
基于触摸屏和PLC的数控钻床研究
2019-09-10 19:55:45陆家辉
科学导报·学术 2019年48期
陆家辉

摘要:基于触摸屏和PLC的数控钻床的系统是数控钻床的关键。通过对基于触摸屏和PLC的数控钻床的研究,介绍了数控钻床的系统组成部分,以及触摸屏操作界面的设计和实现过程。
关键词:数控钻床;触摸屏与PLC
中图分类号:TP273
引言
目前市场上的一些中小型生产设备,普遍存在着对智能化、数控化及人性化的发展需求。传统的钻床,其精度的保障来源于操作者的熟练程度,工作时长和钻床本身自带精度等无法满足现代工业的生产和发展需求。因此,功能精简,操作简单易懂,经济实用的一个数控钻床就具有很大的发展优势。基于触摸屏和PLC的数控钻床采用触摸屏和PLC的结合设计,使用方便,安全可靠。提高了生产效率,降低了操作者的劳动强度。
1数控钻床的系统组成
1.1基于触摸屏和PLC的数控钻床主体控制系统
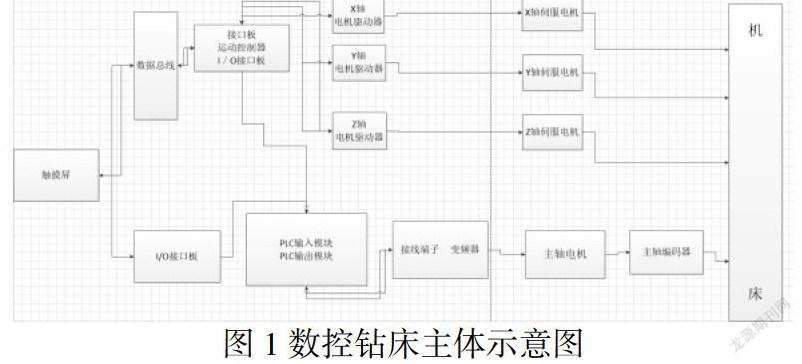
数控系统主要通过触摸屏发出指令,在PLC接收指令后,然后把指令发送到各个轴位置使主轴运转和伺服经给。以及各种辅助控制系统,冷却液的开关等系统。系统控制主要分自动运行和手动运行两种方式,手动控制包括XYZ三个方向的移动,主轴的正反转和停止,冷却液的开关等。自动运行包括XYZ三个方向的运动,主轴钻头旋转速度,上升和下降等。
图1为数控钻床总体组成:触摸屏和PLC组成控制界面。
1.2数控钻床主轴系统
由触摸屏与PLC构成的主轴系统主要是通过PLC来对主轴电机进行控制,发挥对主轴的转速的调整。主轴的旋转由三相交流电机驱动,转速由变频器控制。在按下在触摸屏中的主轴正转,反转按钮之后,由触摸屏发出信号通过i/o接口传输到PLC中,PLC收到信号后输出给变频器,变频器控制主轴电机开始运作,主轴钻头开始旋转。在触摸屏中可以查看当前主轴转速,通过点击修改按钮修改主轴转速。
1.3 數控钻床伺服进给系统
数控钻床的进给为X,Y,Z三轴的伺服电动机。通过PLC的信号传输来是电机转动,从而带动三轴方向上的位移。其主要的运作方式通过PLC发送指令到伺服驱动电路,然后通过伺服驱动器将信号传至伺服电机,由伺服电动机运转带动钻床的机械传动结构进行运作,从而实现各个方向上的快速进给和工作进给。
1.4数控钻床加工设计
基于触摸屏和PLC的数控钻床工作时,工件被固定在Y方向移动的工作台上,钻头的旋转作为主运动,工作台的移动和钻头的移动作为进给运动,主轴钻头的旋转和各个轴的进给分别有一个三相电动机和三个伺服电动带动。
2触摸屏的界面设计
触摸屏是钻床与操作者实现人机交互的途径。通过对触摸屏的控制实现人对钻床的控制与交流。基于触摸屏和PLC的数控钻床既要拥有和普通数控钻床相同的主要功能和辅助功能同时需要比普通的数控钻床显得更加便捷,以方便操作者对钻床的监视和控制。触摸屏采用西门子Smart 700系列触摸屏来实现对于钻床的控制主要功能画面如图4,主要参数设置部分为图5
