
6082铝合金中厚板高频脉冲MIG对接焊接头的组织和性能分析
2023-12-12 09:03付宁宁周禄军竺星星曲宗庆刘宇阳王文超丁成钢李宋伟
电焊机 2023年11期
付宁宁,周禄军,竺星星,曲宗庆,刘宇阳,王文超,丁成钢,李宋伟
1.中车南京浦镇车辆有限公司,江苏 南京 210031
2.大连交通大学 材料科学与工程学院,辽宁 大连 116028
3.鞍钢集团,辽宁 鞍山 114011
0 引言
铝合金地铁车体由底架、侧墙、端墙、车顶组成。作为承载部件的底架最为关键,关系着整车的质量;底架包含边梁、地板、牵枕缓,其中牵枕缓对底架乃至对整车的安全都起着关键作用[1-3]。牵枕缓结构中包含着多种厚度的铝合金对接接头,其结构复杂、焊缝集中、焊接难度大,用传统的常规脉冲焊接方法进行焊接,难以保证焊接接头质量[4-5]。
与常规脉冲MIG焊相比,高频脉冲MIG焊在相近的焊接线能量(热输入)下可获得更大的脉冲电弧能量密度,具有明显的优势[6-7]:(1)“一脉一滴”的高频、高速熔滴过渡特点,使焊接速度更快,与常规脉冲MIG焊相比,焊接速度可提高30%~40%;(2)弧柱收窄,具有压缩电弧特性,增加了焊接熔深及电弧的穿透力;(3)熔池金属在周期性变化的力的作用下得到了充分的振荡、冲击和搅拌,有效降低焊接气孔的敏感性;(4)基本无焊接飞溅。
本文采用高频脉冲MIG深熔焊工艺方法,对15 mm厚的6082-T6铝合金板进行对接焊,研究了接头的焊接成形、微观组织和力学性能,以期为地铁铝合金焊接制造的工程化应用提供研究依据。
1 试验材料与试验方法
1.1 试验材料及焊接准备
采用常规脉冲MIG焊(深熔焊模式)和高频脉冲MIG焊两种焊接方法。高频(高速)脉冲MIG/MAG焊机的工作原理:利用双芯片精确控制IGBT变频焊机的输出电弧工作方式,使焊机输出“不间断”脉冲电弧即高速脉冲弧,从而增大电弧的线能量,利用芯片高速运算、模拟斩波输出焊接波形,使熔滴过渡频率提高,焊接电流越大,频率提升越大。
试验母材为2块规格300 mm×150 mm×15 mm的6082-T6铝合金,焊材选用直径1.2 mm的ER5356,母材和焊材熔敷金属的化学成分和力学性能见表1、表2。接头条件:坡口角度40°,焊接间隙1 mm,钝边0~0.3 mm。为便于对比分析,常规脉冲MIG焊接头简称为O401接头,高频脉冲MIG焊接头简称为G401接头。G401接头焊接线能量为15.21 kJ/cm,O401接头焊接线能量为17.12 kJ/cm。保护气体采用纯度99.999%的氩气,气流量为20 L/min。实际施焊的接头条件和工艺参数见表3。

表1 主要化学成分(质量分数,%)Table 1 Main chemical compositions (wt.%)

