一种高速棒材倍尺剪转辙器的应用公关及技术研究
2024-05-08 06:14李晓晓
现代制造技术与装备 2024年3期
李晓晓 王 岸
(1.甘肃钢铁职业技术学院,嘉峪关 735100;2.酒泉钢铁(集团)有限责任公司,嘉峪关 735100)
随着全球工业化水平的提高,金属加工行业面临着巨大的机遇和挑战。高速棒材倍尺剪转辙器作为提高效率和保证质量的关键设备成为研究热点。此设备能加快生产速度,缩短生产周期,减少浪费,增强企业竞争力[1]。剪切技术发展是科技进步的缩影,已实现从手工到高速自动化的转变。相关学者深入研究剪切机械的力学特性[2]和控制系统优化[3]等技术问题,为设备优化升级奠定了基础。国际上,制造业发达的国家运用新型合金材料、集成智能传感器和数控系统,使得设备具有较高性能[4],为全球制造业注入了新活力。我国研究人员关注国际技术的同时,注重成本控制和工艺流程适应性改进,降低成本,提高效益,满足市场需求和适应生产环境变化。
当前的高速棒材倍尺剪转辙器存在三大问题:一是停机或更换后,位置匹配难;二是动作速度不可控,影响生产;三是快速动作时,出现过转矩问题。针对高速棒材倍尺剪转辙器存在的问题:首先采用高精度高转矩伺服变频电机,提升转辙器的控制精度;其次通过采用转辙器独立控制方式,提升控制程序的智能化水平;最后对生产线中的机械结构进行优化,降低生产线的故障率,以期为相关领域的技术进步和产业升级提供理论支撑和实践指导。
1 高速棒材倍尺剪转辙器介绍
1.1 设备定义与工作原理
高速棒材倍尺剪转辙器是一种用于金属加工行业的高科技装置,能快速、精确地剪切和换向棒材,如图1 所示。高速棒材倍尺剪转辙器的主要功能是提高生产效率和材料利用率。通过精密机械结构和控制系统,设备能连续送料、定尺剪切,并根据后续加工需求快速转辙。伺服电机驱动滚筒送料,数控系统控制液压或气动切割装置进行高精度剪切。剪切好的棒材段通过转辙机械手或转向轨道移送至下一工序或收集区域。操作界面采用触摸屏,实现参数设定、状态监测和故障诊断等功能。现代高速棒材倍尺剪转辙器还集成了智能传感器和反馈调节机制,可保障设备在高速运行中的稳定性与剪切精度,满足大规模工业生产对效率和质量的双重要求。

图1 高速棒材倍尺剪转辙器
1.2 项目研究目标
本项目旨在解决高速棒材生产线上的关键技术瓶颈——高速转辙器的控制及匹配问题。结合机电一体化技术和高速棒材生产工艺要求,实现转辙器与剪刃时间和剪切长度的精确匹配,从而提高生产效率和创效能力。转辙器的动作和剪切控制速度要求严格,同时需要与倍尺剪保持良好的位置匹配,如图2 所示。通过运用棒材倍尺剪切工艺控制模型、驱动控制模型及剪切与位置控制算法,结合实际测量的棒材速度和倍尺剪剪切位置跟随功能,优化控制运算程序,提高剪切精度并降低故障率。
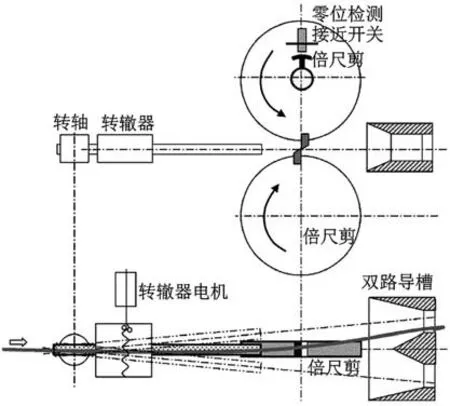
图2 转辙器与倍尺剪匹配原理
2 项目存在的问题
在现代工业生产中,控制模型及其算法对识别和解决问题起到关键作用。但是,在处理非常规异常时,完善外部模型的加载是一项挑战。转辙器的位置校正涉及控制程序的调试,需不断校正,并结合伺服装置的参数和控制元素调整。这种方法存在两大问题:一是技术人员需具备高技能和经验;二是校正匹配耗时且不可控。在生产线上,转辙器的控制是关键,但仅优化转辙器并不足以确保整线顺畅。转辙器的稳定性受关联设备影响,涉及速度、力矩和张力等参数。这些因素相互影响,增加了全面分析的难度。因此,对复杂关系的分析和优化尤为关键,也是技术转化难题。为了实现生产线顺利运行,需深入考虑转辙器与关联设备的相互作用,优化相关参数。
3 技术方案
3.1 控制转辙器伺服装置的过程转矩补偿
提升高速棒材倍尺剪转辙器性能的关键措施之一是精确控制伺服装置的过程转矩。为了实现高精度剪切,需要实时调节伺服电机,以抵消由机械摩擦、材料变形抗力及系统惯性等产生的转矩波动。采用闭环控制系统和高精度转矩传感器、编码器,可精确监测和控制转辙器运行状态。然而,仅依赖电机模型控制不够精确,可以引入过程转矩补偿算法,如比例-积分-微分(Proportional Integral Derivative,PID)控制或自适应控制策略,以补偿非线性因素。为获得最佳补偿效果,开展实验测定系统摩擦、惯量等参数,优化控制模型。将这些补偿转矩值整合到伺服控制中,可实现更平滑、精确的驱动力输出。
