焙烧炉火道墙裂纹产生原因及对策
2021-02-26 13:32:50李方义
轻金属 2021年2期
李方义,刘 涛
(索通发展股份有限公司,山东 德州 251500)
炭素敞开环式焙烧炉通常是由炉底、横墙、火道墙(含炉面浇注块)、侧墙及烟道等几部分组成。投产后的焙烧炉,其火道墙是维护最频繁、大修周期最短的构件。探究火道墙裂纹(或称裂缝)产生原因并提出相应对策,对降低维修成本和减少制品氧化,延长火道墙使用寿命等,均具有非常重要的现实意义。
1 火道墙裂纹类型
敞开式焙烧炉火道墙裂纹大致可以分为三类:①出现在火道墙上部两侧,其逐层错位加宽的砖缝呈斜向锯齿状,俗称“八”字裂纹;②出现在火道墙中下部的垂直或斜向贯通裂纹,严重时还伴有砖墙在缝隙两侧的错位现象;③出现在火焰燃烧区的外围,裂纹呈不规则“U”形居多。
2 火道墙裂纹成因分析及对策
2.1 火道墙“八”字形裂纹
典形火道墙“八”字形裂纹见下图1,其斜向缝隙均处于边部炉面浇注块的下方,有发端于边部炉面浇注块与中间炉面块接缝处下方的,有在边部炉面块中部甚或更靠近横墙位置的,且斜向锯齿状裂缝以1~2条居多,也有单侧2~4条小缝隙的情况出现。
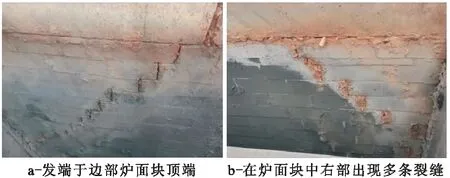
图1 火道墙两侧砖缝斜向开裂纹(俗称“八”字裂纹)
2.1.1 火道墙“八”字形裂纹形成原因
经对不同企业炉面浇注块尺寸及安装方式与“八”字裂纹多寡的比较,分析认为形成火道墙“八”字裂纹的核心原因有:
(1)火道墙封口砖与炉面浇注块之间摩擦阻力过大
因火道砖的热膨胀系数远大于炉面浇注块的热膨胀系数,受热膨胀已外延的火道墙,在冷却回缩过程中受到来自炉面块过大的摩擦阻力,将使部分封口砖不能复位,封口砖又带动其下方火道砖从砖缝撕裂;
(2)炉面浇注块预留伸缩缝偏小
因火道墙下沉和弯曲是焙烧生产过程中不可避免的现象,若炉面浇注块之间伸缩缝过小,火道墙无论是下沉还是弯曲,均将导致炉面浇注块之间相互挤压而使边部炉面块向横墙方向运动。边部炉面块位移时又带动其下方火道墙砌体外移,产生火道墙竖砖缝逐层台阶式错位加宽的状况。
2.1.2 减少火道墙“八”字形裂纹的对策
要减少或杜绝火道墙“八”字裂纹的产生,可从两方面入手:①设计,可以缩小炉面浇注块长度尺寸,使炉面浇注块有足够的伸缩间隙来适用火道墙的变形;②施工工艺,可使用塑料膜或陶瓷纤维毯隔开封口砖与炉面浇注块,避免耐火泥浆或耐火胶泥使两者粘结,以减少火道砖与炉面浇注块之间的滑动阻力。
2.2 火道墙中下部产生竖直或斜向贯通裂缝
仔细观察某企业火道墙贯通裂缝状况,发现3#火井孔下方为裂缝第一多发区,1#火井孔下方火道墙为裂缝第二多发区,且贯通裂缝中断裂的砖多为长度较长的砖。另外,贯通裂缝与拉砖及拉砖上下的牵引砖似乎有某种程度的关联:① 裂缝出现在拉砖立缝的延伸线位置;② 裂缝出现在拉砖牵引砖立缝的上下延伸线位置,且该种裂缝形式较为多见;③ 混合型裂缝,即上述两位置同时出现裂缝,且裂缝还可能斜向发展等。火道墙贯通裂缝形式见图2。

图2 火道墙贯通裂缝与拉砖及拉砖牵引砖位置关系(方块标注为拉砖位置)
2.2.1 火道墙中下部产生竖直或斜向贯通裂缝的原因
经对火道墙贯通裂缝综合考察和分析,我们认为竖直或斜向贯通裂缝的产生与以下因素密切相关:
