无人机机翼用复合材料的胶接与性能研究
2023-10-24 07:15胡江,苏菠
合成材料老化与应用 2023年5期
胡 江,苏 菠
(广西警察学院,广西 南宁 530200)
随着现代化电子信息技术和材料产业的快速发展,基于小型化、信息化和轻量化[1]的无人机产业迎来了良好发展机遇,这主要是因为:不仅军用无人机可以应用于高科技战争[2],如通用原子公司制造的MQ-1捕食者无人机,能够发射AGM-114地狱火空对地导弹;工业无人机和消费无人机还可以应用于农业植保、地质勘探、森林防火、视频航拍和遥控玩具等领域[3-4]。且由于低人工干预、高自主、高智能科技发展的需要,轻量化无人机也逐渐朝着多元化趋势方向发展,这就要求现代化无人机具有质量轻、强度高、耐腐蚀、耐辐照等性能[5-7]。其中,碳纤维和铝合金由于具有较高的比强度、耐腐蚀性能等而成为了无人机机翼用材的首选[8],然而在使用过程中,碳纤维与铝合金属于不同的材料,物理和化学性质方面存在较大差异[9],需要采用胶接方式实现二者的连接,但是胶接过程中传统胶接工艺会由于工艺参数控制不当等因素,严重影响无人机机翼用碳纤维/铝板的胶接强度,且胶接过程中还存在稳定性差等问题[10-11]。在此基础上,本文创新性将超声振动引入碳纤维/铝板的胶接工艺中,探索了基于超声振动的胶接工艺参数对碳纤维/铝板的胶接强度的影响,结果将有助高胶接强度的无人机机翼用碳纤维/铝板的胶接工艺开发并推动其在实际工业中的应用。
1 材料与方法
1.1 试验材料
试验材料包括:威海豪仕达碳纤科技有限公司提供的3K-T700碳纤维板,尺寸为102.7mm×26.5mm×2.5mm;西南铝业股份有限公司提供的7075+Er合金板,尺寸为102.7mm×26.5mm×2.5mm。
1.2 胶接工艺
胶接试样的尺寸示意图如图1所示,胶黏剂为3MDP460型AB胶胶黏剂。胶接过程中控制的胶接工艺参数包括振动时间、振动压力、振动位置(振动工具头至铝板的距离)和振动幅值[12],选择4因素5水平正交试验法研究胶接工艺参数对无人机机翼用碳纤维/铝板胶接性能的影响,正交试验见表1。
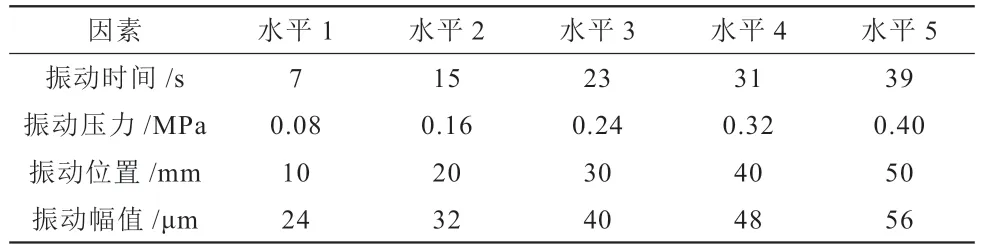
表1 4因素5水平正交试验表Table 1 Four factor and five levels horizontal orthogonal test

图1 无人机机翼用碳纤维/铝胶接试样的尺寸示意图Fig. 1 Dimension diagram of carbon f iber/aluminum adhesive specimen for UAV wing
1.3 测试方法
根据ASTM D5868-01标准,在MTS-810型液压伺服万能材料试验机上对无人机机翼用碳纤维/铝板胶接试样进行拉伸,拉伸速率为5mm/min,温度为室温,并记录破坏时的最大荷载,计算碳纤维/铝板胶接试样的胶接强度[13]。采用JSM 6800型钨灯丝扫描电子显微镜观察碳纤维/铝板胶接接头的断口形貌。
2 结果与分析
2.1 正交工艺
表2为无人机机翼用碳纤维/铝胶接试样的正交试验结果,以碳纤维/铝胶接接头的最大拉伸荷载和胶接强度作为评价指标。