3.2 设计智能控制系统
在高速棒材倍尺剪转辙器中,设计一个高度智能化的控制系统是实现自动化和提升剪切精度的关键。该系统不仅需要将过程控制计算机作为其核心,还要配备高效的调速传动装置以及精确的速度和转矩检测部分。这些元素共同构成一个完整的控制单元,如图3 所示。

图3 智能控制系统
过程控制计算机是系统的“大脑”,负责接收传感器实时数据,根据预设程序和算法执行相关操作。过程控制计算机还可以调整操作参数,确保设备稳定高效运行。过程控制计算机由伺服电机等组成,将指令转化为精确机械运动。装置根据负载变化自动调节速度和转矩,适应不同加工条件和材料特性。速度和转矩检测器是系统“感觉器官”,包括编码器等元件,监测设备实际状态,提供速度、加速度、转矩等数据供分析决策。智能控制系统能全面监测调控高速棒材倍尺剪转辙器,通过闭环反馈控制校正,提高控制精度和稳定性。系统还能预测适应生产过程变化趋势,提高设备的自适应能力和生产效率。
3.3 提高系统的自动适应能力
在高速棒材倍尺剪转辙器的控制系统中,提升异常控制的自适应能力是关键。这需要系统能够实时监测关键性能指标,并运用数据分析技术准确识别异常事件[5]。同时,系统需具备迅速反应的能力,调整工作参数或启动备用程序。此外,系统应具备学习能力,记录并应用异常事件的解决方案。为了增强健壮性,需设计冗余机制,确保出现主组件或路径故障时生产不受影响。通过集成这些先进技术,高速棒材倍尺剪转辙器的自适应能力得到显著提升,保障了设备的稳定性和生产效率,降低了维护成本。
4 项目贡献
4.1 降低工人劳动强度
转辙器位置校正功能的实现,主要是让操作者通过控制模拟操作界面,将实际位置按照工艺位置调整后,根据现场试验实际值,直接将实际值设置为默认值,并将调整过的相应模型输入系统,测试后使系统能自动匹配。集成试验数据及增加控制功能后,操作人仅需在操作台按下调整按钮后驱动系统即可自动进行精确的位置校正,最终实现一键式调整,极大地降低了工人的劳动强度。
4.2 延长正常运转寿命
对机械机构的运转导轴、润滑点进行合理布置,实现运转阻力及磨损较小,并能够实现适量及时的自动润滑功能,延长转辙器的在线使用寿命,给企业带来直接的经济效益。优化后效益如表1 所示。
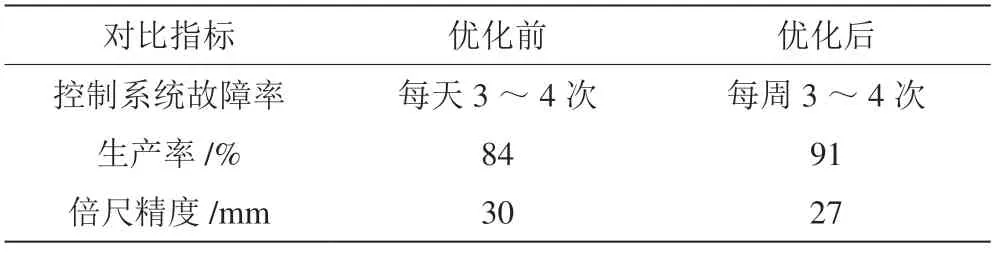
表1 优化前后效益对比
4.3 突破生产难点问题
该项目主要是立足钢铁行业高速棒材生产线,通过机电一体化技术,结合高速棒材生产工艺要求,着力研究及解决高速倍尺剪切的关键环节——高速转辙器的控制及匹配难题,突破长期影响生产的关键技术瓶颈问题,可为后续行业生产提供有效借鉴,从而大幅提升产能及效益。
5 结语
针对高速棒材倍尺剪转辙器的应用公关及技术研究做了全面的梳理和深入的探讨,期望提出的技术策略能够有效促进高速棒材倍尺剪转辙器的技术进步,帮助制造商提升核心竞争力,同时推动整个金属加工行业朝着更高效、更精准、更智能的方向发展。正是通过对这类关键设备不断创新和改进,才能在追求卓越的产品质量和生产效率的道路上不断前行,着力推动产学研用深度融合,提升企业科技创新能力和核心竞争力。
该项目不仅突破了小规格螺纹精品棒材的生产难题,也为我国制造业提供了新的发展方向。项目的实施不仅体现了我国制造业的技术实力,也展示了我国在高端制造业的领先地位。这将有助于提升我国在全球制造业的影响力,为推动我国制造业的持续发展做出贡献。
猜你喜欢
昆钢科技(2021年1期)2021-04-13
四川冶金(2019年5期)2019-12-23
山东冶金(2018年5期)2018-11-22
四川冶金(2018年1期)2018-09-25
上海金属(2016年1期)2016-11-23
西安建筑科技大学学报(自然科学版)(2016年1期)2016-11-08
通信电源技术(2016年1期)2016-04-16
铁道科学与工程学报(2015年4期)2015-12-24
电机与控制应用(2015年3期)2015-03-01
华东师范大学学报(自然科学版)(2014年1期)2014-04-16