(1)与拉砖的作用密切相关
对火道墙来讲,拉砖起到连接两侧火道墙的作用,被称作“拉砖”或“拉筋砖”是合适的,但对料箱来讲,拉砖更确切的说应叫“顶砖”。因焙烧炉料箱内成型炭素制品四周全是填充料,填充料的堆积密度800 kg/m3左右(≈柴油比重)。填充料产生的压力使火道墙向内挤压,而拉砖周围火道砖受拉砖支撑产生向外的反作用力,使拉砖周围的火道砖承受反向剪切力。另外,在生产过程中,火道必然要经历升温阶段→高温保持阶段→自然及强制冷却阶段等热工状态,而拉砖的温度变化是最迅速的,拉砖必然会把自身热胀冷缩的热应力变化传递给火道墙,使拉砖周围火道砖受到周期性的扰动,从而加速其周围火道砖结构的松动和开裂等。
(2)与火道墙不均匀高温蠕变有关
耐火材料在高温下承受低于其临界强度的力,长期作用下将产生缓慢而连续的变形,这种现象称为高温蠕变。对于火道墙而言,生产过程中火道墙中部温度往往要高于两侧温度。因不同区域火道墙砖温度的差异,使其在垂直方向蠕变收缩也是不一致、不均衡的,导致火道墙中部下沉、塌陷更多。不均匀下沉导致火道砖被微微架空,架空的耐火砖又在上层耐火砖重力和火道墙热膨胀的挤压力联合作用下形成剪切力,导致耐火砖先在最薄弱部位产生微裂→裂纹→断裂等,其后剪切应力释放,砌体发生类似多米诺骨牌效应,形成局域贯通裂纹。
(3)与火道砖的外形尺寸有关
已知耐火材料抗折强度的计算公式为[1]:
Rr=3/2* L·F/w·h2
(1)
式中:L——材料长度,mm;
w——材料宽度,mm;
h——材料厚度(高度),mm;
F——材料可承受的最大负荷,N。
按抗折强度公式反推每块砖可以承受的最大负荷:
F=2/3* Rr·w·h2/L
(2)
即每块砖的最大抗折负荷与砖的长度成反比,与砖的宽度和抗折强度成正比,与砖厚度的平方成正比。
这个公式很好地解释了为何贯通裂缝中断裂的砖基本都是长度较长的火道砖;为何使用厚度更大的火道砖(如134 mm厚)砌筑的火道墙贯通裂纹少,而使用薄一点的火道砖(如125 mm厚)砌筑的火道墙贯通裂缝多。虽然从125 mm提高到134 mm,厚度仅微微增加9 mm(7%),但同等长宽的砖的抗折能力已提升近15%!
(4)与火道砖内在品质(和生产单位)有关
耐火材料是由固相(结晶相和玻璃相)和气孔组成的多相非均质材料。固相的化学、矿物质组成,以及固相与固相、固相与气孔之间的宏观组织结构,本质上决定了耐火材料的性质。具有不同化学组成、矿物质组成及其分布结构特征的耐火材料,会表现出不同的化学性质和物理性能。对火道砖而言,荷重软化温度越高、气孔率越低、高温抗折强度越大、蠕变率越小,该砖的使用性能会更佳、更结实、更耐用。
生产低蠕变砖必须添加蓝晶石、红柱石或硅线石,以增强耐火材料的抗蠕变性能。蓝晶石、红柱石原料(Al2O3·SiO2)在常压下加热至1300~1350 ℃,开始转化成针状莫来石(3Al2O3·2SiO2)和少量熔融态SiO2。莫来石晶体是铝硅酸盐在高温下唯一稳定的形式,具有更高的耐火性能。红柱石砖的杂质很少,高温强度下降很小,还具有耐急冷急热、机械强度大、抗热冲击力强、抗渣性强、荷重软化点高等特点,并具有极高的化学稳定性(甚至不溶于氢氟酸)和极强的抗化学腐蚀性。部分企业在火焰燃烧区使用红柱石砖,已取得很好的效果。总之,火道砖内在品质对火道墙使用有极大影响,已得到众多企业的认可,而耐火材料生产企业的装备水平和信誉,也越来越多的为人们所重视。
