碳纤维织物引入体育器材成型技术及力学性能研究
2023-07-04 22:44:07郭照宇
粘接 2023年4期
关键词:体育器材
郭照宇
摘 要:碳纤维织物在体育器材领域具有广泛的应用前景,针对不同成型轮廓的体育器材,选用合适的纤维取向织物将有助于实现产品成型特性的优化。基于此,简单介绍了体育器材用碳纤维织物的几种常见成型技术,如模压成型、RTM成型与挤压成型等。再以体育器材中常用的碳纤维织物T3OO-3K平纹布料为试验对象,设计了单轴拉伸、双轴拉伸以及方盒冲压试验,分析研究其拉伸性能与冲压性能,总结碳纤维织物在成型过程中的力学行为与变形机理。
关键词:体育器材;碳纤维织物;拉伸性能;冲压性能
中图分类号:TQ342+.742
文献标志码:B文章编号:1001-5922(2023)04-0079-04
Study on tensile and stamping properties of carbon fiber fabric for sports equipment
GUO Zhaoyu
(Xinjiang Vocation and Technical College of Construction,Urumqi 830054,China)
Abstract:Carbon fiber fabric has a wide application prospect in the field of sports equipment.For sports equipment with different molding contours,selecting appropriate fiber oriented fabric will help to optimize the molding characteristics of products.Based on this,this paper briefly introduced several common molding technologies of carbon fiber fabric for sports equipment,such as molding,RTM molding and extrusion molding.Then,taking the carbon fiber fabric t3oo-3k plain cloth commonly used in sports equipment as the test object,the uniaxial tensile,biaxial tensile and square box stamping tests were designed,the tensile and stamping properties were analyzed and studied,and the mechanical behavior and deformation mechanism of carbon fiber fabric in the forming process were summarized.
Key words:sports equipment;carbon fiber fabric;tensile properties;stamping performance
碳纤维织物是一种主要由碳元素所组成的有机纤维复合物,最常见的主要是将细片状或石墨微晶进行碳化处理之后,与聚碳酸酯等进行复合处理而得到,其具备耐热、高强度、高模量、导电、导热等特性,并在沿纤维轴方向的强度尤为突出,比强度(即材料极限强度与材料单位质量的比值)较高,在纺织、化工以及医学等领域中都有着重要的应用场景[1-3]。
在运动应用领域,传统体育用品为实现轻质、大刚度的目的,较多采用木材或其复合材料[4-5]进行生产;而碳纤维织物的力学性能相比木材有一定的提高,以杉木为例,其比强度仅为碳纤维增强复合材料的四分之一,而比模量也仅为其三分之一[6]。因此,碳纤维织物也较适合适用于制造运动器材,正因如此,其在体育器材方面的应用也逐年攀升,比如高尔夫棒球、网球拍、滑雪板等[7-9]。
