基于二维混合式位置编码的高精度测角
2024-04-08 07:29赵会宁夏豪杰
光学精密工程 2024年5期
赵会宁,闻 杰,夏豪杰
(1.合肥工业大学 仪器科学与光电工程学院,安徽 合肥 230009;2.测量理论与精密仪器安徽省重点实验室,安徽 合肥 230009)
1 引言
角度传感器作为一种旋转角度测量的核心关键器件,已广泛应用于航空航天、汽车制造、半导体、高端智能装备和精密测量仪器等领域。含有精密旋转轴系类的高端制造装备或精密测量仪器,如高端机床[1]、多轴精密转台、机器人[2]、激光跟踪仪[3]和关节臂式坐标测量机[4]等,均需要角度传感器获取精密旋转轴系的旋转角度。但在实际安装过程中,难以保证角度传感器和精密旋转轴系的中心轴线完全重合,存在安装偏心,直接影响精密旋转轴系的测角精度,进一步影响高端制造装备或精密测量仪器的精度。因此,为了减少角度传感器安装偏心误差对测角精度的影响,研究焦点主要集中在以下三个方面:(1)采用光电自准直仪结合多面棱体或更高精度的角度传感器提供角度标准量,以修正精密旋转轴系上角度传感器的安装偏心误差[5-9],但当精密旋转轴系使用的外部条件发生改变时,精密旋转轴系的测角精度也会发生变化[10-11]。(2)通过角度传感器安装偏心自校准方法开展角度传感器安装偏心误差修正,主要方法有PFD(Prime Factor Division Method)[12],SelfA Method[13],VEDA(Virtual Equal Division Averaged Method)[14],EDA(Equal Division Averaged Method)[15],TDR(Timemeasurement Dynamic Reversal Method)[16],传递函数法[17-18]和其他圆光栅安装偏心误差自校准方法[19-21]。