支重轮用40Mn2-LS 大棒材的研制
2023-08-15 02:16刘海涛刘岩张龙张建元杜东福
鞍钢技术 2023年4期
刘海涛,刘岩,张龙,张建元,杜东福
(凌源钢铁股份有限公司,辽宁 凌源 122500)
40Mn2-LS 为凌源钢铁股份有限公司(以下简称“凌钢”)供终端客户技术协议牌号,属于中碳调质锰钢,具有较高的强度、良好的塑性及耐磨性,用于生产工程机械支重轮。 但是凌钢生产的国标40Mn2-LS 圆钢末端淬透性J15 硬度值较协议要求高4 HRC 左右,锰含量低于协议要求,因此,必须调整工艺以满足客户要求。 通过优化相关冶炼和轧制工艺,采取对应措施后,成功生产了符合客户要求的40Mn2-LS 大棒材。 本文对此做一介绍。
1 开发方案
1.1 成分设计
40Mn2-LS 作业条件复杂、恶劣,结合下游客户加工、热处理工艺特点,设计化学成分时应该考虑以下6 点:
(1)碳含量过高影响产品焊接性能,同时增加淬火裂纹的敏感性;
(2)较高的锰含量可以增加产品的耐磨性;
(3)采用铝、钛微合金化细化晶粒;
(4)钢中残硼含量对淬透性影响较大,需控制在0.000 5%以内;
(5)钛能改变钢中硼的存在形式,降低钛会减少固溶硼中的有效硼,降低钢的淬透性[1-2],将钛含量由国标的0.030%降低至0.015%,以保证产品淬透性符合要求;
(6)化学成分需窄范围控制,且磷、硫含量需分别控制在0.020%、0.015%以下。
凌钢设计的40Mn2-LS 钢化学成分如表1所示。

表1 40Mn2-LS 钢化学成分(质量分数)Table 1 Chemical Compositions in 40Mn2-LS Steel (Mass Fraction)%
1.2 工艺路线
120 t 复吹转炉冶炼→120 t LF 炉精炼→120 t RH 真空精炼→连铸390 mm×510 mm 大方坯→缓冷→圆材轧制。
2 工艺控制
2.1 转炉冶炼工艺
40Mn2-LS 钢具有白点敏感性,在冶炼时要尽可能保证冶炼物料干燥,合金料要求经过烘烤400 ℃以上方可使用; 为降低钢水中的氧含量,减少钢中夹杂物,要求终点碳控制大于0.10%;出钢时以滑板挡渣为主,配合挡渣塞及挡渣锥共同完成挡渣操作,下渣量控制在50 mm 以内,以降低钢中的磷含量;为降低钢中残硼含量,保证产品淬透性满足客户要求,控制加入钢中含硼量高的合金和辅料,采用低硼精炼渣代替预熔型铝酸钙进行顶渣改质,采用中碳锰铁和硅铁代替硅锰合金进行锰、硅成分初合金化。
2.2 LF 精炼工艺
