航空小模数齿轮传动误差及加工工艺研究
2024-05-08 06:15左殿阁
现代制造技术与装备 2024年3期
左殿阁
(中国航发哈尔滨东安发动机有限公司,哈尔滨 150066)
在航空领域,机械加工通常有较高的要求,尤其是对于加工工艺技术,不仅要达到一定的标准,还必须对加工部件进行二次检验,才能将合格的加工部件应用于航空领域。其中,小模数齿轮的加工工艺与大模数齿轮的加工原理相同,仅在精度方面要求较高。各个航空小模数齿轮在加工传动过程中存在一定的传动误差,需要通过控制传动误差降低航空小模数齿轮的损毁率。
1 小模数齿轮传动分类
不同小模数齿轮的应用范围及作用存在较大差异,因此小模数齿轮的转动形式和齿轮种类也存在较大差异。按照小模数齿轮在设备中的配置作用与位置,小模数齿轮可分为两轴相互平行、相交、交错3 种。通常情况下,将两轴相互平行传动的小模型齿轮称为平面齿轮,代表齿轮有圆柱直斜齿轮传动和直斜齿条传动等。两轴相互相交传动包括直锥齿、斜齿、弧齿圆锥齿轮、直齿面齿轮及圆弧齿轮传动等。两轴相互交错传动又被称为空间齿轮,代表齿轮有蜗轮蜗杆传动齿轮、准双曲线体齿轮及螺旋齿轮传动等。此外,按照小模数齿轮的齿合原理,小模数齿轮可分为渐开线齿轮和摆线齿轮2 种[1]。
2 航空小模数齿轮传动误差补偿设计
2.1 滚齿机的传动误差模型构建
滚齿机的传动误差模型作为本次研究的重要组成之一[2],对于小模数齿轮的实际加工环境具有较高的精度要求,同时环境对其存在一定的影响。在构建滚齿机的传动误差模型时,将其分为5 个部分,如图1 所示。

图1 滚齿机的传动误差模型结构
由图1 可知,利用有限元分析法分析小模数齿轮滚齿机的物理结构,得到其对应的物理结构数据,同时在分析过程中得到齿轮孔轴和回轴两条线定位重合状态,进而获得该机械的拓扑结构和机械内部所有部件的连接关系。通过调节加工机床,控制小模数齿轮的表面伸长量,可以得到中心线间的长度参数。此外,小模数齿轮在实际传动过程中自身温度容易升高,会受到自身及相连部件的热传导影响,导致立柱出现一定的温度变化而发生形变。所以,为了缩小立柱形变后出现的传动误差,可在立柱的下端采取固定加工机床悬臂梁的方式,降低传动过程中在温度影响下立柱移动后出现形变的概率。