(3)从角度测量原理出发,研制具有安装偏心误差实时测量功能的角度传感器,艾华等利用衍射光干涉原理提取高密度圆光栅位移信息并获其安装偏心误差,以提高圆光栅的测角精度[22];Hopp 等在传统圆光栅盘上增加一条衍射结构的码道,以实现其安装偏心误差的实时测量和补偿[23];Li 和Zhao 等研制了具有圆光栅安装偏心自动检测功能的编码器,实现其安装偏心误差的实时测量和补偿[24-25];Yu 等采用单图像探测器实现绝对式圆光栅偏心误差的测量和补偿[26]。尽管上述方法均能很好地修正角度传感器的安装偏心误差,但无法从原理上消除角度传感器安装偏心误差对测角精度的影响。
为了解决上述问题,本文提出了一种基于二维混合式位置编码和双目相机实现旋转角度高精度测量方法,能够从原理上消除传统角度传感器安装偏心对测角精度的影响。
2 测量原理
2.1 二维混合式位置编码原理
二维混合式位置编码盘是由绝对码道与增量码道组合生成的混合式位置编码,以实现二维位置检测。绝对码道是由伪随机M 序列和二进制码序列组合生成的绝对位置编码。其中,伪随机M 序列作为该二维混合式位置编码的奇数项,二进制码序列作为偶数项,且二者的循环位数相同。满足该条件的M 序列和二进制序列合并生成新的序列bi(0 ≤i≤n-1),并利用等式(1)对bi序列做组合变换。
式中:⊕ 表示位异或运算;h≤i≤n;c0,c1,…,ch-1为初始序列;d0=1,d1,d2,…,dh-1为0 或1,d1,d2,…,dh-1中有且仅有1 个奇数。通过式(1)计算出表示绝对码道的编码序列[27]。但采用上述编码序列展开依次排列时,对相机视场要求较大进而影响测量速度。为解决该问题,对上述编码布置方式进行优化,采用棋盘格码作为增量码,将绝对码与增量码组合形成新的二维混合式位置编码[28]。