焦炉炉体热修维护安全技术创新应用
2023-08-03 09:26王利
河南冶金 2023年1期
王 利
(河钢集团宣钢公司)
0 引言
河钢宣钢焦化厂1#、2#焦炉结构为双联火道、废气循环、焦炉煤气下喷、高炉煤气侧入的复热式焦炉,1#、2#焦炉分别于1989 年和1993 年投产使用。在生产过程中,随着焦炉炉体的老化,炭化室墙面容易出现熔洞,继而发生窜漏。为了消除炉墙熔洞、窜漏问题带来的影响,在对炉墙熔洞进行及时挖补处理的同时,还需要对堵塞的斜道进行处理。随着焦炉炉龄的增加,炭化室墙面磨损、剥蚀加剧,燃烧室立火道经常进入异物,出现立火道堵塞现象,从而造成加热煤气、空气斜道口堵塞,进而形成死眼,影响正常的加热制度和稳定的生产秩序。为了稳定焦炉加热制度,需要对焦炉燃烧室立火道进行疏通处理。而传统的焦炉炉体热修维护安全技术已经不能很好地解决这些问题,因此,针对这些问题,笔者对焦炉热修维护安全技术进行了创新研究。
1 传统焦炉炉体热修维护安全技术
1.1 传统挖补方法
传统的挖补方法需要将挖补的炭化室停产,对相邻炭化室进行缓冲,待炭化室降温后进行局部挖补[1]。这种方法操作繁琐、修补时间长,不仅影响生产进度,还会造成炉温大幅度降低,容易使硅砖发生晶型转化,从而影响焦炉的使用寿命。
还有一种方法是采用陶瓷焊补[2],但是这种方法不仅操作繁琐,操作技术要求高,而且需要配备陶瓷焊补机,投资较大。
1.2 传统疏通方法
传统的疏通方法包括钢钎疏通法和炭化室挖洞疏通法。钢钎疏通法的弊端是将异物捅入到蓄热室内,造成蓄热室阻力增加,影响高炉煤气和空气在各立火道间的分配,造成横排温度不匀,从而影响焦炭成熟;炭化室墙面挖洞疏通法的弊端是破坏炉墙、工作量大,影响焦炭产量。
2 焦炉炉体热修维护安全技术创新
2.1 焦炉热态挖补炉墙熔洞技术
焦炉热态挖补炉墙熔洞技术规避了传统技术的弊端[3],修补过程简单,修补时间短,炉温降低幅度小,影响生产小。通过炭化室熔洞位置减量装煤,对应的立火道用棉丝堵塞,并挂钢网隔热石棉帘遮挡焦饼,粘贴耐高温硅酸铝板,达到修补炉墙所需控制温度。
具体方法:
(1)确定挖补的位置和大小;
(2)根据位置确定炭化室装煤量;
(3)装煤1 h 后将熔洞炉墙对应的立火道四通小孔板用棉丝堵塞;
(4)装煤3 h 后摘下炉门,对熔洞位置进行扒焦并清理干净底部尾焦;
(5)从炭化室顶部挂钢网隔热石棉帘遮挡焦饼;
(6)熔洞周围墙面粘贴耐高温硅酸铝板;
(7)拆除损坏的炉墙砖,对相应燃烧室斜道、洞口周围清理干净,找见旧砖茬;
(8)加工提前预热好的新砖,用高强粘结剂与旧砖茬接在一起;
(9)清理杂物和硅酸铝板,取走石棉帘;
2.2 立火道异物疏通方法
对焦炉立火道疏通方法进行创新,采用“立火道异物疏通方法”,借助特殊的疏通工具,将立火道内的杂质“抽取”出来,达到操作简单,投资少,不影响正常生产的效果,彻底解决了传统疏通方法增加焦炉加热阻力和破坏炭化室墙面的弊端。该方法包括焦炉加热煤气转换调节、疏通工具安装准备、立火道疏通操作控制、疏通工具安全拆除、立火道疏通后加热制度恢复调节等步骤。该操作法利用高速流通气体通过后形成局部负压的原理,改变传统的疏通思路,变“捅透”为“抽通”,实现将堵塞立火道异物“抽取”出来的目的。
2.2.1 疏通清扫器的研制
疏通清扫器包括清扫头、压缩空气吹扫管、压缩空气抽取管。清扫头由不锈钢的内套筒和外套筒组成,外套筒的下端连接在内套筒的外周下部,内套筒与压缩空气抽取管相连接,压缩空气吹扫管与外套筒压缩空气导入孔相连接,压缩空气进口与内、外套筒间的圆环形空腔相连通,压缩空气输入管道与吹扫管相连接。清扫器结构如图1 所示。
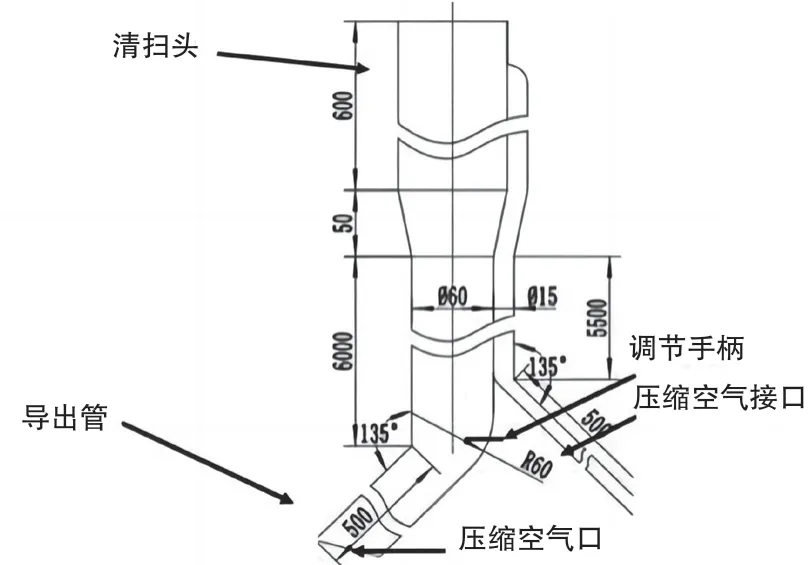
图1 立火道异物疏通清扫器
2.2.2 疏通方法