图1 中拓扑结构分析主要以加工的机床为基础,按照滚齿机的刀具和工件结构进行分析,之后将该机械的拖板、滚刀架、刀具作为三维坐标系的3 个坐标轴构建模型坐标体系,最后结合该机械实际传动过程中的运动特征矩阵,利用对应的计算公式计算该机械滚刀轴与工件轴之间关系为
式中:nc为工件轴转速;ZB为滚刀头数;ZC为被加工齿轮数;nB为滚刀轴转速;β为工件螺旋角;λ为滚刀螺旋升角;mn为斜齿轮法面模数。
结合滚齿机的低序物体阵列原理[3],对机械的拓扑结构进行矩阵计算,得到该机械的小模数低序物体阵序,如图2 所示。
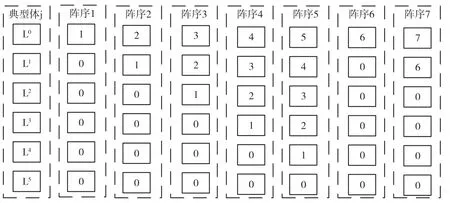
图2 滚齿机小模数的齿轮低序物体阵序结构
2.2 小模数齿轮误差数据的提取
误差补偿在处理后会存在不准确的情况,可以利用传感器收集模型中的各项信息提高其精准度[4]。首先,利用温度传感器进行点位测试,确保温度传感器能够准确采集加工设备的温度变化情况。其次,在加工机床温度产生最近的位置进行贴片处理,并控制贴片的温度传感器数量,即设置温度传感器数量超过加工机床的温度源数量。再次,挑选温度的采集点位,并设定初始温度值,从而收集加工机床的温度误差变化参数。最后,通过调节滚齿机导轨与接触表面的高度距离,计算单位时间内滚齿机的发热量为
式中:Qs为滚齿机的发热量;μ为动摩擦系数;Fs为接触面载荷;vs为滑动速度;J为热工当量。
综合分析加工机床小模数齿轮传动方式的差异,在获取误差数据的过程中,需要通过控制蜗轮与蜗杆的相对滑动速度,以有效解决传动效率较低的问题。在传动过程中,若滚齿机出现温度升高的情况,那么需要及时记录滚齿机的温度升高数值,采取加快滚齿机转动速度的方式,提升蜗轮与蜗杆间的润滑程度,公式表示为
式中:Qw为摩擦热量;Pw为转台功率;η为传动效率。根据计算结果,即可获得加工机床的小模数齿轮传动误差参数变化值。
2.3 解耦计算方式获取小模数齿轮的误差补偿值
在已知滚齿机的小模数齿轮传动误差参数的情况下,可利用解耦计算的方式得到小模数齿轮的误差补偿值[5]。