二维混合式位置编码如图1 所示,混合式编码块包含4 个基本单元,即X单元、Y单元和两个细分单元。其中,X和Y单元表示混合式编码盘上的绝对码道,由式(1)生成的编码序列并分别按照规定顺序放置在X和Y的子单元中(1~65)。为了确保后续解码是否正确,分别在X和Y的子单元66 放置奇偶校验位,X和Y的其余子单元(67~73)为空,默认设置为1,其中1 对应子单元为白色;0则对应子单元为黑色。为了区分X和Y单元的编码序列,分别设置3 个定位区域:A1,A2和A3定义X坐标的有效区域;B1,B2和B3定义Y坐标的有效区域。细分单元为黑白相间的棋盘格,表示混合式编码盘上的增量码道,用于二维位置的精确定位以及图像亚像素细分,以提高定位精度。
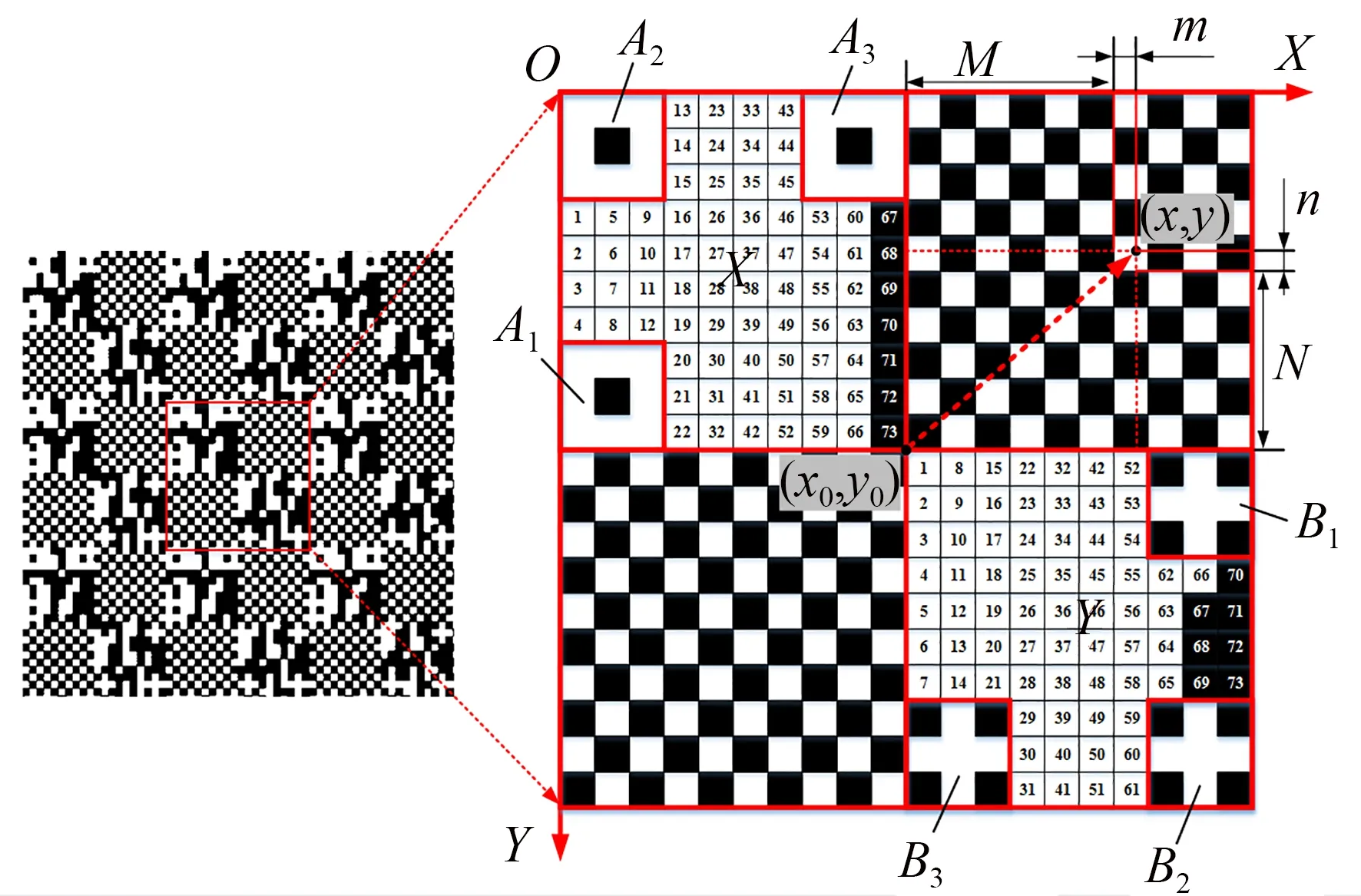
图1 二维混合式位置编码[28]Fig.1 Two-dimensional hybrid position coding disk[28]
2.2 二维混合式位置解码原理
获取码盘中的编码信息,并利用上述编码原理进行相应的解码,可以得到绝对位置值。使用CCD 相机采集编码图像,对该图像进行处理,从中提取出当前图案所对应的二进制编码序列,对绝对位置值进行解码。具体步骤如图2所示。
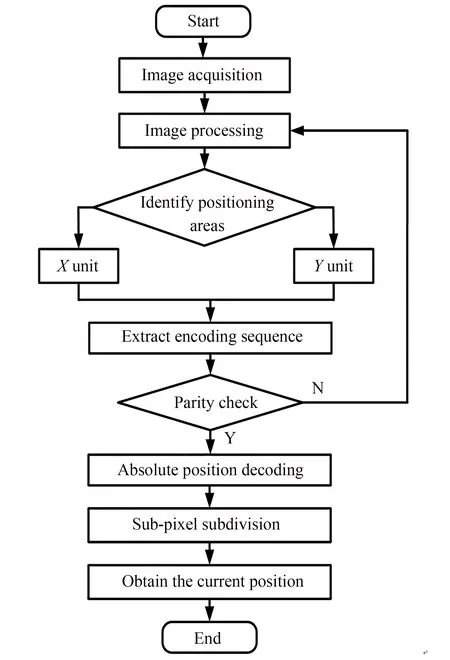
图2 解码流程Fig.2 Flow chart of decoding
图像采集往往会受到各种噪声的干扰,容易造成边缘检测不准确进而影响定位精度。因此需要先对图像进行滤波,并在识别编码前对图像进行二值化处理。通过识别定位区域可以区分X和Y单元,提取相应的二进制编码序列;然后对奇偶检验,判别解码是否正确,若正确,则对编码序列进行解码,得到该编码序列的二维位置值(x0,y0),为编码块的中心点。