
意德拉OL2200 压铸机合模动作异常故障处理
2024-03-15 09:54许明
设备管理与维修 2024年3期
许 明
(湛江德利车辆部件有限公司,广东湛江 524003)
0 引言
意德拉OL2200 压铸机是广州德利汽车零部件有限公司(下文简称为“公司”)的关键设备之一。在2022年8 月20 日凌晨3:00 左右,生产中突然出现合模速度极慢的问题,其正常情况下3 s 可以完成合模动作,现在需要71 s,且液压系统内有异常响声,无法正常工作。该故障现象在以前没有出现过,公司运维人员始终无法解决问题。由于当时正值高产月,设备故障对产品交付产生很大影响。
1 故障处理的基本过程
(1)查阅OL2200 压铸机液压原理图,分析工作原理:系统油泵提供的压力油P—方向比例阀10YH26—A-CH 油管—合模缸无杆腔,合模缸有杆腔内的油—B-CH 油管—插装阀10SV1—方向比例阀10YH26—回油箱T(图1)。
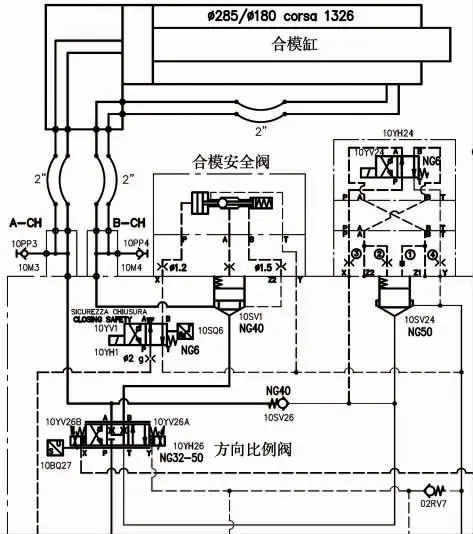
图1 合模部分液压原理
(2)通过现场了解情况,得知从该设备出现问题至8 月24 日期间,公司曾电话联系过设备厂家,邀请同行专家帮忙诊断,其中对10YH26 的比例放大板进行了更换,另外还提出一些建议,但暂时没能恢复生产。
(3)经初步诊断,认为合模安全阀(执行元件是插装阀10SV1)没有正常打开导致此故障的可能性较大。为进一步验证判断,将10SV1 的插装阀阀芯拆掉,使其不发挥作用。安装完毕后试机,合模动作的速度基本正常,异常响声也消失了,随后对10YH26 的比例放大板进行了参数调整,合模速度达到正常速度,经评估风险,认为设备可以暂时以此状态工作,于当日15:30 恢复正常生产。
(4)此后,继续查找合模安全阀不能正常工作的深层次原因,确定病灶部位。发现合模安全阀的插装阀盖板有问题(备件订货需3 个月),是导致控制失效,插装阀不能正常开启的根本原因。
(5)8 月27 日上午,在现场保养模具期间,再次打开合模安全阀的插装阀盖板,更精准地确定了问题原因。根据原理图,A/B 油口不应连通,而实际是连通的。设计并实时堵漏方案,在B 油口内部加工M5 螺纹后安装螺堵,于当日16:00 设备恢复正常动作,交付车间使用。