表2 主要力学性能Table 2 Main mechanical properties
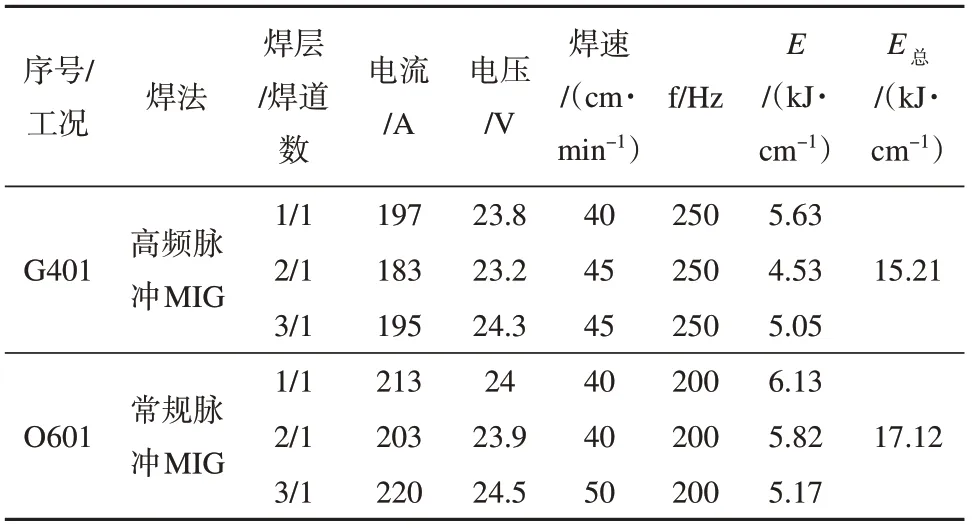
表3 实际焊接工艺参数Table 3 True welding process parameters
1.2 试验方法
1.2.1 焊接接头的金相观察和组织分析
参照EN ISO 17639:2022《焊接接头的宏观和显微检验》标准的规定[8],截取接头的横向试样,用DMi8型莱卡金相显微镜观察和分析O401和G401接头的宏观形貌和金相组织,对比分析焊缝成形的宏观形貌、根部的坡口面熔深及焊缝和过热区的微观组织特征。
1.2.2 拉伸断口SEM观察和分析
使用SUPRA-55场发射扫描电镜观察和分析接头拉伸标准试样断口,判断其断裂特征。
1.2.3 焊接接头力学性能测试和分析
(1)拉伸试验。参考标准EN ISO 4136:2022《焊接接头的横向拉伸试验》[9],使用WDW-300E微机控制电子式万能试验机,对G401、O401接头的标准试样进行拉伸试验,拉伸速度为2 mm/s。拉伸标准试样的形状、尺寸和规格如图1a所示。
(2)弯曲试验。参照标准EN ISO 5173:2016《金属材料焊缝的有损检验-弯曲试验》的规定[10],使用DLGX-E001万能试验机对接头进行侧弯试验,评定焊缝的塑性及是否存在未熔合的焊接缺陷。弯曲试样的形状、尺寸和规格见图1b。
2 试验结果与分析
2.1 焊接接头的宏观形貌分析
G401、O401接头的宏观形貌如图2所示。由图可知,在相同的接头条件下,与常规脉冲MIG焊相比,采用较小的焊接线能量(EG401=15.21 kJ/cm,EO401=17.12 k J/cm,焊接热输入减小约11%),高频脉冲MIG深熔焊接头的根部熔深较大,为4.8 mm,根部熔深增加约14%(4.2 mm→4.8 mm),且两种接头的焊缝与母材熔合良好,焊接成形良好,焊缝的外观质量达到EN ISO 10042:2005《铝及其合金弧焊接头的缺陷评定组别》的B级焊缝的要求[11]。
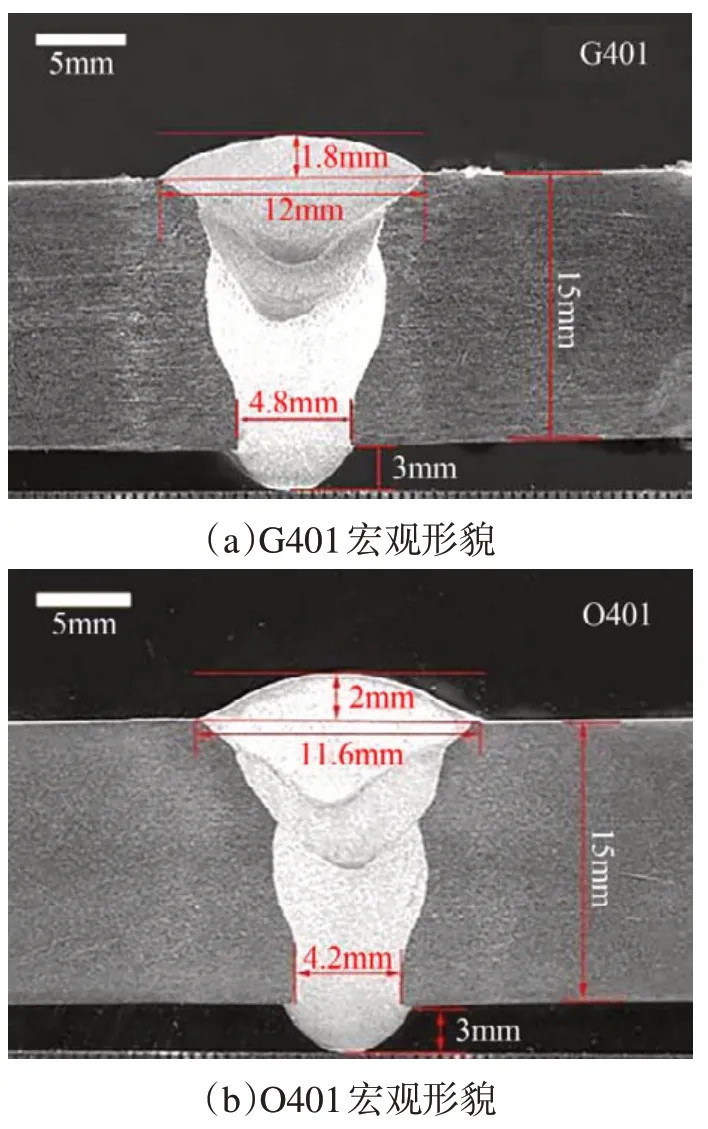
图2 两种工况下的焊接接头宏观形貌Fig.2 Macro morphology of welded joints under two working conditions
2.2 焊接接头的微观形貌分析
O401和G401接头盖面熔合区的显微组织如图3所示,两种接头的显微组织类型相同,均为α-Al固溶体基体+化合物析出相。焊缝靠近熔合线一侧形成了沿着散热方向生长、较为粗大的柱状晶组织。相比G401接头,O401接头过热区的晶粒更为粗大(见图3b),这可能是常规脉冲MIG焊的能量密度集中度不及高频脉冲MIG焊,焊接热输入又较大(17.12 kJ/cm)的原因。