在实际采集的图像中往往存在不完整的解码区域,该区域由多个完整子单元和一个不完整的子单元构成,不完整的子单元即为待细分的对象。根据相机像素尺寸和二维编码盘实际尺寸的对应关系,一个子单元对应C个像素,通过对解码区域中不完整的子单元进行细分,得到一个不完整码元和多个完整码元。其中一个完整码元对应一个像素值,通过对不完整码元进行亚像素细分,基于双边模型[29]提取行和列的亚像素轮廓,得到X和Y方向上的非整数像素(m和n),如图1 所示。再结合编码序列的位置(x0,y0),可以获取当前二维绝对位置(x,y),即:
式中:M和N分别表示X和Y轴方向编码块上任意一点与中心点之间的完整子单元个数;根据码盘刻化尺寸,一个子单元的尺寸为l×l;一个编码块由K×K个子单元构成;以图1 中点(x,y)为例,在X轴方向上的值大于编码中心点(x0,y0),使用“+”;在Y轴方向上的值小于点(x0,y0),使用“-”。
3 基于二维混合式编码的测角原理
根据上述编码和解码原理,设计了一种基于二维混合式位置编码盘的角度测量系统。测角系统原理如图3 所示,该系统主要由图像采集模块、精密旋转轴系、二维混合式位置编码盘和光源控制器组成。将二维混合式位置编码盘固定在精密旋转轴系上,使用两个固定的图像采集模块采集编码图像,该模块由CCD 相机、点光源和远心镜头组成;并利用光源控制器调整光源亮度,以便获取清晰的二维编码图像。根据解码原理对采集图像进行解码,由式(2)可以得到在二维混合式位置编码盘上两个位置点坐标值分别为(x1,y1)和(x2,y2)。利用这两个位置点的坐标即得到编码盘的旋转角度,具体的角度测量原理和数学分析如图4 所示。在二维混合式位置编码盘的原点处有一个坐标系XOY,该坐标系的X和Y轴系与码盘图案对齐,由于编码盘固定在精密旋转轴系上,该坐标系会随着轴系的旋转而发生变化。