(6)9 月29 日插装阀盖板的备件采购到位,安装完成后,设备完全恢复正常。至此,意德拉OL2200 压铸机合模速度极慢,无法正常生产的问题得以彻底解决。
2 故障分析
(1)分析合模部分工作原理(图1),其中方向比例阀10YH26 是最核心的控制元件,系统通过它实现对合模、开模动作的切换,以及行程内不同阶段的速度控制。为监控其在工作中的实际状态,设备厂家在方向比例阀10YH26 的阀芯处设置了位移传感器10BQ27,当检测到阀芯位置异常时会发出报警。
(2)对可能导致合模速度异常的相关环节和可能因素进行梳理、排查(表1),其中1/2/4/5/6/7/8 项通过验证可以排除,而第9 项在拆掉合模安全阀10SV1 的插装阀阀芯之后,合模动作基本恢复正常,所以可以确定合模安全阀是问题的原因所在,其插装阀在应当开启时不能正常开启,相当于机器合模的同时进行刹车,导致合模速度极慢。同时,也可以反证出第2 项的方向比例阀10YH26 没有问题。
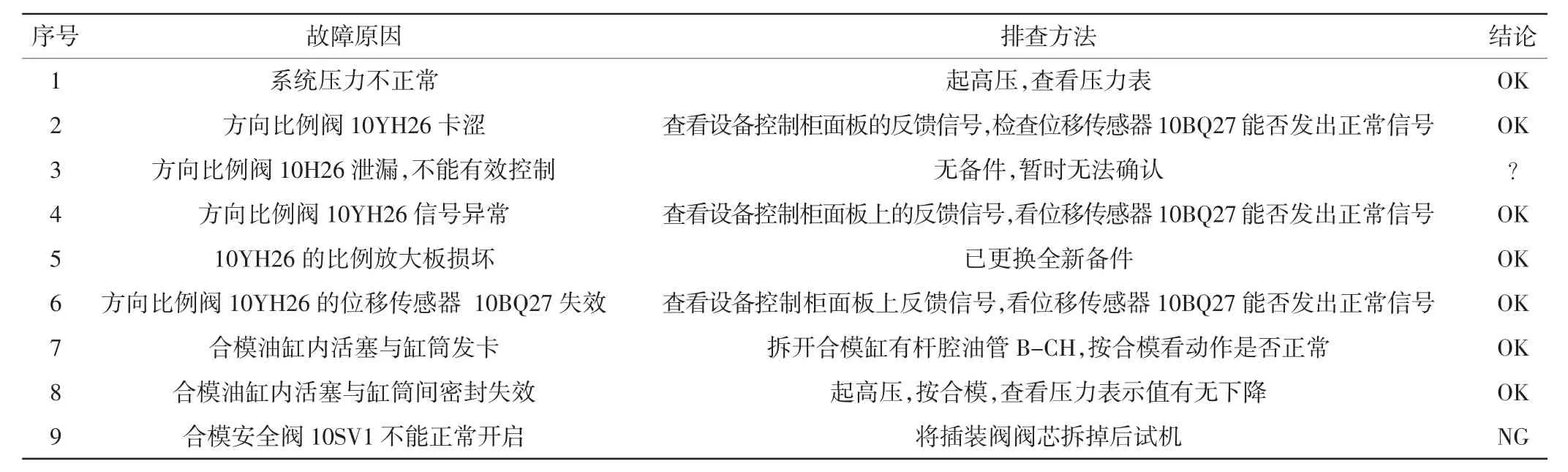
表1 合模速度慢的原因及排查确认
(3)行业内1000 t 以上压铸机一般都有配置机械安全锁,其工作原理如图2 所示:开模到位时,将一机械插销插入到与合模机构同步移动的导杆的槽内,防止非正常合模的发生(该压铸机已有机械安全锁)。为进一步提高设备的本质安全性能,该设备在机械安全锁基础上,另外还设计了合模安全阀,相当于一道“液压安全锁”。
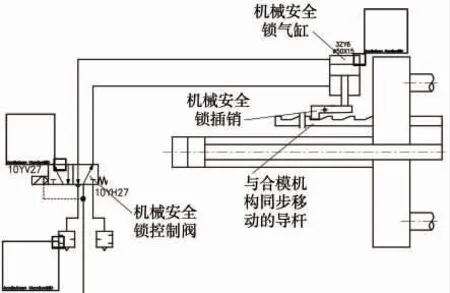
图2 合模安全装置工作原理
(4)合模安全阀的作用是:当机器执行合模或开模动作时,必须同时打开合模安全阀,即插装阀10SV1处于开启状态。反之,当机器不需要执行合模或开模动作时,因为插装阀10SV1 未得到开启指令而处于关闭状态,合模缸有杆腔的油不能与方向比例阀10YH26 相通,即使此时有其他部位发生异常,例如10YH26 出现泄漏,也不会发生意外合模或开模的情况,进而避免了可能的安全风险。
