基于嵌入式软PLC 的防回弹数控折弯机控制系统设计
2024-05-08 06:15于志宏
现代制造技术与装备 2024年3期
于志宏
(衡水职业技术学院,衡水 053000)
数控折弯机是一种将金属板材进行折弯加工的机床设备,其主要功能是通过板材与模具的机械接触,将金属板材弯折成不同的角度和形状。随着科学技术的不断进步,折弯机生产的金属板材工件广泛应用于汽车、飞机与轮船制造,以及轻工、集装箱、电梯、铁道车辆等行业,对金属板材的成型与性能要求也越来越高。由于金属板材具有较强的韧性,如果采用一般的数控折弯机,一次上料完成相同角度或不同角度的多弯头折弯,无法保证折弯后的工件不会回弹,从而增大了报废率。因此,数控折弯机需要不断进行改进和再设计。本项目提供一种基于嵌入式软可编程逻辑控制器(Programmable Logic Controller,PLC)控制的全自动防回弹数控折弯机,能够避免具有较强韧性的金属板材折弯回弹,可以很大程度上降低废品率[1]。
1 防回弹数控折弯机的开发方案
本项目采用嵌入式软PLC 技术,支持程序编辑、人机交互等基本功能,而且支持运动控制的相关算法。软PLC 控制策略如图1 所示。此开发方案建立硬件体系,可以根据需求自由选取控制器件,并且程序设计应用范围比较广泛。与硬件PLC 或者单片机控制器的控制技术相比,该方案能够充分展示嵌入式软PLC 的技术优点,延展了硬件PLC 控制技术在可靠性、高速度和高性能等方面的特点[2]。
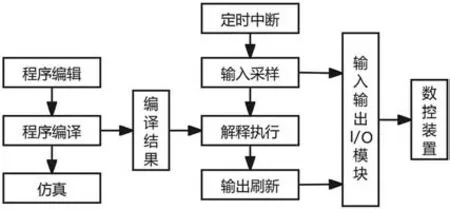
图1 软PLC 控制策略
2 防回弹数控折弯机的机械结构与电路构成
2.1 机械结构
防回弹数控折弯机机械结构包括自动上料模块、自动折弯模块和自动定型模块[3],结构如图2 所示。第一,自动上料模块。折弯机通过焊枪和冷却组件的设置,将板材放置在第1 挤压块和第2 挤压块之间。第二,自动折弯模块。启动液压缸,使得第1 挤压块向第2 挤压块移动,两者靠近会折弯板材,然后通过多个焊枪均匀加热板材折弯处[4]。第三,自动定型模块。焊枪对板材折弯处加热一段时间后,停止加热并启动水泵,通过连接管向排水管供水,然后通过多个喷嘴向导水槽内注水。注入的水将沿着板材表面流动,对板材进行降温以及定形,避免回弹。
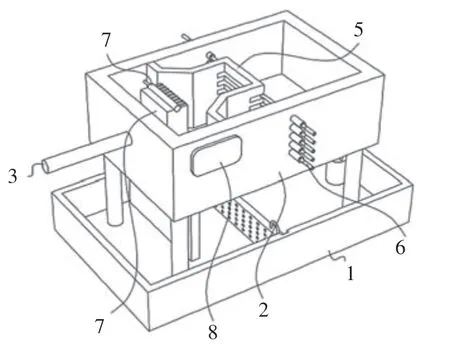
图2 折弯机结构
2.2 电路构成
折弯机控制系统的硬件电路主要用于自动上料模块、自动折弯模块、自动定型模块这3 大模块与核心控制模块之间进行数据传送与数据转换,包括核心控制器、数字信号输入/输出(Input/Output,I/O)模块、模拟信号I/O 模块、伺服电机、伺服驱动器和总线通信模块等[5]。系统电路结构如图3 所示。
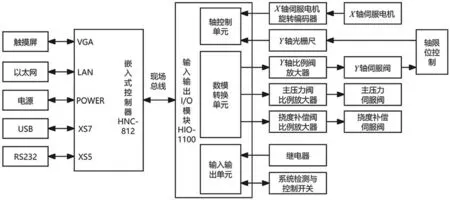
图3 系统电路结构