(5)与火道墙排砖设计有关
长期以来,火道墙砖缝设计要求“横平竖直,上下层错缝,隔层对缝”。但对火道墙这种非均匀沉降砌体而言,恰恰是这种排砖设计方式助长了局域贯通缝的产生。因为只要有一块火道砖从中间断裂,马上就与上下层砖的立缝连成一线形成局域贯通缝,并可能引发多米诺骨牌效应(参见下图3-a)。
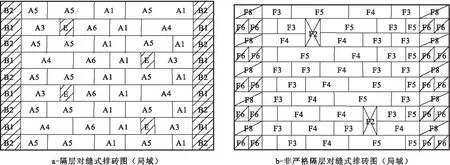
图3 两种不同类型排砖图设计局域图
某些企业使用加高F2拉砖设计了新的排砖图,新图采取了非严格隔层对缝式布局(见上图3-b),特别在中部区域,大量采用双层砖阻隔后才对缝的方式,这些企业的火道墙贯通裂纹就较少发生。
(6)似与耐火胶泥的粘结强度有关
耐火胶泥作为新型接缝材料,因其具有耐火度高、化学稳定性好、粘结强度高、使用性能好等特点,已在焙烧炉炉墙砌筑上得到广泛应用。同耐火泥浆一样,耐火胶泥要起到找平砖缝,实现砌体之间的粘结与气密性,以及用作砌体热胀冷缩的缓冲层的目的。因此调制的胶泥首先不能太稀,太稀的胶泥达不到上述效果;其次,胶泥的高温粘结强度也应略低于火道砖的高温抗折强度,否则起不到缓冲的作用。目前多台焙烧炉火道墙垂直裂缝的产生,虽无直接证据证明是因耐火胶泥高温粘结强度过高造成的,但已促使人们对胶泥强度的选择进行思考。笔者认为耐火胶泥高温抗折强度略低于火道砖的高温抗折强度才是合理的。
(7)与温度负荷有关
火道砖断裂与温度的关系,其核心还是与火道砖抗折强度的关系。因为温度越高,低蠕变砖抗折强度越小,火道砖抗折强度在高温区有明显衰减。如某企业低蠕变砖订货技术要求中规定:1200 ℃×0.5 h抗折强度≥12 MPa,1350 ℃×0.5 h 抗折强度≥6 MPa。可见“过烧”时火道砖抗折能力会严重下降,从而更容易产生断裂现象。
(8)与填充料的微量元素含量有关
低蠕变砖选材时,特别对氧化铁及碱金属、碱土金属氧化物含量作了规定,如某企业低蠕变砖要求:Fe203≤1.8%,Na2O+K2O≤0.6%,CaO+MgO≤0.6%。红柱石砖的指标要求更严格,因上述氧化物与Al2O3-SiO2系物质反应,将生成钙长石、橄榄石、钠霞石、钾霞石、白榴石等有害晶体。这些晶体熔点很低,会严重降低耐火材料的耐火度和使用性能。因此一些学者呼吁,填充料中的微量元素含量也要进行控制[2],否则,氧化钠、氧化铁、氧化钙和氟化物等在高温下渗透入墙体,形成变质层,也会导致耐火砖耐火度降低,抗剥落性能下降,最终必然会影响砖的使用性能和寿命。
(9)与其它外力作用有关
外力首推多功能天车装出炉过程中制品对墙体的挤压、碰撞等,其次风机产生的振动,人工调整制品位置的撬动,清理炉墙结焦及拆除或修理受损部位等操作,也会对火道墙带来不同程度的影响,在此不一一细表。
(10)与耐火材料使用时间有关
有文献给出耐火材料高温变形量与时间的关系式如下[1]:
(3)
式中:ε——变形量;
C——与材质、温度和作用力等因素相关的综合常数;
t——时间。