(5)合模安全阀是设备厂家专门针对异常合模(或开模)的重要安全措施,可以提高设备安全性能,但该功能是否有效对设备合模(或开模)以外的其他动作和性能没有影响。公司目前面临的主要矛盾是该设备已长时间停机,严重影响了产品的正常交付。考虑到设备的机械安全锁工作正常,方向比例阀10YH26 暂时未见明显泄漏,而且自动生产中前、后安全门都必须关闭,人员不能进入动定模之间。经综合评估,认为在操作人员严格遵守操作规程、安全意识较高的情况下,人员安全是可以保障的,于是决定暂时将合模安全阀取消,以保证生产的正常进行。由于10YH26 的比例放大板更换了全新备件,其系统参数需要与设备重新匹配,在进行适当调整后设备恢复生产。
(6)虽然暂时恢复了生产,但合模安全阀是设备的重要安全措施,取消合模安全阀是不得已情况下的临时对策,长远来看必须找到其失效原因,并设法修复。分析设备液压原理,合模安全阀是的动作控制方式如下:电磁阀10YH1—10SV1 插装阀盖板—梭阀—10SV1 插装阀盖板—10SV1 插装阀控制油口。其中电磁阀10YH1为这部分的核心元件,系统通过它实现对合模安全阀动作的切换。为监控其在工作中的实际状态,设备厂家在电磁阀10YH1 的阀芯处设置了位移传感器10SQ6,当检测到阀芯位置异常时会发出报警。
(7)10SV1 插装阀(合模安全阀的执行元件)不能正常工作的原因有很多,经认真对相关环节和可能因素逐一排查(表2),第1~10 项可能的故障原因已排除,剩余第11/12 两项待确认,其中第11 项的可能性较大,作为当前的突破口。
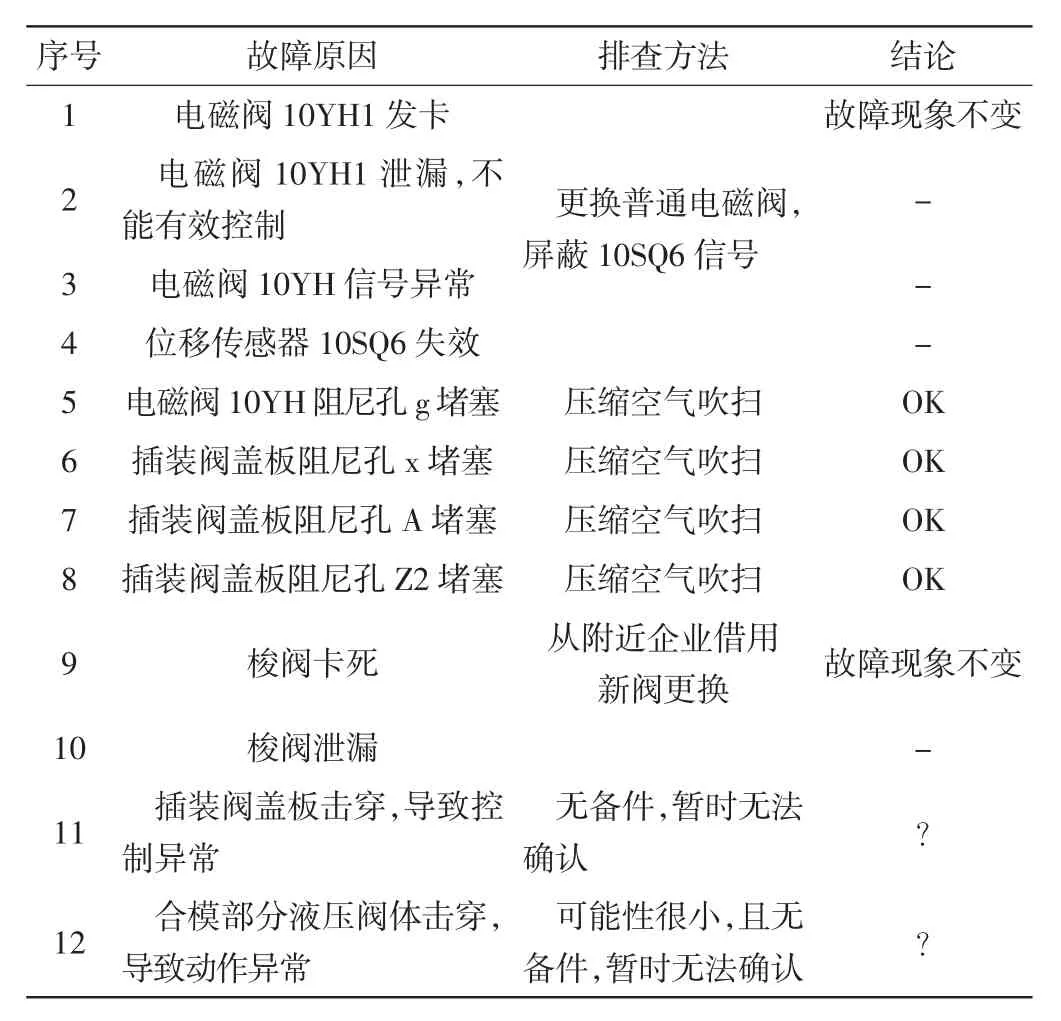
表2 合模安全阀故障原因及排查确认
(8)针对第11 项,进一步对合模安全阀的控制原理进行分析(图3),合模时,电磁阀10YH1 得电,梭阀的P 口通压力油,推动梭阀的钢珠克服弹簧力往右移动,A 与T 相通,同时隔开A 和B(B 与Z2 通),插装阀10SV1 的控制油口A 通回油,于是合模缸有杆腔的油液推动其阀芯开启,然后经方向比例阀10YH26 回油箱,实现合模动作。
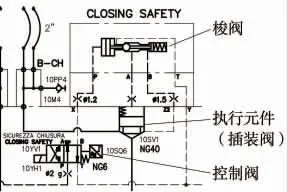
图3 合模安全阀工作原理
(9)通过对插装阀盖板的各控制油口进行确认,发现原本A/B 油口应相互隔绝,然而这两股油路却不知什么原因相通了,结果就是在合模时10YH1 得电,梭阀动作,A 本应只通T,然后插装阀10SV1 开启,现在却实际造成A/B/T 三腔互通的状态。