首先,综合分析加工机床的实际加工过程,了解机床加工过程中砂轮与工件之间的坐标系存在的角度误差,同时分析齿轮在此种误差的影响下能够出现何种几何误差和传动误差,进而针对不同的误差情况采取对应的误差补偿方式。
其次,对加工机床的小模数齿轮进行传动误差补偿时,需要利用一定的方式掌握滚齿机所有运动轴的补偿参数,同时利用微分变换矩阵原理计算传动误差模型,之后转换砂轮坐标系相对于工件坐标系的转角误差,并依据齿轮的轮廓特征,将转角误差转换到相应的运动轴上,从而得到所需的补偿值。
最后,将补偿参数添加到机床加工控制系统,利用反馈系统中的反馈中断得到误差补偿参数的脉冲信号数据。若该信号输入补偿信号伺服控制环后实现了加工补偿,说明该信号正确。
此外,航空小模数齿轮在传动过程中会出现齿轮误差情况,需要利用分度圆弧长的度量方式测量小模数齿轮的齿合线增加量,从而计算齿轮之间的距离差,并以解耦方式为基础进行计算,公式表示为
式中:φ为转角误差;ΔF为齿合线的增量;βb为齿轮基圆螺旋角;rb为分度圆半径;ΔL为分度圆弧长误差;r为半径。
通过计算可以得到齿轮分度圆弧的长与转角误差。两者之间存在关系,通过调整小模数齿轮运动状态的方式,对齿轮添加与传统误差方向相反且相同的补偿运动力,从而抵消小模数齿轮与工件之间形成的角度误差。
3 航空小模数齿轮加工工艺技术
3.1 小模数齿轮铣削加工
在铣齿机上,小模数齿轮用轮廓与齿轮齿槽形状完全一致的齿轮铣刀沿工件轴向进给。每铣一个齿槽,工件进行一次分度,即转过一个齿,依次铣削出全部齿槽。不论是渐开线齿轮还是修正摆线齿轮,原理相同。对于不同的铣削加工工序有不同的工艺要求,如表1 所示。
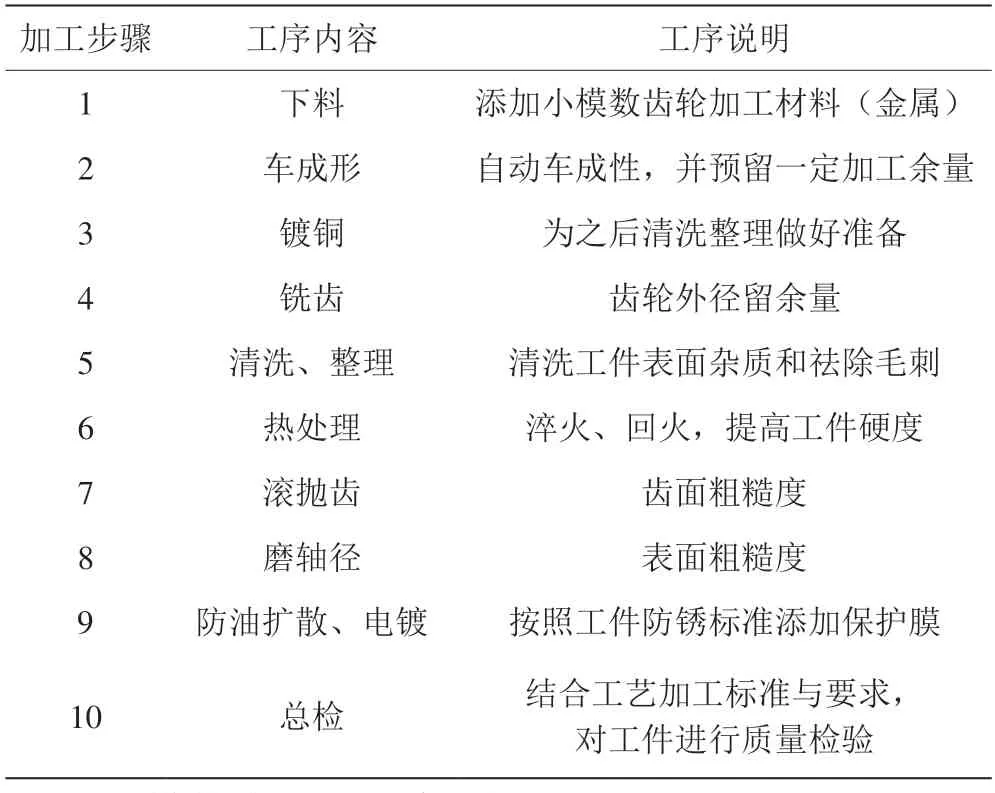
表1 小模数齿轮铣削加工工序说明
3.2 小模数齿轮成形滚削加工
成形滚削法是用与齿轮齿槽形状完全相同或者部分相同的刀具,在滚齿机上与工件进行强制的啮合运动,从而切出全部的工件齿形。为了确保成形滚削加工运行正常,对刀具和工件轴的转速存在要求,可以利用公式对其进行计算,计算公式为
式中:mw为工件分度运动速度;z0为滚刀头数;n0为刀具轴转速;z为工件齿数。
常规情况下,成形滚削加工的结构尺寸控制在0.2~1.0 mm,且该范围内不同尺寸范围又存在一定的区别,如表2 所示。