在生产体育器材的碳纤维织物流程中,碳纤维织物往往处于较为复杂的受力状态,对其受荷过程中的真实应力应变情况进行分析,掌握其变形特征和成形性能,将有助于根据体育器材的几何形状进行合理的纤维取向设计,从而充分利用碳纤维织物的基本力学特性,实现产品优化[10-11]。为此,本文先对体育器材用碳纤维织物的压缩成型技术进行了简单介绍,再基于碳纤維织物T3OO-3K平纹布料,分别采用双轴与单轴拉伸以及冲压的试验方法,对碳纤维织物在变形条件下的基本力学特性和变形性能进行研究分析[12-14]。
1 成型技术分析
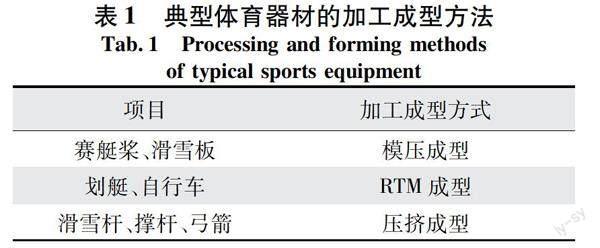
目前,使用碳纤维织物制作体育器材的生产方法有许多,包括模压成型、挤压成型和RTM成型3种方法。碳纤维织物在制作体育器材以及个人防护用品时,可按照体育器材的应用场合、项目需求等不同要求选用相应的加工成型方法;表1为几种常见体育器械的加工成型方法[15]。
1.1 模压成型技术
模压成型是在封闭模腔内,用高温和机械加压凝固后所获得的成型制品。模压成型的增强材料,主要是短切纤维、连续纤维物等[16]。因为该方法成型效率高、制造精度高、成型表面光洁,所以特别适合制造工艺精细和重复性很大的体育运动用品[17]。在制造较复杂的结构制品时,由于模压成型技术不需再进行车、刨等加工工序,就能够做到一次成型,因此也减少了对成型物料的消耗,并使产品具有较良好的外观和可重复性[18]。但该技术对模型装配提出了更高的技术要求,并对专用设备也有着较高的技术要求[19]。
1.2 RTM成型技术
RTM成型技术是将纤维或预成胚放入密封模腔内,以树脂工艺灌注模腔并浸透预成型胚,再进行固化、自动脱模等工序而成型。该技术应用于制作质量较高、玻璃纤维浓度高、多孔性较低的复杂复合材料结构,由于在制模过程中没有环氧树脂工序,故可保护制品表面的光滑性[20]。同时,该技术可节约成本,并能利用CAD技术实现模具设计,成型构件也可以进行局部强化。另外,由于工艺在成型过程中所生成的挥发物量较小,对周围环境损害也较少[21]。因此,RTM技术一般用来制造大量的碳纤维织物结构,如自行车、皮划艇等。
1.3 挤压成型技术
挤拉成型是以玻璃纤维复合材料的加工方式连续生产,并将玻璃纤维束或带状物,在外力作用下经过浸胶、挤出、热凝固、剪切等加工工艺,做成富有特点造型和尺寸的细线形制品。拉挤过程中,一般采用与材料横向断面形状相对应的成型模制造法,即先使经浸渍的连续纤维材料投入模腔中固化成型,并在模腔内凝胶材料,最后在机械拉力下,引拔出型料制品。生产成品时,通过增加沿轴力方向平行排列的玻璃纤维,进而增强了复合材料的强度。拉伸制品具有高强、质轻的优点,是各类运动装置的理想使用条件。
2 成型力学性能试验
无论是模压成型、挤压成型还是RTM成型,碳纤维织物在成型过程中都将处于复杂的力学状态。为分析体育器材用碳纤维织物的成型力学特点,选用体育器材中常用的碳纤维织物T3OO-3K平纹布料为试验对象,其杨氏模量为240 GPa,抗拉强度为3.5 GPa,厚0.25 mm。试验过程中,分别设计3个试验,并从碳纤维织物的双轴拉伸变形特性、单轴拉伸变形特性和冲压成型特性3方面加以分析。
2.1 单轴拉伸性能
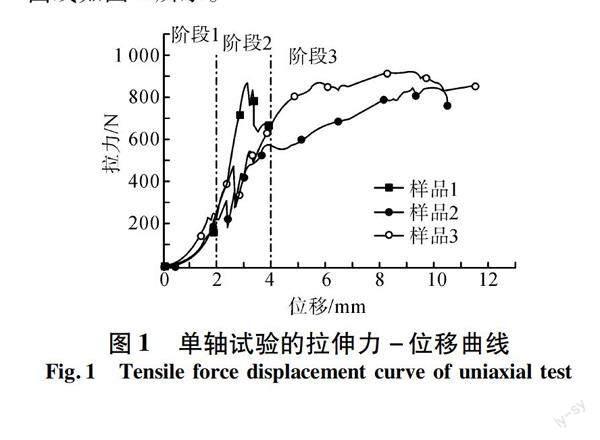
进行单轴拉伸测试时,选取的试样布料呈矩形,长230 mm,宽115 mm。拉伸变形装置为Zwick/Roell 2 t万能拉伸试验机。试验中的拉伸方向平行于织物纱线,速度设置为2 mm/min。试验条件为室温,并进行多次样品试验,形成的单轴拉伸力-位移曲线如图1所示。
从图1可以看出,碳纤维织物试验时的几次单轴拉伸力波动变化较大,其中原因主要是试样的剪裁难度较大,且在拉伸过程中,纤维断裂的具体情况也不同。此外,尽管该测试的数据波动很大,但仍能够根据拉伸力与位移之间是否呈现为线性关系这一判断原则,将单轴拉伸力-位移曲线粗略分成3个阶段:第1阶段,鉴于编织纤维之间存在缝隙以及部分纤维处于卷曲形态,此时拉伸力与模量相对较小;第2阶段,变形逐步增加后,拉伸力变化曲线逐渐接近于线性且拉伸模量相应增大,此区间处于正常的拉伸阶段,且此阶段中各试块的弹性模量基本相同;第3阶段,织物的变形很大,拉伸力-位移曲线发生了显著的非线性变化,其拉伸模量相比前一阶段也有所减小,这主要是因为该阶段发生了大量的碳纤维破坏现象。
综上所述,通过对该碳纤维织物的单轴拉伸试验,能够实现对碳纤维织物力学特征的定性表征。另外,从整体单轴拉伸试验的拉伸力-位移曲线形状能够发现,沿纱线走向,该碳纤维织物的拉伸性能存在着明显的非线性力学行为。
2.2 双轴拉伸性能