LF 精炼采用电石、铝粒等脱氧材料进行快速脱氧,保证在供电10 min 内形成白渣,以强化脱氧、去夹杂效果;保持白渣时间不小于20 min,渣中FeO+MnO≤1.0%;精炼处理结束后通过钙处理模型软件计算喂钙线量,进行精准钙处理,使Al2O3夹杂物与CaO 形成低熔点、 低密度的12CaO·7Al2O3,避免水口结瘤发生。
2.3 RH 真空精炼工艺
RH 过程锰含量降低较多,最多达0.07%。 由相关文献[3-4]可知,中高锰钢在RH 生产过程中锰元素存在气化的现象,锰含量越高,深真空处理时间越长,锰元素损失越多,因此将锰含量按内控目标值提高0.04%。RH 精炼对钢液进行真空脱气,工作真空度≤67 Pa 保持20 min,保证钢水中w[H]≤0.000 2%,有效降低钢液中气体含量。 真空精炼结束后软吹氩时间≥20 min,保证夹杂物充分上浮。
2.4 连铸工艺
生产前检查铸机对弧、对中,保证对弧、对中精度,检查二冷喷淋状态保证冷却均匀。生产过程中,采用中间包长水口保护浇铸并吹氩密封,以防止钢水二次氧化。对于裂纹敏感钢种,传统的二冷水量设计思路为降低比水量,缓慢冷却,避免产生裂纹。 通过研究40Mn2 裂纹产生机理并结合凌钢实际工况,设计40Mn2-LS 钢的二冷比水量为0.18 L/kg,在铸坯矫直区域避开钢种脆性区间的前提下,提高冷却强度,使铸坯在矫直区具有足够的坯壳强度抵抗应力,避免产生裂纹。 40Mn2-LS钢锰含量较高,柱状晶发达,等轴晶区相对较小[5],采用M-EMS+F-EMS+轻压下技术有效改善铸坯内部质量。
2.5 轧制工艺
40Mn2-LS 属于裂纹敏感钢,铸坯加热时,若预热温度过高、加热速度过快,易造成铸坯内外温差大,热应力大,从而产生应力裂纹。 凌钢采用预热段不开烧嘴、 利用其它三个高温段炉气余温低温预热钢坯技术,使铸坯在500 ℃之前形成缓慢预热环境,避免了表面大裂纹的产生。 40Mn2-LS钢铸坯加热温度如表2 所示。
《中共中央国务院关于进一步加强和改进大学生思想政治教育的意见》指出:“社会实践是大学生思想政治教育的重要环节,对于促进大学生了解社会了解国情、增长才干、奉献社会,锻炼毅力、培养品格,增强社会责任感具有不可替代的作用。”[1]校企合作培养模式下大学生到企业(公司)进行生产实习,是一种很好的实践方式,在这一环节加强思想政治教育,注重理论与实践相合,将会有效地提高思想政治教育的针对性,增强思想政治教育的育人功能。
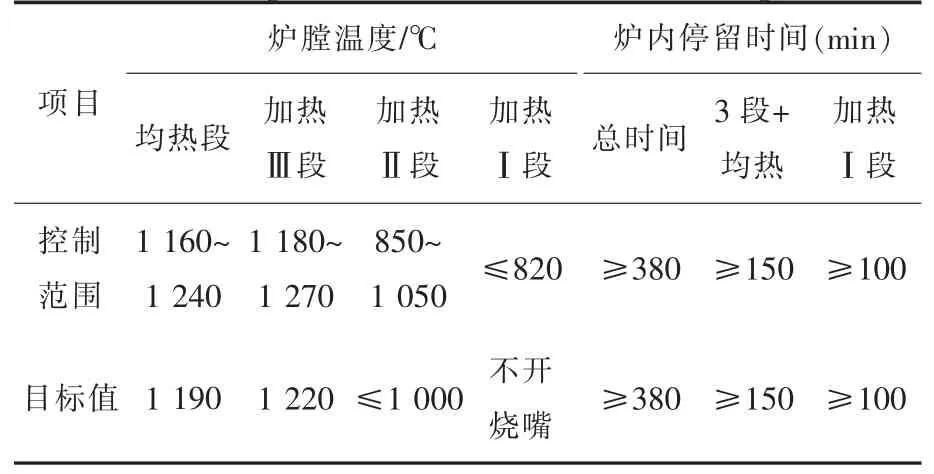
表2 40Mn2-LS 钢铸坯加热制度Table 2 Heating Schedule for 40Mn2-LS Casting Blanks
3 结果分析
3.1 铸坯质量
生产的40Mn2-LS 化学成分见表3。从表3 看出,40Mn2-LS 钢的化学成分均满足协议要求。