折弯机数控系统的核心控制模块采用基于ARM的嵌入式控制器,根据实际情况选择合适的型号。本项目选择一种包含液晶触摸显示屏的HNC-812 嵌入式控制器,该控制器采用卡程序存储方式,支持RS-232 接口或者以太网通信协议进行程序下载与数据传送。嵌入式控制器HNC-812 作为折弯机数控系统的核心控制器,支持总线接口EtherCAT 与I/O 模块之间的通信,支持通用串行总线(Universal Serial Bus,USB)接口下载程序,液晶触摸显示屏可以实现参数设置、数据监控等人机交互功能。I/O 模块选用HIO-1100,属于控制系统的执行元件。HIO-1100 包括8 个功能子模块接口和1 个通信子模块接口,功能子模块具备对模拟信号和数字信号的传输与转换功能。另外,系统还配备有轴模块,用于控制光栅尺,以便采样液压轴的位置信号。
3 防回弹数控折弯机的控制程序与调试处理
3.1 控制程序
折弯机加工流程相对比较固定,主要通过Y轴实现折弯加工的动作,通过X轴定位金属板材。当折弯机启动开机后,选择手动控制或者自动控制的加工模式,同时进行系列参数配置,并调用对应的程序编号。折弯机数控系统回零,折弯加工工作准备就绪,此时X轴根据系统预设的定位点进行移动,由自动上料模块实现金属板材下料,然后由Y轴向下移动压制完成折弯加工,并自动保压。折弯加工结束后,Y轴自动上升,等待后续命令。如果折弯加工位置不到位或者不合格,则重复执行加工工序或者执行校正加工工序;如果折弯加工精确到位,则自动上料,继续加工下一个金属板材。折弯机数控系统不断循环,直到用户开启停止功能,才会结束折弯加工操作。折弯机加工流程如图4 所示。
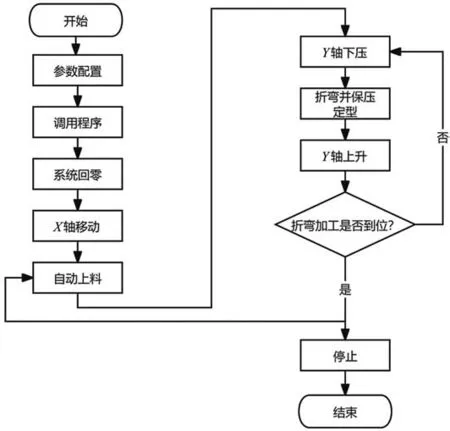
图4 折弯机加工流程
3.2 调试处理
完成防回弹数控折弯机控制系统设计与现场样机测试安装工作后,以MB8-250X3200 折弯机为样机进行改造升级,验证嵌入式软PLC 数控系统方案,并进行现场调试与测试。调试参数包括参数配置、折弯角度补偿、挡料定位等方面,然后通过采样Y轴下压量、压力、折弯角度、卸荷距离、挠度补偿、速度转换点等数据,测试折弯加工工件的质量、工艺与性能。测试结果显示,折弯机Y轴的定位精度误差不大于0.005 mm,经过折弯算法反馈的折弯角度误差不大于0.1°,达到折弯机对金属板材折弯加工的质量、工艺和性能要求。
4 结语
通过对防回弹数控折弯机样机的调试和试用,证明该设备具有自动放置金属板材、自动折弯,以及自动保压、加热、冷却、定型等功能,同时可以通过监控屏幕实时监控设备的运行状态及加热温度、冷却时间等参数。该系统具有一键式全自动控制、折弯精度高、防折弯回弹、废品率低和生产效率高等特点,相比传统的数控折弯机更为安全可靠,不但技术先进、性能稳定,而且操作方便、性价比高。
猜你喜欢
湖北农机化(2020年4期)2020-07-24
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
国际木业(2016年4期)2017-01-15
新乡学院学报(2016年6期)2016-12-01
锻压装备与制造技术(2016年3期)2016-06-05
国际木业(2016年6期)2016-02-28