图3 G401与O401接头盖面熔合区金相组织Fig.3 Metallographic structure of the fusion zone of G401 and O401 joint cover

图4 拉伸试样断口扫描形貌Fig.4 Fracture scanning morphology of tensile specimens
2.3 焊接接头拉伸性能试验结果与分析
G401和O401接头的拉伸试验结果如表4所示,G401和O401工况的平均抗拉强度分别为237.7 MPa和227.8 MPa,接头的强度系数T[Rm(W)/Rm(BM)],即接头的抗拉强度/母材抗拉强度的下限,分别为79.2%和75.9%。由此可见,G401和O401接头的强度系数都超过了60%,均满足EN ISO 15614-2:2005《铝及其合金弧焊工艺评定》的要求[12],这是因为焊接填充量较小,热影响区过热软化程度较低,同时选择了40°坡口角度(标准一般为70°坡口角度)。与O401接头相比,G401接头的强度系数提高了约4%,这归因于高频脉冲MIG焊的压缩电弧能量密度较为集中,以及在相同的接头条件下,其热输入较小(E=15.21 kJ/cm)。

表4 G401和O401接头的拉伸试验结果Table 4 Tensile test results of welded butt joints G401 and O401
两种接头的拉伸试样均断裂于热影响区的软化区。拉伸断口的形貌特征相似,为大量的韧窝形貌,呈现出典型的韧性断裂特征。
2.4 焊接接头弯曲性能试验结果与分析
O401和G401接头的侧弯试验结果如图5所示。当弯曲角度达到180°时,侧弯试样的受拉面没有发现裂纹。这表明两种接头的塑性良好,焊缝根部、层间、焊缝与母材熔合区的熔合情况良好,没有出现未熔合的缺陷。

图5 侧弯试样Fig.5 Side bending specimen
3 结论和建议
(1)板厚15 mm的6082-T6铝合金G401和O401接头成形良好,质量达到B级焊缝的要求。焊缝金属层间、焊缝金属与母材熔合良好,未出现未熔合等缺陷。高频脉冲MIG深熔焊能显著提高焊缝根部的熔深,与O401接头相比,在焊接热输入降低约11%的情况下,G401接头的根部熔深增加约14%。
(2)G401和O401接头的组织类型相同,均为α-Al固溶体基体+化合物析出相。与G401接头相比,O401接头的焊接热影响区过热区的晶粒较为粗大。
(3)G401和O401接头的拉伸试样呈典型的塑性断裂。与O401接头相比,G401接头的强度系数略高,高出约4%,达到79.2%,均满足铝合金焊接工艺评定标准的要求。经180°弯曲,两种接头的侧弯试样受拉面均未发现裂纹,焊接接头的塑性良好。
(4)高强铝合金进行MIG焊接,在现行欧洲(国际)标准的基础上,建议考虑选用新型电弧焊工艺,并适当调整接头条件,如适当减小焊接坡口角度。这样可以减少焊接填充量、焊接线能量(热输入),提高焊接生产效率,同时也能降低焊接热损伤,进而提高接头的强度系数。
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
智能建筑电气技术(2022年2期)2022-02-06
焊接(2020年9期)2020-12-28
制造技术与机床(2019年9期)2019-09-10
电子制作(2019年10期)2019-06-17
电子制作(2017年22期)2017-02-02
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
山东冶金(2015年5期)2015-12-10
铁路通信信号工程技术(2014年6期)2014-02-28