通常高温蠕变可分为高温压蠕变、高温拉伸蠕变、高温弯曲蠕变和高温扭曲蠕变等,这些蠕变现象在火道中均不同程度存在。当蠕变产生的应力超出耐火材料弹性范围就会导致材料损毁,这种现象称为蠕变断裂。公式表明,随着使用时间的推移,火道砖蠕变量将会不断增加,因蠕变引起的断裂缝也会有扩大的趋势。
2.2.2 延迟或减少火道墙竖直或斜向贯通裂缝的对策
以上列举了与火道墙贯通裂缝相关的十大因素,其中六项与设计、选材及施工有关,四项与生产有关。虽然我们无法从根本上杜绝贯通裂缝的产生,但可以采取一些措施延迟其出现,控制其劣化。
(1)优化火道墙设计和相关耐火材料选材
对新建焙烧炉或需要大修的火道墙,可重新设计砖的外形尺寸和排砖图,并选用企业信誉好、产品质量优的耐火材料进行建造,以提高火道墙的结构强度和抗蠕变能力,夯实焙烧炉先天物质基础。
(2)控制焙烧温度,防范火道墙“过烧”
一般最高焙烧温度设置要低于火道砖荷重软化点300 ℃以上为佳,天然气压力设置也不宜过高,并要保证适宜的负压,以防火道局域“窝火”。
(3)加强生产操作及维护管理
要及时清理炉墙结焦;按规程对大于3 mm的缝隙进行及时修补;并严格监督装出炉工作,减少制品对火道墙的碰撞、挤压等。
(4)使用优质填充料
在条件许可的情况下,可改用新型高导热抗结焦的优质填充料,以减少炉墙结焦及有害微量元素对火道砖的侵蚀。
2.3 燃烧区外围裂缝
火道墙燃烧区外围产生的裂缝有轻微的,有严重的,裂纹以不规则U形居多,参见图4。
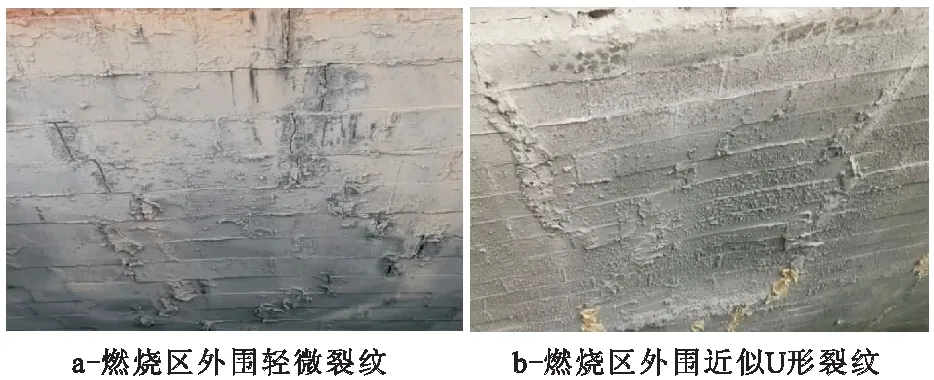
图4 火道墙燃烧区外围裂纹
2.3.1 燃烧区外围裂纹产生原因
火道墙燃烧区外围产生裂纹,大体由两方面造成。
(1)材质差异
部分焙烧炉在燃烧区使用了红柱石砖,由于红柱石砖与四周低蠕变砖存在理化性能上的差异,在周期性的热胀冷缩过程中逐步形成缝隙。
(2)燃烧区火道砖长期过烧
燃烧区火道砖长期过烧,导致火道砖的抗折强度降低,引发火道墙内凹,内凹又撕裂出U形或其它形状的裂缝等。
2.3.2 防止燃烧区外围裂纹的对策
核心措施仍然是要防止火道墙过烧,这里不再赘述。
3 结 语
焙烧炉火道墙上部两侧出现“八”字形裂纹,中下部出现垂直或斜向裂纹,燃烧区四周出现不规则“U”形裂纹,其产生原因是有差异的,有针对性的从设计、选材和运行维护等方面采取措施,对延迟和减少裂纹出现,降低火道墙维修成本,减少制品局域氧化,以及延长火道墙使用寿命等,均是十分必要和极为有益的。
猜你喜欢
轻金属(2023年1期)2023-03-04 11:11:38
山东冶金(2022年4期)2022-09-14 08:59:42
世界有色金属(2022年9期)2022-08-13 07:31:50
材料与冶金学报(2022年3期)2022-05-30 08:49:40
中国金属通报(2019年11期)2019-12-14 06:21:38
石油沥青(2019年5期)2019-11-16 09:06:02
四川有色金属(2019年2期)2019-08-02 09:55:00
饮食与健康·下旬刊(2017年11期)2017-12-04 08:54:47
中国交通信息化(2017年7期)2017-06-06 05:52:06
河南科技(2014年15期)2014-02-27 14:12:38