表3 40Mn2-LS 化学成分(质量分数)Table 3 Chemical Compositions in 40Mn2-LS Steel (Mass Fraction)%
为避免铸坯在轧制圆钢和用户深加工过程出现裂纹等质量缺陷,对试制铸坯进行了逐支表检,未发现凹陷、结疤、渣坑、裂纹等表面缺陷。对试制铸坯逐炉抽样进行了横截面酸洗低倍组织检验,40Mn2-LS 铸坯低倍组织形貌见图1。 铸坯的内部质量较好,中心偏析0 级、中心疏松0.5 级、无中心缩孔。
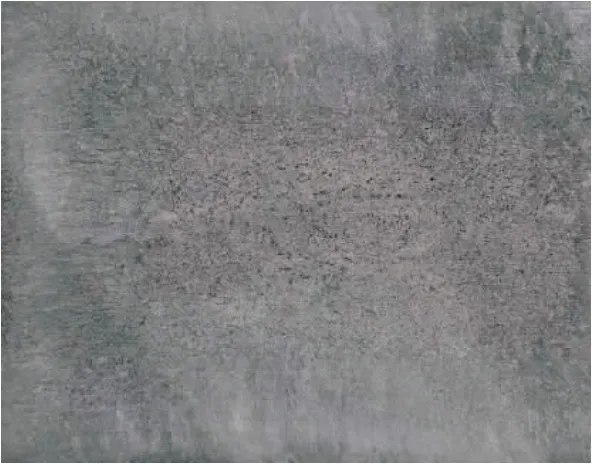
图1 40Mn2-LS 铸坯低倍组织形貌Fig. 1 Macrostructure Appearances of 40Mn2-LS Casting Blanks
3.2 圆钢质量
(1)低倍组织
对轧制成材的圆钢分批取样进行低倍酸洗,以检验其内部低倍组织情况,低倍组织形貌见图2所示,检验结果如表4 所示。

图2 40Mn2-LS 圆钢低倍组织形貌Fig. 2 Macrostructure Appearances of 40Mn2-LS Round Steel
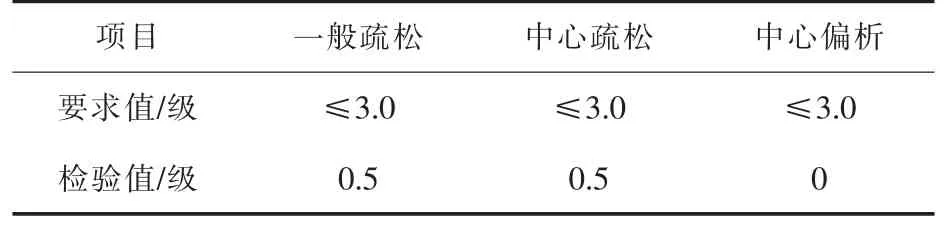
表4 40Mn2-LS 铸坯低倍组织Table 4 Macrostructures in 40Mn2-LS Casting Blanks
由表4 看出,试样一般疏松、中心疏松等级均为0.5 级,中心偏析0 级,完全满足40Mn2-LS 技术协议中的相关要求。
(2)力学性能
40Mn2-LS 作为支重轮用钢,要求其具有较高的强度和良好的塑性。 对生产的圆钢进行力学性能检验,检验结果如表5 所示。
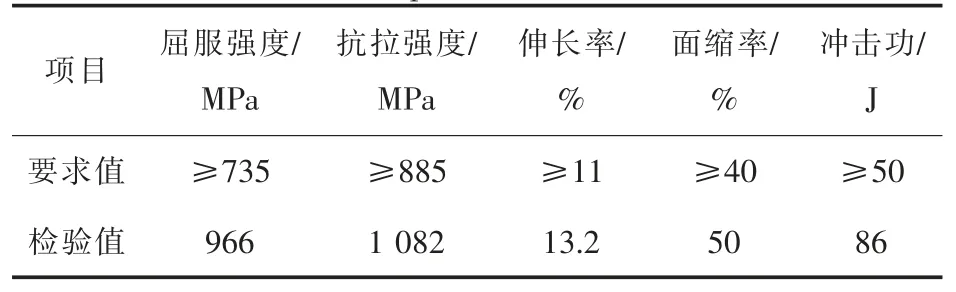
表5 40Mn2-LS 圆钢力学性能Table 5 Mechanical Properties of 40Mn2-LS Round Steel
(3)非金属夹杂物
非金属夹杂物通常使产品的塑性、韧性、强度和疲劳性能受到显著影响。 40Mn2-LS 圆钢非金属夹杂物检验结果见表6。
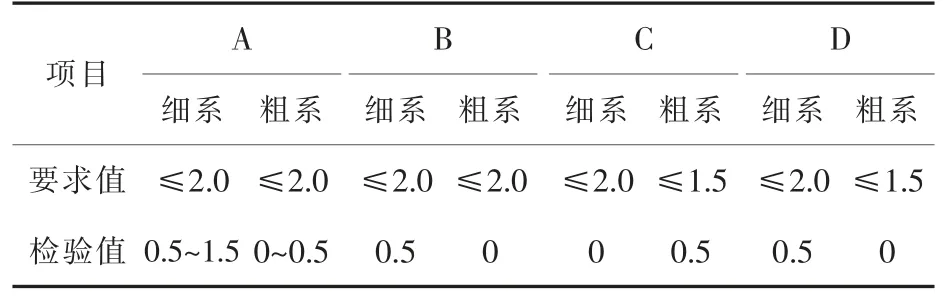
表6 40Mn2-LS 圆钢非金属夹杂物Table 6 Non-metallic Inclusions in 40Mn2-LS Round Steel
由表6 看出,由于40Mn2-LS 钢采用LF+RH精炼工艺,加强精炼造白渣操作及软吹氩搅拌,充分脱除钢中气体和促进非金属夹杂物的上浮,非金属夹杂物含量低,完全满足技术协议中的相关要求。
(4)晶粒度
