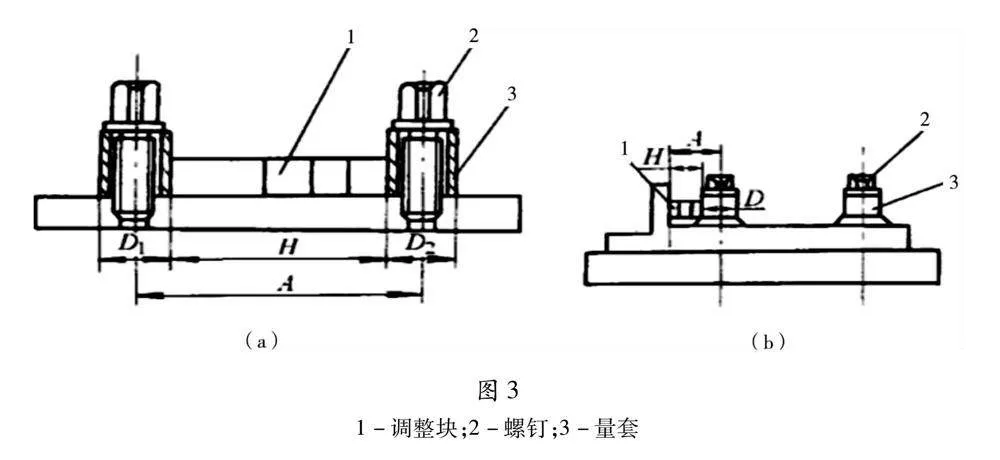
在精度较高的钻床上,也可以由预先布置好的量套来确定欲钻孔的位置。如图3所示,加工前,先制作好与要加工孔孔数相同、磨至同一外径尺寸的若干带孔(孔径为6~7mm)的高度为15~25mm的量套,其端面与外圆柱表面有较高的垂直度要求。当孔距精度要求在±(0.01~0.02)mm时,可采用此方法加工。其加工的具体方法如下:
用普通的划线方法划出各孔的圆周线。
分别在工件各孔的中心位置上,攻小螺纹(M5或M6)。
用螺钉2把量套3轻轻地紧固于各孔的中心位置,并用调整块组精确地调整量套的位置,如图3a所示。使各量套的中心距尺寸与图样要求一致,然后紧固。调整块组尺寸H用公式H=A-(D1+D22)求得,式中A为两孔中心距,D1、D2为两量套的实际直径。如果所要加工的孔与工件上某一基准面还有一定的尺寸要求时,可如图3b所示,在基准面上放一个精密角铁,然后再用调整块来调整量套的位置,但这时调整块尺寸应按公式H=A-D/2求得,式中A为孔到工件基准面的距离,D为量套的实际直径。
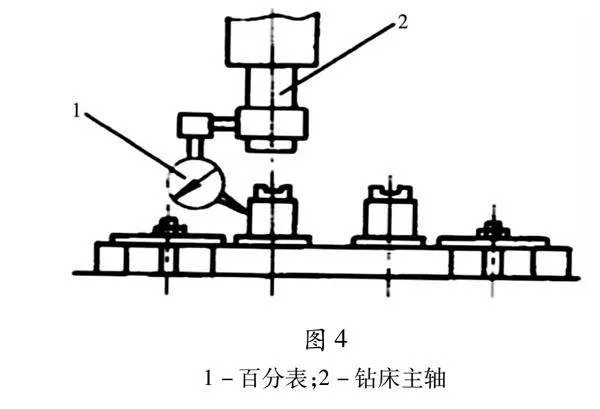
工件在加工前,如图4所示,先在钻床主轴2上装一个百分表1,使百分表的测头与其中任意一个量套的外圆柱面接触,然后调整工件的位置,使量套的中心与钻床主轴线有一定的同轴度要求。调整好后,紧固工件,并拆去百分表和量套。
在拆去量套的工件位置上用钻铰的方法进行加工。
按照上述方法,依次逐个加工其他各孔至符合图样要求。
4 效果对比
采用镗铣床加工平行孔系存在加工误差大、测量误差多、加工表面质量差、生产成本高
等问题。在大批量生产中可采用镗模法提高生产效率,但在小批量生产中采用镗模法加工需要制作专用镗杆高精度镗套,就会出现生产效率低、成本高的问题。在钻床上加工平行孔系,由于钻床的结构简单、刚性强、通用性好、加工工艺范围广,加工过程中不用制作专用镗杆和高精度镗套,所以不会出现由于镗杆问题产生的加工误差及表面质量问题。采用一些简单的辅助工具及加工方法便可完成较高精度平行孔系的加工,有效地提高生产效率,降低生产成本。
5 结论
高精度平行孔系传统的加工方法是在镗铣床上进行加工,在生产过程中创新性地采用钻床代替镗铣床,采用辅助工具加工平行孔系的方法,有效地解决了镗铣床在平行孔系加工中的加工误差大、测量误差多、加工表面质量差、生产成本高等问题,完成了正常加工方法无法保证的各项生产任务。经测算可提升生产效率6倍以上,降低生产成本一半以上,现已在零部件的加工制造、设备修理、模具、夹具的修理和制造中广泛推广应用效果良好,取得了较好的经济和社会效益。
参考文献:
[1]尹成湖.机械加工工艺手册[M].北京:化学工业出版社,2012.
[2]劳动和社会保障部教材办公室.工具钳工(技师 高级技师)[M].北京:中国劳动社会保障出版社,2007.
[3]劳动和社会保障部教材办公室.机械基础(高级)[M].北京:机械工业出版社,2014.
(责任编辑 郭晓勇)
猜你喜欢
科技资讯(2023年8期)2023-05-24 15:09:50
启蒙(2020年11期)2020-12-21 03:53:50
启蒙(3-7岁)(2020年11期)2020-11-28 10:08:22
科学导报·学术(2019年48期)2019-09-10 19:55:45
经济技术协作信息(2018年11期)2019-01-14 03:07:22
制造技术与机床(2017年11期)2017-12-18 06:46:55
制造技术与机床(2017年9期)2017-11-27 02:13:53
金属加工(冷加工)(2015年24期)2015-12-06 09:13:33
科技资讯(2015年19期)2015-10-09 19:56:29
河南科技(2015年2期)2015-02-27 14:20:26