操作者通过触摸屏上的按钮进行对钻床主要功能的选择。工件的程序可通过触摸屏左侧口的USB端口或TF卡进行传输,在触摸屏中选择对相应程序的选择后按下运行键,程序开始运行,钻床开始运作。按下主轴停止键,主轴停止工作并暂停程序,重新启动需按运行键。按下复位键,程序回到开头处,并使钻床钻头回到原点位置。X,Y,Z三轴可通过相应按键手动移动。按下X,Y,Z方向按钮,即可进行手动移动,双击按钮即可实现快进。在主要参数部分中,操作者可修改主轴转速,来提高主轴的转速,在程序开始前,可以通过修改当前程序循环次数来调整该程序需要循环的次数。在此界面中并可以记录已经加工完成数量。
3触摸屏与PLC的连接通讯
1.连接组态PC
通过连接组态PC,可以达到传送项目,传送设备映像,将触摸屏恢复至出厂设置,备份,恢复等功能。
2.将HMI设备进行连接,首先关闭触摸屏,然后就将PC/PPI电缆的RS485接头与触摸屏连接,将PC/PPI电缆的RS232接头与PC端口相连接。
3.在PC中安装好触摸屏和PLC的相关软件后,即可进入触摸屏软件(SIMATIC WinCC flexible 2008)里进行对触摸屏的界面设计以及工程项目的传输和下载。
4.PLC和触摸屏的连接相当方便,只需通过专用连接电缆,设置好连接的波特率即可将触摸屏和PLC进行连接。
4 结语
基于触摸屏和PLC的数控钻床采用触摸屏和PLC的相结合,具有系统稳定,触摸屏操作安全可靠,使用便捷,更具人性化的操作能够降低错误率的同时提高生产效率和加工精度。随着触摸屏和PLC组成的数控钻床不断的进一步完善,将会拥有更多功能,未来将会出现基于触摸和PLC的一系列加工设备,使得基于触摸屏和PLC组成的一系列设备具有更好的通用性、适应性和拓展性,稍作改进就能够提高加工精度和生产效率。
参考文献:
[1] 齐博,陈宏超.龙门式数控钻床数控系统设计[J].工程技术研究,2016(07):186-187.
[2] 高光明.数控钻床自动进给系统设计[J].科技信息,2014(15):322+341.
[3] 李辉,戴怡.基于PLC的经济型龙门式数控钻床控制系统设计[J].机床与液压,2011,39(12):67-69.
[4] 黄伯志,邓昌奇.基于PLC和触摸屏的数控钻床控制系统[J].自动化应用,2014(04):38-39+45.
[5] 周建亨,何勇,李恩光.数控钻床的控制系统设计[J].机械工人.冷加工,1999(08):32-33.
[6] 王凡.微型数控钻床控制系统设计与分析[J].太原机械学院学报,1994(01):44-50.
(作者单位:浙江工业职业技术学院)
猜你喜欢
启蒙(2020年11期)2020-12-21 03:53:50
启蒙(3-7岁)(2020年11期)2020-11-28 10:08:22
装备制造技术(2019年12期)2019-12-25 03:06:36
无线互联科技(2018年20期)2018-12-27 11:36:00
知识就是力量(2018年7期)2018-07-11 06:39:56
制造技术与机床(2017年9期)2017-11-27 02:13:53
温州医科大学学报(2016年9期)2016-10-31 07:47:26
哈尔滨医药(2015年4期)2015-12-01 03:58:01
筑路机械与施工机械化(2015年10期)2015-11-07 17:49:05
河南科技(2015年2期)2015-02-27 14:20:26