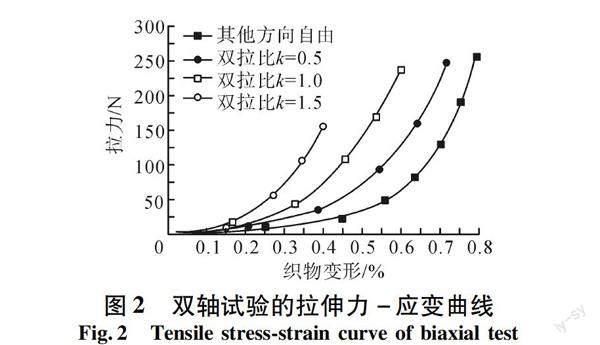
为更好地掌握碳纤维织物经纱与纬纱之间的力学影响关系,对该碳纤维织物开展了不同双拉比条件下的双轴拉伸试验。试验时,为减少表面内的剪切变形情况,将试验样式设计为“十字正交形”,中心范围的有效区域尺寸为50 mm×50 mm。牵拉臂的长度设为180 mm,宽度为50 mm。在测试时,为达到不同的双拉比,可通过调整经纱方向和纬纱方向的相对位移来完成。试验时的最大牵拉速度为2 mm/min。在同一室内温度下进行多次样品试验,并根据数据得到经纬方向上的拉伸荷载-应变曲线。由于平纹面料的力学性能经线方向与纬线方向基本相同,因此本文仅提供了经线方向上的拉伸荷载-应变曲线,具体如图2所示。
從图2可以看出,在同一双拉比下,当织物变化很小时,材料模量很低,因而表现出明显的非线性;当织物变化较大时,几乎为线性变形。同样,由于牵拉比加大,非线性变化范围也减小,而且线性区域内的材质弹性模量也不会因为牵拉比的加大而有所提高,与单轴拉伸试验分析结果一致,在开始阶段,非线性变化的原因是织物中纤维空隙和纤维卷起的存在。随着双拉比的加大,纤维之间的横向挤压程度加大,使纤维空隙和卷起的现象大大减少,所以在单轴拉伸时(即另一端无约束),非线性范围最大;但是,在所有纤维都进入拉伸性态以后,材质特性则逐步由碳纤维材料自身决定。双轴拉伸试验的结果表明,该材质的织物存在着强烈的双拉耦合效应,即某个方向的力学行为会影响另一个方向的力学行为。基于此,在碳纤维复合材料的成型过程中,特别是对于热冲压成型工序,其在压边圈时将会产生压边应力,此时将存在试验中所述的双拉耦合效应,其对碳纤维复合材料的成型影响应当予以考虑。
2.3 冲压成型性能
通过上述的单轴、双轴等拉伸试验,可初步掌握该碳纤维织物的力学特性。为进一步研究其在成型过程中的力学与变形原理,拟采用方盒冲压试验进一步探索。先将织物裁剪出正方形试样,尺寸为160 mm×160 mm,剪切方式一般有2种:一种为裁剪方向平行于纤维束;另一种为垂直纤维束进行剪裁。方盒冲压模具设计为60 mm×60 mm×30 mm。该模具为轴对称形式,以其横向为1轴,纵向设为2轴,再以对称中心作为原点,建立相应的坐标系,具体如图3所示。碳纤维织物相对于模具的纱线位置可由该坐标系进行定义。在试验过程中,基于模具坐标系,使2种试样的坐标系与之重合;试验在自行开发的热模压成型机上展开。
从图3可以看出,在成型过程中,织物纤维进行了一定程度的重新排列与取向,而这一过程主要是由纤维转动来完成的。不同轮廓尺寸的零件可由不同取向的试样来实现成型,本次试验成型结果如图4所示。
从图4可以看出,对于0°/90°试样的成型件如图4(a)所示,其在边界处的纤维缩进程度非常不平衡,故而在圆角过渡带,由于相应的剪切角达到了临界剪切锁死角(35°),因此产生了起皱现象。同时,成型零部件的轮廓形状也产生了与金属成型中的“制耳”现象差不多的情况,这客观上说明了该织物具有很大的各向异性,所以可按照零部件轮廓外形选用纤维取向合适的织物,生产中合理地铺层,降低结构缺陷,从而优化成型零部件的力学性能。而如图4(b)所示,对于±45°试样的成型件,其在边界处的纤维缩进程度相对平均,因此在圆角设计的过渡区域内未产生起皱现象。
3 结语
本文针对体育器材用的碳纤维织物,对其成型技术进行了简要介绍,再通过设计单轴拉伸、双轴拉伸以及冲压试验,分析其成型过程中的力学行为与变形特征,主要得出如下结论:
(1)碳纤维织物具备显著的非线性和各向异性的力学特征,并存在双拉耦合效应,即经线(纬线)方位的力学行为会直接影响纬线(经线)方向的力学行为。在双轴拉伸条件下,随着双拉比的增大,拉力-应变曲线的非线性范围逐步缩小;
(2)在碳纤维织物的成型过程中,剪切变形是织物变形的基本模式。在剪切角到达“临界锁死角”时,纤维间将互相形成强烈的压迫,使织物出现起皱现象。因此,剪切锁死角在预测起皱方面有一定的作用;
(3)对于同种织物不同纱线取向的试样而言,其成型特性也不同。在成型件边界缩进程度方面,±45°织物相较于0°或90°织物更平均,起皱趋势也更小。因而可采用合适的纤维取向织物,实现不同的零部件几何外形,并通过合理铺层,减少缺陷,优化成型零部件的力学特性。
【参考文献】
[1]周正亮,赵大娟,万佳,等.碳纤维中空织物增强树脂基复合材料导热性能与应用[J].工程塑料应用,2019,47(9):46-49.