表2 成形滚刀结构尺寸参数
3.3 小模数齿轮冲齿加工
作为压力加工的工艺技术,小模数齿轮的冲齿加工是指常温状态下,在冲床上利用模具对板料施加压力后致使模具与工件分开,从而得到所需的齿轮。这种加工工艺操作简单,可实现自动化与机械化生产,工件尺寸掌握程度较高,能够保持较高的一致性,适合批量化齿轮生产,但模具造价高,使用过程中需注意控制压力。此外,冲齿加工由于受到加工材料的影响,冲齿的间隙和表面粗糙程度有所不同,如表3 和表4 所示。
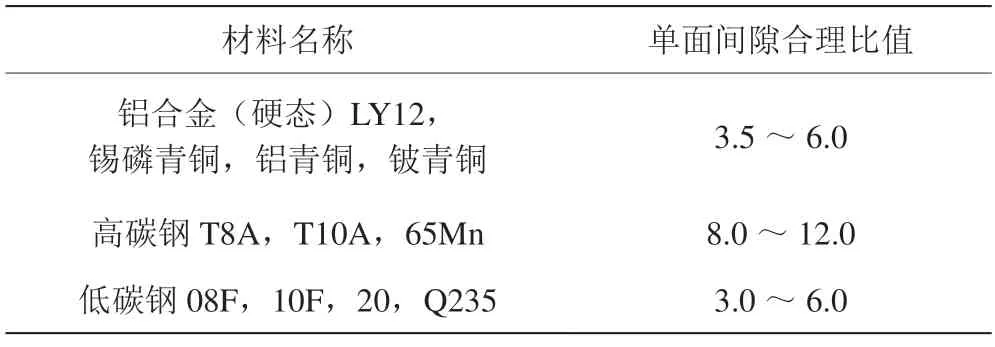
表3 小模数齿轮的冲齿单面间隙比值 单位:%
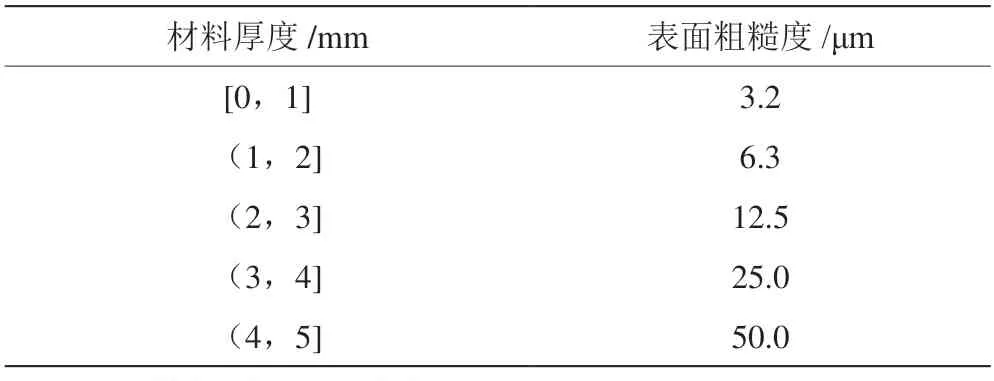
表4 小模数齿轮的冲齿加工切面粗糙度
3.4 小模数齿轮插齿加工
小模数齿轮插齿加工是利用插齿刀具与工件齿轮之间的啮合运动,使刀具形成往复的运动状态,并且围绕自身轴线进行运动,进而在运动中切削出工件的齿形。插齿运动还包含圆周、径向、分度、让刀4 种,因此小模数齿轮插齿可以加工部分具有较高要求的齿轮,如双联齿轮、内齿轮等。此外,小模数齿轮插齿加工对于刀具的精度要求较高。例如,公称分度圆直径为40 mm 和63 mm 两种碗、盘形插齿刀结构参数,如表5 和表6 所示。
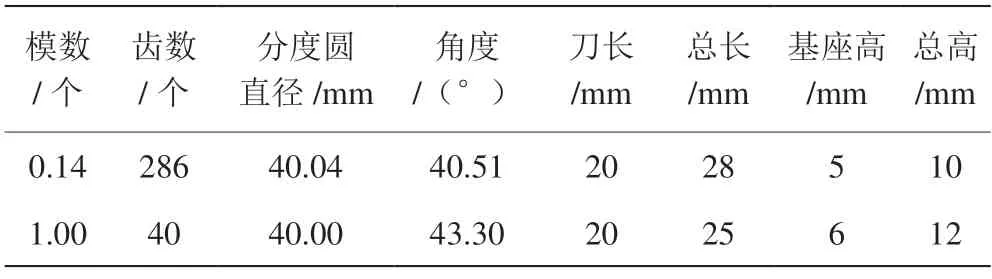
表5 直径40 mm 碗、盘形插齿刀结构参数
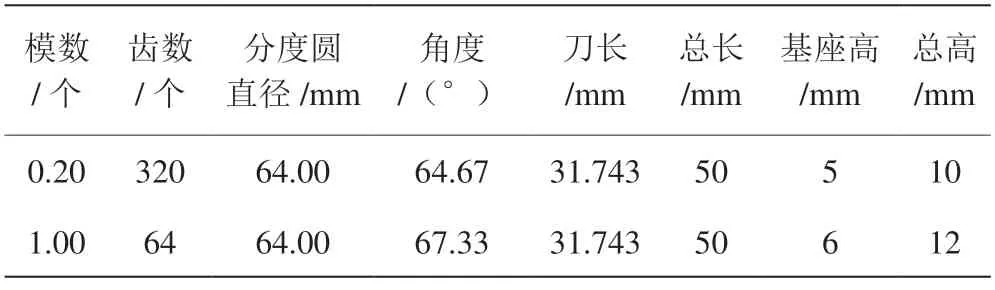
表6 直径63 mm 碗、盘形插齿刀结构参数
3.5 小模数齿轮光整加工及去毛刺加工
小模数齿轮光整加工及去毛刺加工属于齿轮优化加工工艺技术,主要目的是提高小模数齿轮的平整程度,使小模数齿轮达到质量检测标准,同时保证小模数齿轮自身不存在增加传动误差的问题。常规情况下,此种加工方式主要包含研齿、抛齿和滚抛等。按照齿轮啮合的原理,在啮合齿面中,通过添加研抛剂的方式,利用齿轮之间啮合转动呈现较为顺滑的状态。这种加工工艺适用于圆柱齿轮和圆锥齿轮。毛刺加工工艺方法主要有手工、机械、滚磨和化学4 种,其中手工去毛刺应用相对较少。机械去毛刺主要应用车床刀具;滚磨去毛刺主要采取振动、滚动、离心3 种滚磨方式;化学去毛刺主要利用化学反应,用可与铜发生化学反应的酸溶液浸蚀,此时毛刺相对于齿面较松散而腐蚀脱落,从而达到去毛刺的效果。