针对需要疏通部位,通过清扫头将压缩空气引入到立火道内,利用压缩空气吹扫管对堵塞的异物进行吹扫松动,再利用压缩空气抽取管负压将异物吸取出来。
2.2.2.1 焦炉加热煤气转换调节
(1)根据焦炉加热系统“同双前单”原理,确认需要“疏通的立火道”所对应的蓄热室排号。
(2)提前对需要疏通的燃烧室进行加热。
电磁发射技术可以方便地为实验室提供超高的速度,以便对目前比不可能达到的速度进行研究。可以进行高压、冲击物理实验、研究材料的状态方程等。
(3)打开下降气流蓄热室排号的空气进风门盖板,将风门开度调整为正常加热开度的70%。
(4)确认需要“疏通立火道”相“双联”的立火道未堵塞,减小下降气流蓄顶吸力(较正常加热吸力降低10~20 Pa)。
2.2.2.2 疏通工具安装准备
(1)确认疏通立火道炉号处于检修状态,装煤车磨电道停电。
(2)借助装煤车固定悬挂点上的定滑轮将清扫器吊起,放入堵塞的立火道内。
(3)接通“清扫器”压缩空气吹扫管。
(4)接通“清扫器”压缩空气抽取管,连通清扫器的动力源。
2.2.2.3 立火道疏通操作控制
(1)操作“清扫器”方向调节手柄,对准立火道堵塞部位。
(2)逐渐打开“清扫器”压缩空气吹扫管调节旋塞,控制压缩空气压力在20~30 MPa,待立火道上部异物松动后关闭吹扫管。
(3)逐渐打开“清扫器”压缩空气抽取管调节旋塞,控制压缩空气压力在30~40 MPa,移动“清扫器”清扫位置,将堵塞异物“抽取”到异物收集桶内。
(4)循环操作(2)~(3),将堵塞异物分层抽取出来,直到堵塞立火道彻底疏通。
2.2.2.4 疏通工具安全拆除
(1)拆除“清扫器”压缩空气抽取管,断开“清扫器”动力源。
(2)拆除“清扫器”压缩空气吹扫管。
(3)借助固定滑轮将清扫器垂直吊起。
(4)使用专用“套环”,拉住清扫器底部,慢慢减小定滑轮拉力,将清扫器平放在焦炉顶部(清扫器高温部位达到1 000 ℃左右,操作过程中要防止灼烫)。
(5)将“清扫器”运送到炉顶端台固定位置降温。
(6)装煤车磨电道送电,恢复正常生产。
2.2.2.5 热制度恢复调节
(1)恢复“疏通立火道”相“双联”的立火道吸力,蓄热室顶吸力恢复正常。
(2)打开下降气流蓄热室排号的空气进风门盖板,将风门开度恢复正常。
(3)恢复疏通燃烧室加热煤气。
3 应用效果
(1)改善了焦炭质量,焦炭抗碎强度M40 由83 提高到84,M10 耐磨强度由9.0 变为8.0。
(2)避免了传统热修方法对焦炉炉体的二次伤害,减少了燃烧室窜漏对炉体的危害,炉体使用寿命可延长3 年。
(3)有效杜绝了荒煤气的外逸,节约了加热煤气用量,焦炉荒煤气放散点火次数降低了80%,焦煤气消耗由项目实施前的平均183.57 m3/t 降低到实施后的平均178.42 m3/t。
(4)操作安全、快捷,实现了本质化安全提升,疏通工作由原来4 人操作降为2 人操作,降低了职工的劳动强度。
4 结语
焦炉炉体热修维护安全技术创新项目提出一种焦炉热态挖补炉墙熔洞的方法,一种焦炉立火道疏通清扫器和疏通方法,应用后系统运行稳定,操作简单方便,可靠度高,优化了焦炉加热制度,提高了炉温系数,减少了煤气放散、烟囱排放对环境的污染,获得了较好的经济效益、社会效益和环保效益。
猜你喜欢
轻金属(2023年1期)2023-03-04
家园·电力与科技(2021年12期)2021-12-22
轻金属(2021年2期)2021-02-26
玻璃(2020年2期)2020-12-11
玻璃(2020年2期)2020-12-11
中国金属通报(2019年11期)2019-12-14
四川有色金属(2019年2期)2019-08-02
工业炉(2016年1期)2016-02-27
河南冶金(2016年5期)2016-02-21
山东冶金(2015年5期)2015-12-10