表2 无人机机翼用碳纤维/铝胶接试样的正交试验结果Table 2 Orthogonal test results of carbon fiber/aluminum adhesive specimens for UAV wing
图2为正交试验表的均值主效应图。从正交试验结果和均值主效应图可知,在其它胶接工艺参数不变前提下,胶接工艺参数中的振动时间、振动压力、振动位置和振动幅值都会在一定程度上影响碳纤维/铝胶接接头的最大拉伸荷载和胶接强度。
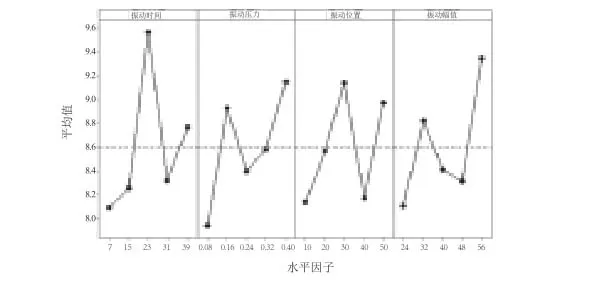
图2 正交试验表的均值(胶接强度)主效应图Fig. 2 The main effect diagram of the mean adhesive strength in the orthogonal test table
表3为正交极差分析结果,其中极差R反映了胶接工艺参数(振动时间、振动压力、振动位置和振动幅值)对胶接强度的影响,R值越大则表示对应的胶接工艺参数对碳纤维/铝胶接接头胶接强度的影响越大[14]。从表3的计算结果可知,对胶接强度影响从大至小的顺序为:振动时间>振动幅值>振动压力>振动位置。对于碳纤维/铝胶接接头的胶接工艺而言,振动时间对胶接接头的影响最大,其次为振动幅值,而振动位置对胶接强度的影响最小。从正交极差分析结果优化得到的碳纤维/铝胶接接头的最佳工艺参数为A3B5C3D5,即振动时间23s、振动压力0.40MPa、振动位置30mm和振动幅值56μm,此时碳纤维/铝胶接接头胶接强度最大。
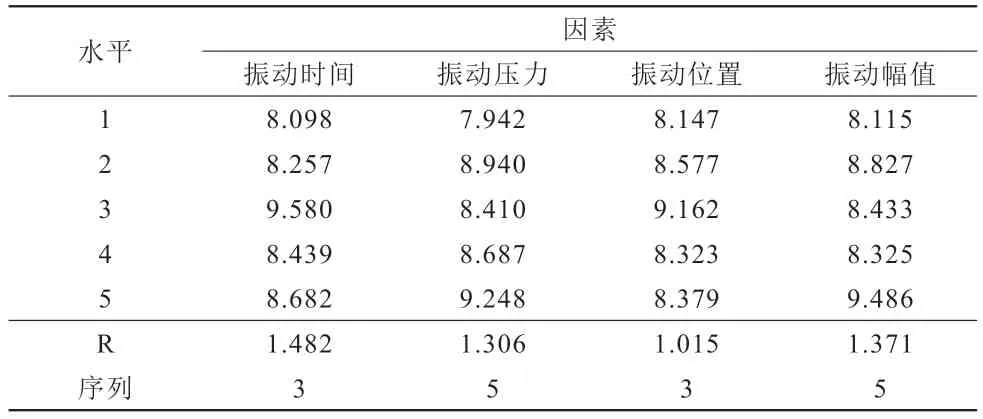
表3 正交极差分析结果Table 3 Results of orthogonal range analysis
2.2 对比验证
为了进一步证实超声振动强化对碳纤维/铝胶接接头的胶接强度的影响,在不施加超声振动的条件下,对碳纤维/铝板进行了胶接,其他工艺参数一样。将最优工艺下胶接接头的力学性能作为优化组,不施加超声振动的胶接接头的力学性能作为传统组,对比结果见表4。

表4 优化组与传统组的力学性能测试结果Table 4 Mechanical property test results of optimization group and traditional group
对比分析可知,传统组试样的最大拉伸荷载平均值为4735N,优化组的最大拉伸荷载平均值为6730N,传统组试样的胶接强度平均值为7.43MPa,优化组的胶接强度平均值为10.52MPa。可见,相较于未施加超声振动的胶接接头,正交优化工艺下胶接接头的最大拉伸荷载平均值提高42.13%,胶接强度平均值提高41.59%。此外,相较于传统胶接接头,优化组胶接接头的胶接强度波动幅度较小,这主要与施加超声振动处理提高了胶接接头的稳定性有关[15-17]。
图3为无人机机翼用碳纤维/铝胶接接头的断口形貌。对比分析可知,传统组界面处可见较多的孔隙,且断面处可见明显裂纹;相较传统组试样,优化组断面孔隙较少,且界面处未发现明显微裂纹或者裂纹较小,表明在拉伸过程中界面结合力较强,这主要与胶接过程中超声振动处理有助于降低界面结合处的胶接缺陷[18]、提升胶接质量有关。此外,在超声振动过程中,胶黏剂在胶接区域的流动与填充会由于超声振动的存在而取得更好的浸润效果[19],胶黏剂与基体的结合更加紧密,有效粘结面积也会更大[20],胶接强度因此而提升。

图3 无人机机翼用碳纤维/铝胶接接头的断口形貌Fig. 3 Fracture morphology of carbon fiber/aluminum adhesive joint for UAV wing
3 结论
(1)采用超声振动方式对无人机机翼用碳纤维/铝板进行了胶接处理,正交试验结果表明,对胶接强度影响从大至小的顺序为:振动时间>振动幅值>振动压力>振动位置。
(2)从正交极差分析结果优化得到的碳纤维/铝胶接接头的最佳工艺参数为A3B5C3D5,即振动时间23 s、振动压力0.40 MPa、振动位置30 mm和振动幅值56 μm,此时碳纤维/铝胶接接头胶接强度最大。
(3)传统组试样的最大拉伸荷载平均值为4735 N,优化组的最大拉伸荷载平均值为6730 N,传统组试样的胶接强度平均值为7.43 MPa,优化组的胶接强度平均值为10.52 MPa。可见,相较于未施加超声振动的胶接接头,正交优化工艺下胶接接头的最大拉伸荷载平均值提高42.13%,胶接强度平均值提高41.59%。
猜你喜欢
武汉工程职业技术学院学报(2022年1期)2022-04-13
一重技术(2021年5期)2022-01-18
北京航空航天大学学报(2020年10期)2020-11-14
智能城市(2018年7期)2018-07-10
现代工业经济和信息化(2016年8期)2016-05-17
航空学报(2015年4期)2015-05-07
西安建筑科技大学学报(自然科学版)(2014年2期)2014-11-12
中学数学杂志(高中版)(2014年2期)2014-05-26
电测与仪表(2014年6期)2014-04-04
振动、测试与诊断(2014年5期)2014-03-01