而精密旋转轴系的旋转又是围绕着旋转轴运动的,在旋转轴R处指定一个参考坐标系XrOrYr,此时编码盘上任意一点都可以在该参考系下表示。设定另一个参考系框架XsOsYs,该参考系框架与码盘原点坐标系在初始状态下重合,且固定不动,并设定旋转轴R处参考坐标系XrOrYr是由参考系框架XsOsYs经过平移变换T(a,b)得到的。其中,转台的角度位置为编码盘上两个位置点的连线与固定参考系框架Xs轴系的夹角θ,如下:
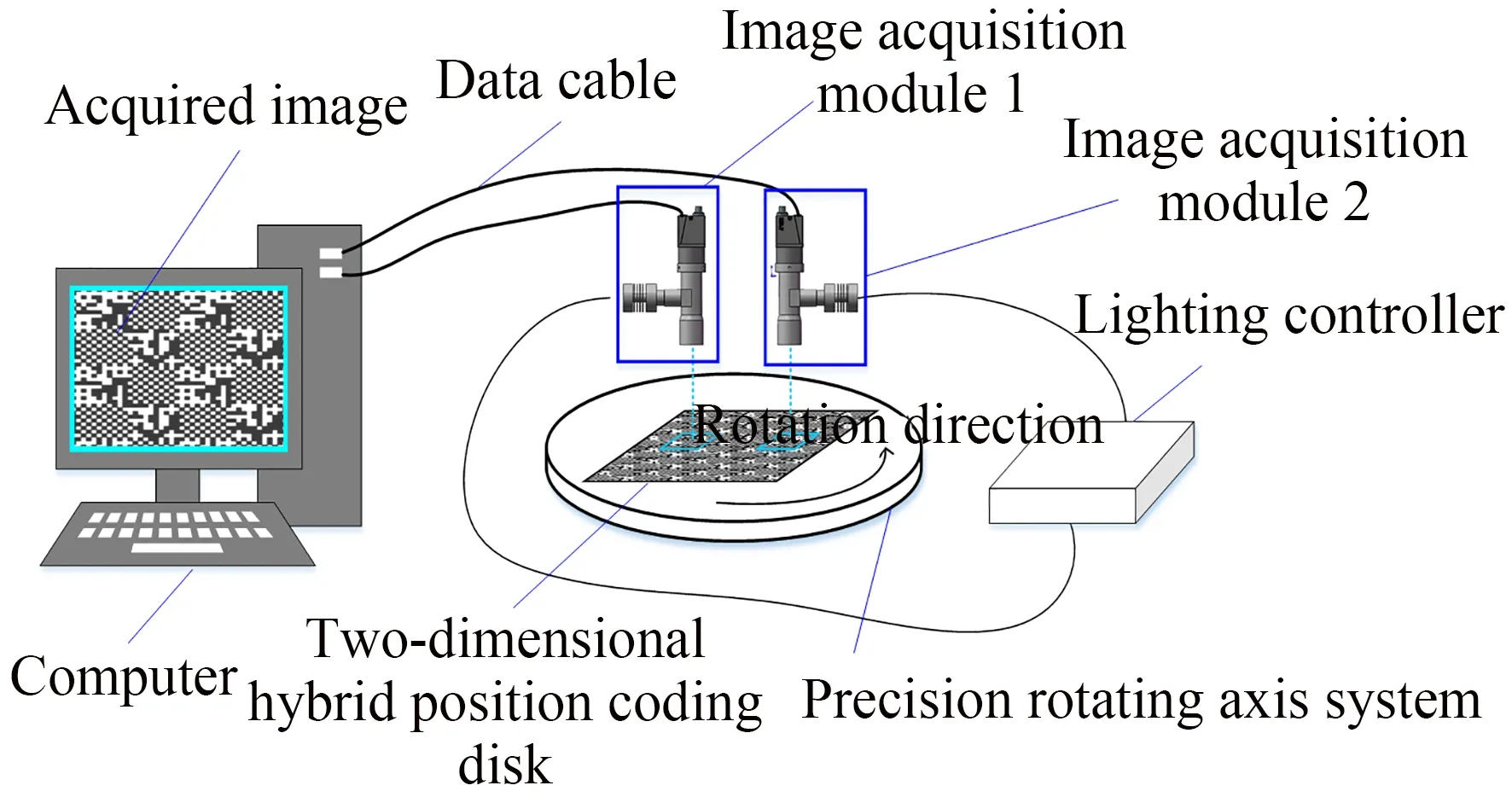
图3 基于二维混合式位置编码的测角系统原理Fig.3 Schematic diagram of measuring angle system based on two-dimensional hybrid position encoding
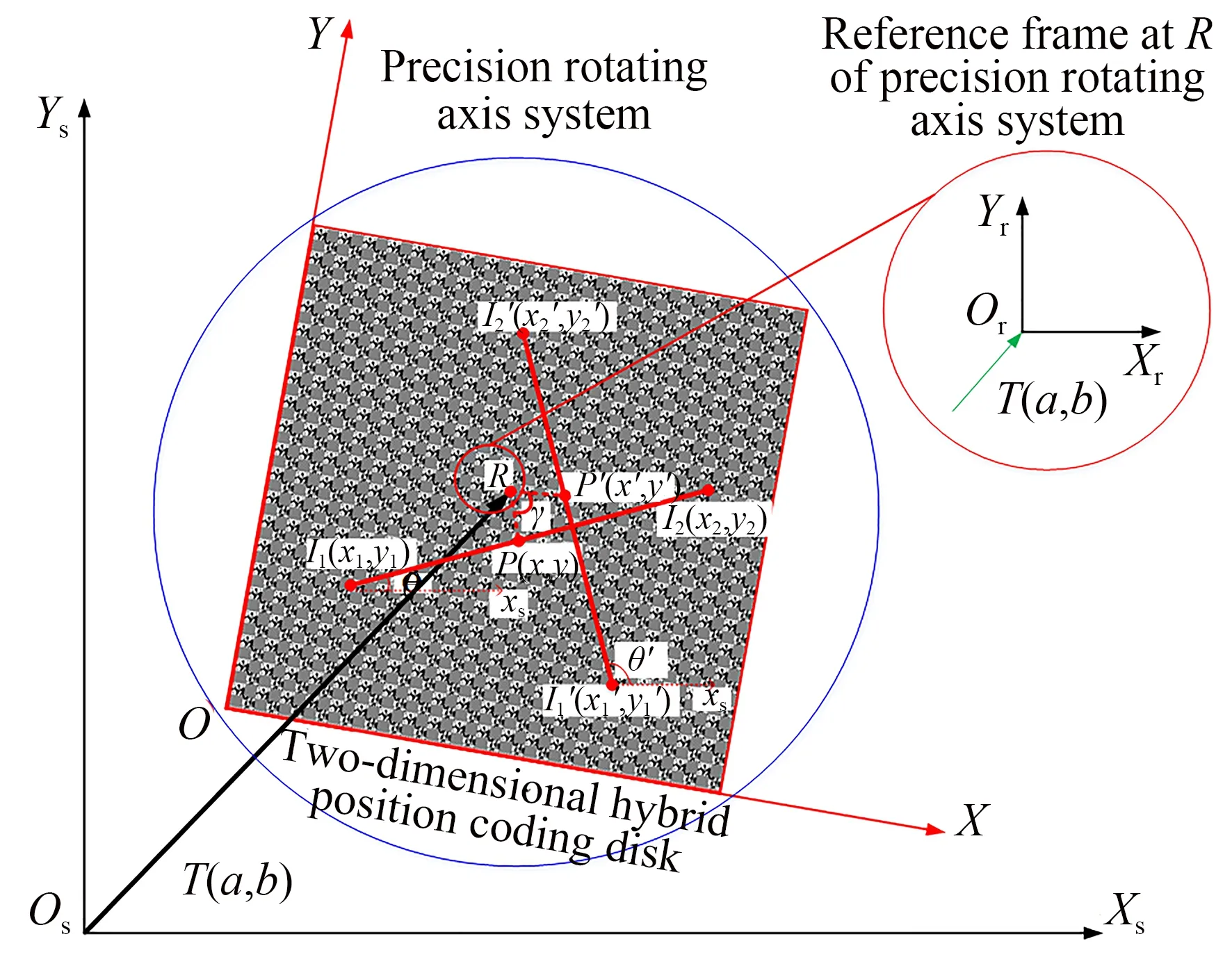
图4 基于二维混合式位置编码的测角原理Fig.4 Schematic diagram of measuring angle based on two-dimensional hybrid position encoding
为便于表示精密旋转轴系的旋转角度,设两个位置点连线的中点为P,旋转角度即为点P围绕精密旋转轴系的旋转中心R旋转到P'之间的夹角γ。
通过对采集图像的解码,得到位置点I1和I2在编码盘下的坐标I1(x1,y1)和I2(x2,y2)。当精密旋转轴系旋转γ角度时,图像采集模块1 和2 采集的位置点变为,得到I1,I2之间的关系如下:
当精密旋转轴系旋转γ角度后,角度测量值如下:
将式(4)代入式(5),得到:
通过利用二维混合式位置编码的特性,可以获得编码盘上任意一点的位置值。当精密旋转轴系旋转一定角度时,编码盘上的位置点也会随之发生变化,然后利用旋转前后位置点的坐标值,就可以得到精密旋转轴系所旋转的角度。该方法的优点在于当二维混合式位置编码盘安装在精密旋转轴系上时,不用保证二者之间的中心对齐,即该方法不受偏心误差的影响。上述推导从数学理论上证明该方法的测角精度仅取决于位置精度,与二维混合式位置编码盘中心是否与精密旋转轴系中心重合无关。
4 实 验
根据上述角度测量原理,搭建了对应的测角系统,如图5 所示。该系统主要由图像采集模块、二维混合式位置编码盘和精密旋转轴系组成,其中图像采集模块由CCD 相机、点光源和远心镜头构成,该镜头为1.5 倍放大倍率,采集的图像像素尺寸为3 088×2 064。二维混合式位置编码通过光刻掩膜刻划而成,刻划精度为±0.2 μm;每个子单元的尺寸设计为40 μm×40 μm,一个编码块由20×20 个子单元构成;在编码盘区域内由多个编码块排列组成,该区域的尺寸为112 mm×112 mm,可以满足在精密旋转轴系旋转过程中图像采集模块对编码盘上任意位置点编码图像的采集。依据上述子单元刻化尺寸和数量,得到该编码块的分辨率为0.1 μm,两个图像采集模块之间的距离为80 mm,角位移测量分辨率可以达到0.3″。在进行编码图像采集前,调整远心镜头与编码盘之间的距离和点光源的亮度,以保证在CCD 相机中成像且图像的亮度分布均匀。利用连接板将二维混合式位置编码盘固定在精密旋转轴系上,通过图像采集模块对二维混合式位置编码图像进行采集和解码,得到位置点的坐标值,获得旋转角度值。
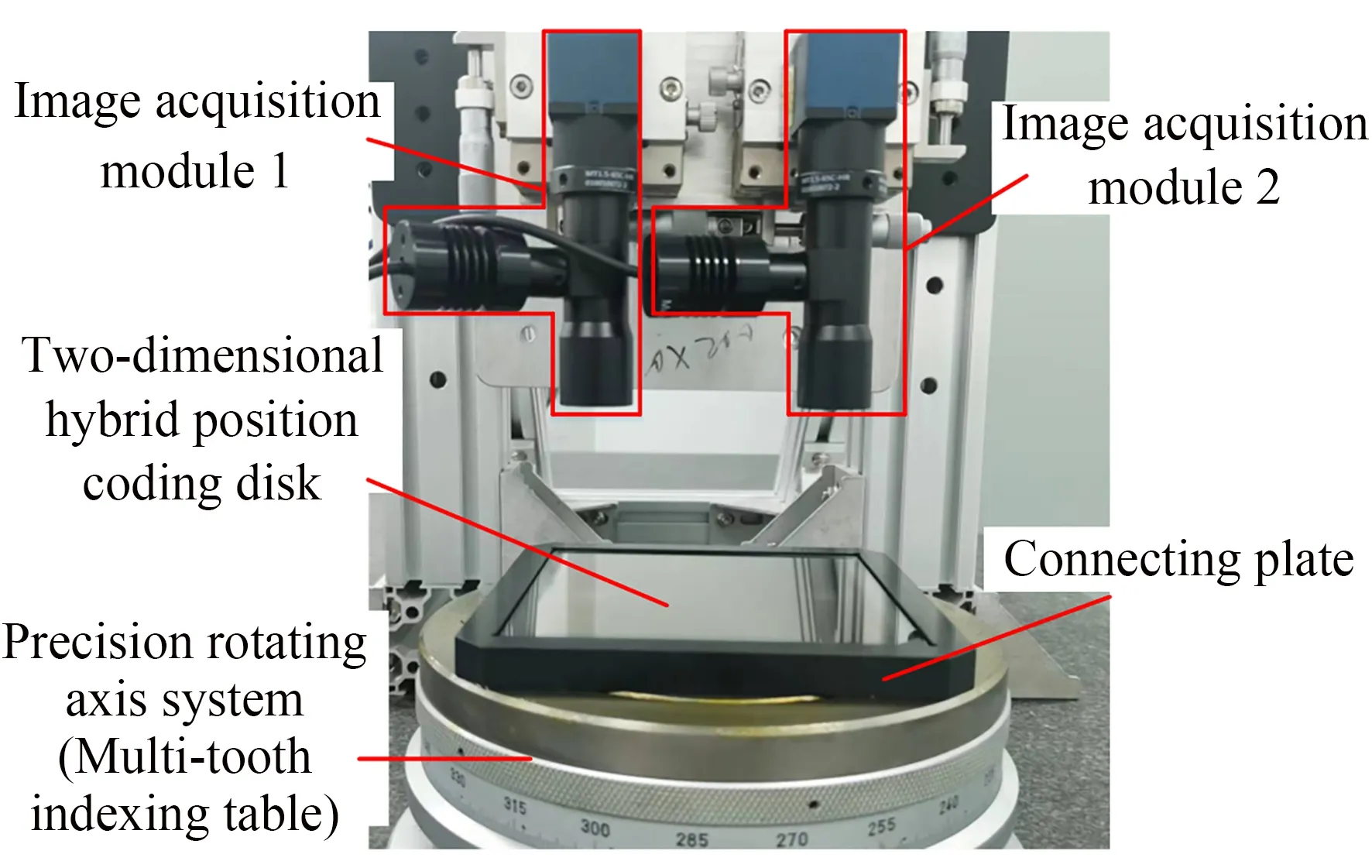
图5 基于二维混合式位置编码的测角误差测量系统Fig.5 Measurement system of measuring angle error based on two-dimensional hybrid position encoding
4.1 测角系统误差测量实验