[2] 谈昆伦,刘黎明,段跃新,等.碳纤维经编织物在大飞机复合材料结构制造上的应用[J].玻璃纤维,2013(1):11-14.
[3] 董科,李思明,吴官正,等.碳纤维/涤纶刺绣心电电极制备及其性能[J].纺织学报,2020,41(1):56-62.
[4] 程耀明.我国木质文化体育用品产业发展问题与措施[J].林产工业,2019,56(12):102-104.
[5] 王晓澄.体育运动器材设计的材料选择:评《体育器材设计》[J].材料保护,2021,54(2):169.
[6] 李晓龙,刘伟庆,方海.碳纤维增强复合材料杉木夹芯梁受弯性能试验[J].南京工业大学学报(自然科学版),2017,39(5):57-62.
[7] 温博.不同碳纤维取向角对高尔夫球杆材料阻尼性能的研究[J].合成材料老化与应用,2019,48(6):72-75.
[8] 吕思琪.碳纤维网球拍粘接剂配方优化方法研究[J].粘接,2019,40(12):100-103.
[9] 史岩峰.碳纤维复合材料在体育器械中的应用[J].塑料助剂,2021(1):11-14.
[10] 郭文文.碳纖维织物力学性能和冲压成型实验研究[J].材料科学与工艺,2017,25(3):47-51.
[11] 崔营.体育器械用碳纤维复合新材料的制备与性能研究[J].合成材料老化与应用,2019,48(3):77-80.
[12] 唐欣磊,谭洪生,谭浩,等.长芳纶纤维增强抗冲共聚聚丙烯复合材料的研究[J].工程塑料应用,2013,41(2):5-9.
[13] 赵洪凯,钱春香,周效谅,等.拉挤工艺成型连续纤维增强热塑性FRP的性能研究[J].化学建材,2006,22(1):23-25.
[14] 福建创立佳科技有限公司,上海工程技术大学,中国电力科学研究院有限公司.一种芳纶/碳纤维复合芯绞合线,其制备装置及制备方法:CN202010724952.3[P].2020-12-11.
[15] 刘堪金.复合材料拉力杆:CN01111017.1[P].2001-10-31.
[16] 蒋向.芳纶纤维增强聚氨酯树脂复合材料的制备和研究[D].长沙:湖南大学,2006.
[17] 长沙善道新材料科技有限公司.一种连续芳纶-玄武岩纤维复捻纤维增强热塑性树脂预浸带及其制备方法:CN201710490159.X[P].2017-10-13.
[18] 董超亮,王耀先,周洁鹏,等.芳纶纤维增强树脂基复合材料的界面粘结性能研究[J].工程塑料应用,2012,40(3):73-76.
[19] 刘吉凯,潘利剑.芳纶/阻燃环氧树脂复合材料的性能研究[J].复合材料科学与工程,2021(2):72-76.
[20] 轩立新,贾珍,刘月,等.非热压罐成型法制备杂环芳纶纤维增强环氧复合材料[J].工程塑料应用,2020,48(6):68-73.
[21] 陈燕梅,侯梅,张银锋,等.高性能芳纶绝缘拉杆用树脂配方及性能研究[J].纤维复合材料,2016,33(3):3-7.
猜你喜欢
玩具世界(2024年2期)2024-05-07 08:17:38
玩具世界(2023年6期)2024-01-29 12:14:28
文体用品与科技(2023年6期)2023-04-15 14:01:38
文体用品与科技(2023年2期)2023-02-11 04:59:10
文体用品与科技(2022年20期)2022-11-20 10:25:58
当代体育(2022年39期)2022-11-14 21:22:27
当代体育(2022年40期)2022-11-14 20:33:30
魅力中国(2019年7期)2019-12-18 02:04:51
冰雪运动(2016年5期)2016-04-16 05:55:32
中国教育技术装备(2015年20期)2015-03-01 02:43:59