细晶粒钢具有较高的冲击韧性和抗拉强度,同时具有精加工性及深冲性特点。 通常细化晶粒的手段是向钢中加入Al、Nb、Ti、V 等微合金化元素,通过上述元素与钢中氮、碳形成氮化物、碳化物在钢中弥散分布以阻止晶粒长大达到细化晶粒目的。 40Mn2-LS 钢中含有Al、Ti 细化晶粒元素,经检验,晶粒度均在8.5 级,完全满足协议中≥5 级的要求。 40Mn2-LS 圆钢晶粒度见图3。
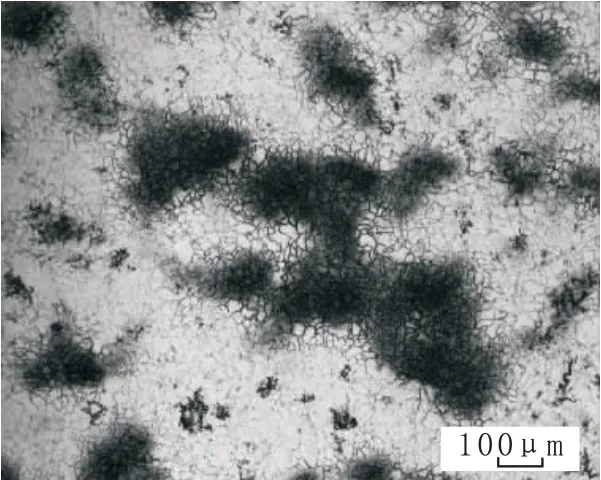
图3 40Mn2-LS 圆钢晶粒度Fig. 3 Grain Size of 40Mn2-LS Round Steel
(5)末端淬透性
钢的淬透性是钢的热处理工艺性能,支重轮用钢在淬火条件下,淬透性对其力学性能有重要影响。 40Mn2-LS 圆钢末端淬透性检验结果见表7。
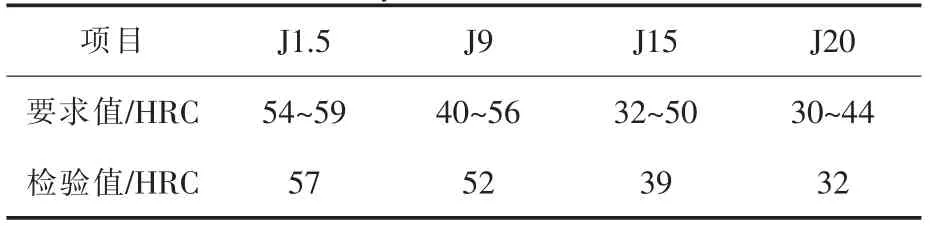
表7 40Mn2-LS 圆钢末端淬透性Table 7 Hardenability of 40Mn2-LS Round Steel End
由表7 看出,通过将钛含量由原工艺的0.030% 降低至0.015%,采用低硼物料,将钢中残硼由0.000 6%~0.000 8%降低至0.000 5%以内,40Mn2-LS 大棒材J15 硬度值较国标40Mn2 明显降低,末端淬透性检验结果符合协议要求。
采用的控钛新工艺也可推广到40Mn2、37Mn5、45Mn2 等国标牌号,能够降低生产成本。
4 结论
(1)通过控制加入钢中含硼高的合金和辅料,成品残硼控制在0.000 5%以下;减少钢中钛加入量,降低有效硼含量,使40Mn2-LS 大棒材关键指标末端淬透性满足要求。
(2)适当提高进RH 真空的钢水锰含量,满足了40Mn2-LS 大棒材的锰含量要求。
(3)40Mn2-LS 大棒材内外部质量良好,钢质纯净度较高,晶粒细小均匀,各项力学性能指标均满足客户要求。
(4)采用的控钛新工艺也可推广到40Mn2、37Mn5、45Mn2 等国标牌号,以降低生产成本。
猜你喜欢
昆钢科技(2021年1期)2021-04-13
四川冶金(2019年5期)2019-12-23
读写算·高年级(2017年3期)2017-03-21
上海金属(2016年1期)2016-11-23
天津冶金(2014年4期)2014-02-28
天津冶金(2014年4期)2014-02-28
钛工业进展(2014年5期)2014-02-28
热处理技术与装备(2014年6期)2014-01-10
热处理技术与装备(2014年6期)2014-01-10
热处理技术与装备(2014年6期)2014-01-10