为评估上述测角系统的测量精度,精密旋转轴系采用准确度等级为0 的多齿分度台来提供角度标准量,与该系统测量的角度进行对比。将二维混合式位置编码盘通过连接板固定在多齿分度台上,通过调整多齿分度台角度实现二维混合式位置编码盘的精确旋转。由于该多齿分度台以完整15°刻度划分,实验时选择以15°为间隔调整一次多齿分度台刻度,利用两个图像采集模块采集一组值,一周360°共采集24 组数据,且每组值重复采集5 次,利用该方法计算旋转角度,与多齿分度台提供的角度标准量进行比对,进一步得到测角误差曲线,如图6 所示。通过实验结果可以看出,使用该方法的测角误差在±1″以内。
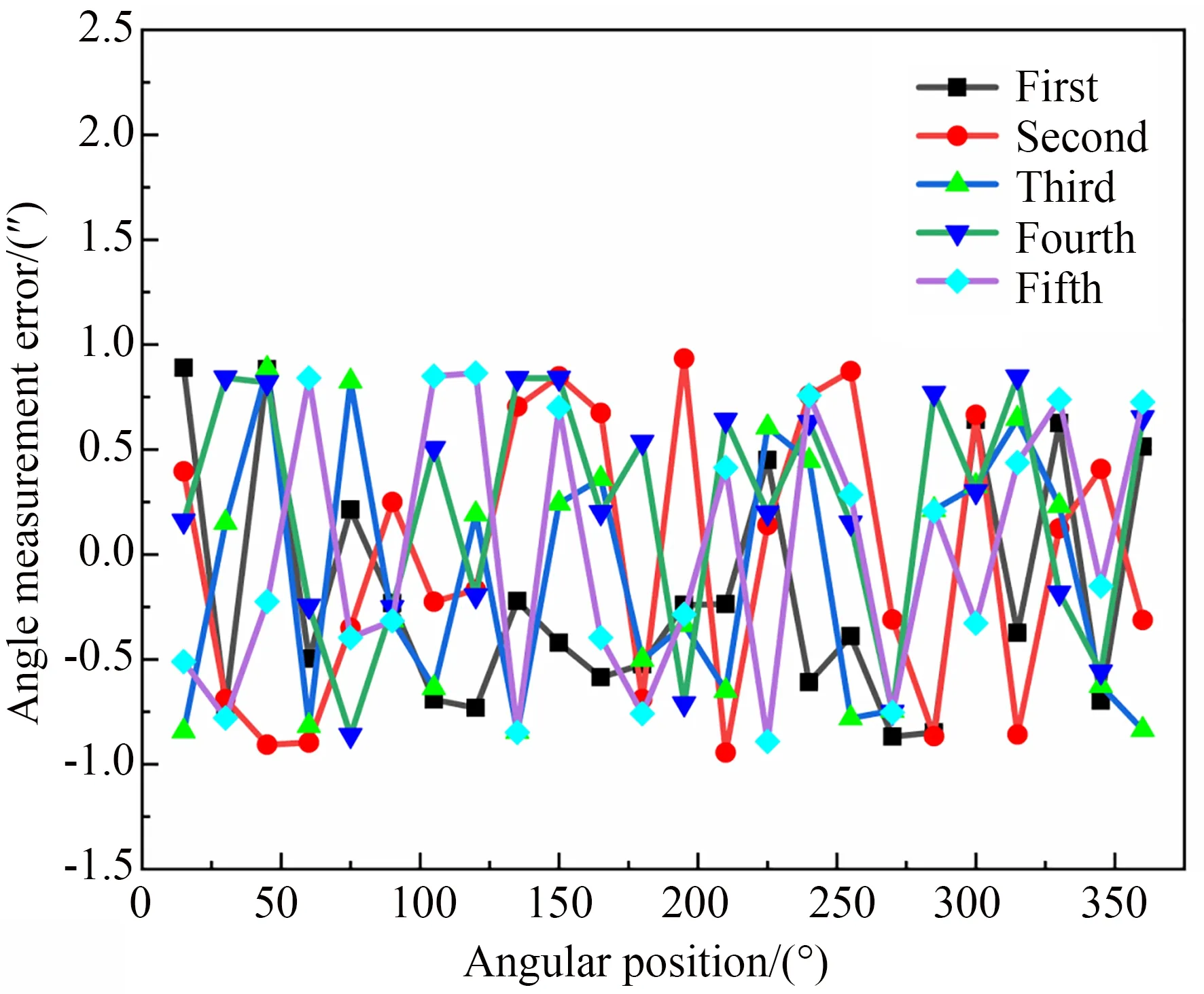
图6 所提出方法与多齿分度台之间的测角误差曲线Fig.6 Error curves of angle measurement between proposed method and multi-tooth indexing table
4.2 直驱转台角度位置误差评估实验
利用已提出方法对直驱转台的角度定位误差进行检测,实验系统如图7 所示。将多齿分度台更换为角度定位误差为5″的直驱转台,将二维混合式位置编码盘通过连接板固定在直驱转台上,采用与4.1 节的相同方式,以15°为间隔采集一组值,每组值重复采集5 次,用已提出方法计算旋转角度,并与直驱转台的旋转角度进行对比,得到直驱转台的角度定位误差曲线如图8 所示,角度定位误差在±5″以内。
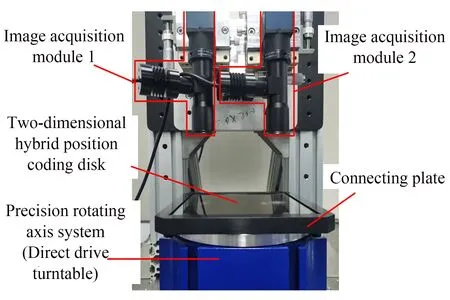
图7 基于二维混合式位置编码的直驱转台角度定位误差测量系统Fig.7 Measurement system of direct drive turntable angle positioning error based on two-dimensional hybrid position encoding