3.6 小模数齿轮注塑成形加工
注塑成形加工又被称为注射成型加工,是近年来小模数齿轮加工应用较为广泛的方法。该加工工艺主要针对非金属性加工材料,利用加热的方式使加工材料在注塑机料桶中融化,之后将融化的液体注射到模具中,后经过冷却,从模具中取出。此种小模数齿轮加工工艺加工的小模数齿轮,不仅质量轻、稳定性良好、各项抗性较高,还具备较强的电绝缘性能,同时自身的耐磨和润滑程度均表现良好,使得传动过程平稳且无声,主要应用于传动力较小、精度要求较高的设备,如仪器仪表。
小模数齿轮注塑成形加工工艺受材料和工艺方法的影响,所能达到的尺寸精度存在差异,如表7 所示。例如,齿顶圆直径存在两种精密度等级,分别为0.02 mm 和0.04 mm。两种等级对应的常规尺寸也不相同,分别为0.04 mm 和0.06 mm。
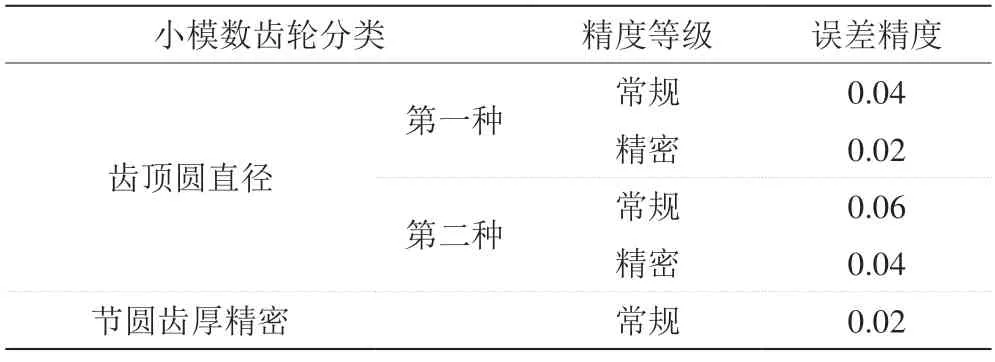
表7 注塑小模数齿轮尺寸精度等级表 单位:mm
4 结语
航空小模数齿轮传动误差及加工工艺技术研究主要针对小模数齿轮加工过程中产生的误差情况,通过采取相应的误差补偿方式,使得航空小模数齿轮传动误差能够控制在正常范围,延长航空小模数齿轮的使用年限。
猜你喜欢
能源工程(2021年2期)2021-07-21
装备制造技术(2020年4期)2020-12-25
绿色科技(2020年11期)2020-08-01
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年11期)2019-12-04
设备管理与维修(2019年12期)2019-10-26
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
重庆工商大学学报(自然科学版)(2018年4期)2018-07-10
制造技术与机床(2017年10期)2017-11-28