(10)为验证以上判断,对插装阀盖板进一步观察,发现盖板上应该有一个螺纹堵头将A/B 隔开,而实际并没有(图4),也就是说A/B 是始终常通的状态,当电磁阀10YH1 得电时A/B/T 三个腔就互通了。当设备发出合模指令时,合模缸无杆腔正常进油,合模缸有杆腔的油一方面尝试开启10SV1,另一方面则会经Z2 口不断进入10SV1 的控制口而试图关闭10SV1。此时,10SV1 控制口的油液虽在梭阀动作后与T 相通,但一边是大量的进入,一边由于A 口阻尼孔的存在,只能以很小的流量通往油箱T,使10SV1 控制口与阻尼孔之间的控制油不能及时回到油箱,而集聚在此处形成一定背压,导致10SV1 不能正常开启,但也不是完全关闭,只是实际开度会很小,而且是脉动开启状态,于是造成合模速度极慢的现象。
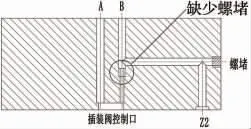
图4 插装阀盖板异常示意
(11)由于插装阀盖板暂无现货,采购周期较长。如果合模安全阀长期缺失,则相当于设备原本的安全性能降级,于是尝试对其进行修理。对B 油口内原来安装螺堵的部位重新攻丝,安装M5 螺纹堵头后,设备恢复正常动作。在新的插装阀盖板采购到位并更换后,设备彻底恢复正常,此次故障处理完毕。
3 结束语
本文结合故障案例,研究分析典型的液压系统故障诊断与维修方法。液压系统故障诊断要求在充分掌握设备工作原理和必要专业知识的基础上,立足现场实际情况,通过观察、分析、试验等方法精准找出故障原因,并给出临时的应急对策和长期的永久对策。
猜你喜欢
橡塑技术与装备(2022年4期)2022-04-27
现代机械(2021年6期)2022-01-11
内燃机与配件(2020年22期)2020-09-10
机械工程师(2020年2期)2020-03-02
中国铸造装备与技术(2018年5期)2018-10-20
金属加工(热加工)(2018年8期)2018-08-23
中国铸造装备与技术(2017年5期)2017-09-29
中国塑料(2016年6期)2016-06-27
中国塑料(2016年9期)2016-06-13
科技资讯(2016年13期)2016-05-30