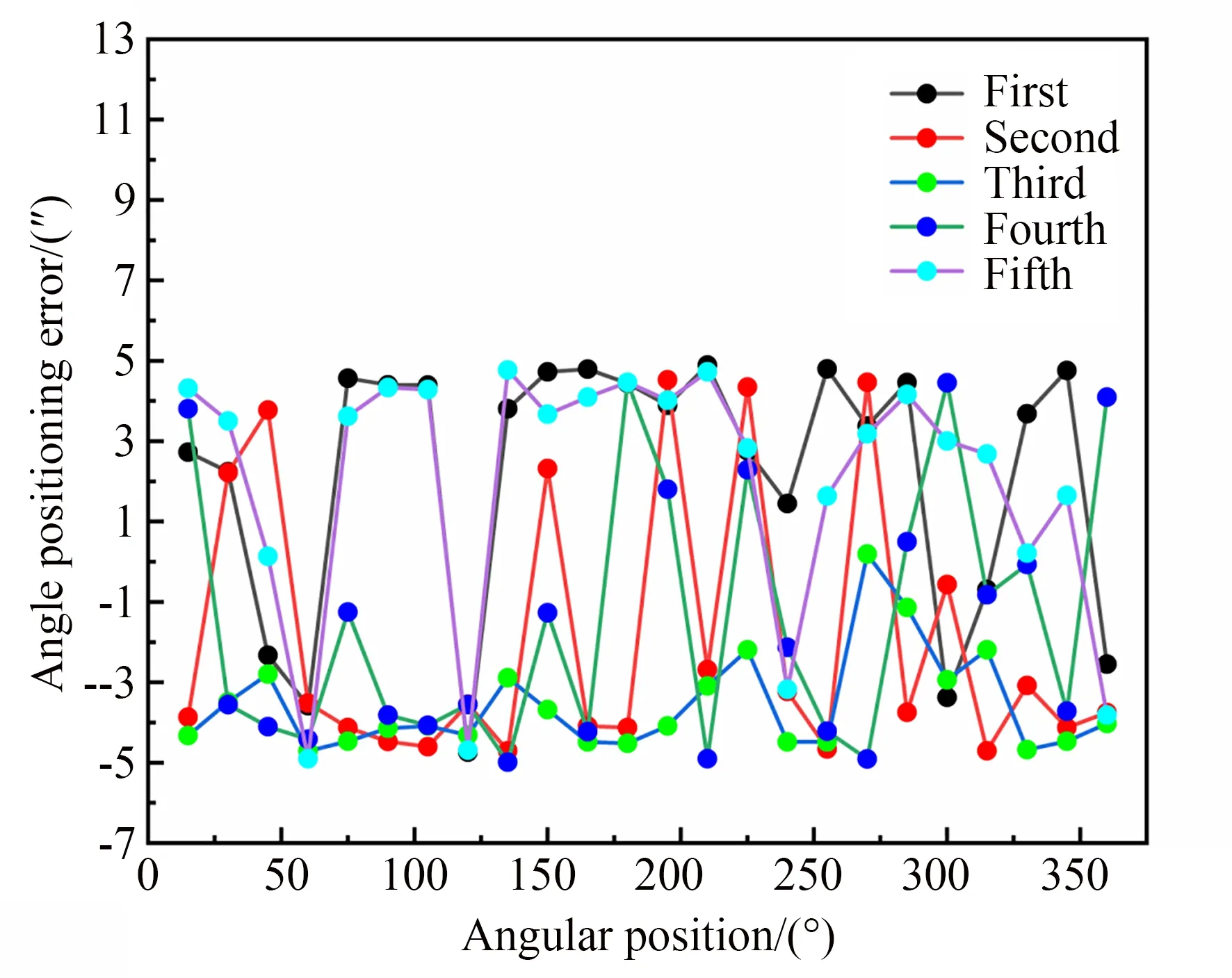
图8 基于本文方法的直驱转台角度定位误差测量曲线Fig.8 Measurement curves of angle positioning error of direct drive turntable based on proposed method
5 结论
针对传统圆光栅安装偏心误差直接影响含有精密轴系的仪器或者高端制造装备精度,本文在利用二维混合式位置编码实现平面位置测量的基础上,提出了一种基于二维混合式位置编码的高精度测角方法。该方法采用两个图像采集模块和二维混合式位置编码盘测量精密旋转轴系的旋转角度,并从数学上证明其测角精度仅取决于位置精度,而与二维混合式位置编码盘中心是否与精密旋转轴系中心重合无关。利用0 级多齿分度台对其测角精度进行评估,在整周范围内,本文方法的测角精度在±1″以内。利用本文方法对直驱转台角度定位误差进行测量,角度定位误差在±5″以内。实验结果充分证明了该方法的有效性,也为精密旋转轴系测角误差的测量提供了参考。
猜你喜欢
经纬天地(2022年3期)2022-07-20
中国石油石化(2022年12期)2022-07-16
制造技术与机床(2019年12期)2020-01-06
中国外汇(2019年19期)2019-11-26
家庭影院技术(2018年11期)2019-01-21
家庭影院技术(2018年11期)2019-01-21
航天电子对抗(2018年3期)2018-07-14
电子测试(2018年6期)2018-05-09
制造技术与机床(2017年2期)2017-05-04
光学精密工程(2016年4期)2016-11-07